3
практически ие сказывается на технологических свойствах СОЖ.
Сначала готовят жидкую фазу, в которую затем вводят антифрикционный наполнитель.
Жидкую фазу приготавливают при комнатной температуре следующим образом.
Сначала перемешивают все компоненты жидкой фазы, затем загружают сакап и тонко диспергируют его в растворе жидких компонентов на аппарате с быстроходной мешалкой. Для набухания сакапа и создания необходимой структуры последним в жидкую фазу вводя таммнак, вызывающий набухание сополимера. Всю композицию перемешивают на тихоходной мешалке.
В готовую загущенную жидкую фазу вводят порошкообразный наполнитель и перемешивают до равномерного распределения.
а блица 1 Состав жидкой фазы СОЖ (жидкость-В)
Нйименованпе компонентов
Содержание, вес. %
94,89 0,50 0,1 0,50 0,05 0,01 0,05
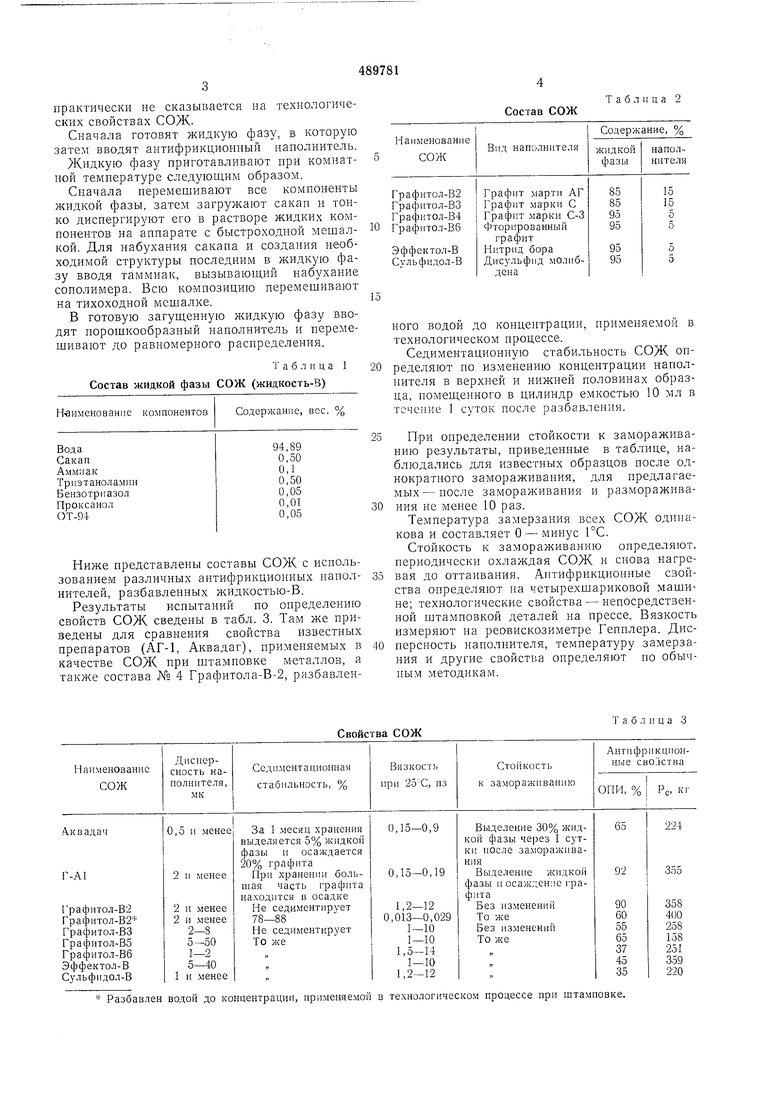
Ниже представлены составы СОЖ с использованием различных антифрикционных наполнителей, разбавленных жидкостью-В.
Результаты испытаний по определению свойств СОЖ сведены в табл. 3. Там же приведены для сравнения свойства известных препаратов (АГ-1, Аквадаг), применяемых в качестве СОЖ при штамповке металлов, а также состава № 4 Графитола-В-2, разбавленного водой до концентрации, применяемой в технологическом процессе.
Седиментационную стабильность СОЖ определяют по изменению концентрации наполнителя в верхней и нижней половинах образца, помещенного в цилиндр емкостью 10 мл в течение 1 суток после разбавления.
При определении стойкости к замораживанию результаты, приведенные в таблице, наблюдались для известных образцов после однократпого замораживания, для предлагаемых- после замораживания и размораживания не менее 10 раз.
Температура замерзания всех СОЖ одинакова и составляет О - минус 1°С.
Стойкость к замораживанию определяют, периодически охлаждая СОЖ и снова нагревая до оттанвания. Антифрикционные свойства определяют на четырехшариковой машине; технологические свойства - непосредственной штамповкой деталей на прессе. Вязкость измеряют на реовискозиметре Гепплера. Дисперсность наполпителя, температуру замерзания и другие свойства онределяют по обычным методикам.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОСНОВА ТЕХНОЛОГИЧЕСКИХ СМАЗОК ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1991 |
|
RU2048508C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1992 |
|
RU2065485C1 |
| Смазочно-охлаждающая жидкость для горячей обработки металлов давлением | 1984 |
|
SU1168593A1 |
| Смазка для горячей обработки металлов давлением | 1981 |
|
SU1008238A1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ | 1997 |
|
RU2119940C1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ МАШИН ЛИТЬЯ ПОД ДАВЛЕНИЕМ "ЭКОЛОГ" | 1999 |
|
RU2179493C2 |
| Смесь для облицовки металлических литейных форм | 1982 |
|
SU1016039A1 |
| Смазочно-охлаждающая жидкость "вар-15" для горячей обработки металлов давлением | 1980 |
|
SU941412A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ЛИТЕЙНО-КОВОЧНЫХ МАШИН | 2007 |
|
RU2357831C2 |
| Смазочно-охлаждающая жидкость для горячей обработки металлов давлением | 1982 |
|
SU1051108A1 |
Свойства СОЖ
Разбавлен водой до концентрации, при.меняе.мой в технологическо.ч процессе при штамповке.
Т а б л II ц а 3
Как следует из представленных данных, графитол-В2, графитол-ВЗ, графитол-В5, графитол-Вб, сульфидол-В и эффектол-В полностью седиментационно стабильны и сохраняют свои свойства после замораживания.
В СОЖ «Аквадаг и АГ-1 частицы графита седиментационно нестабильны и оседают при хранении, что изменяет состав СОЖ и при применении требует восстановления состава перемешиванием. При замораживании нрепаратов АГ-1 и Аквадаг графит коагулирует, СОЖ расслаивается и становится непригодной к употреблению.
Седиментационная стабильность предложенных СОЖ, разбавленных до концентрации, непосредственно применяющейся в технологическом процессе, достаточно высока и определяется высокими дезагрегирующими свойствами сакапа в сочетании с поверхностно-активными веществами.
Ввиду того, что технологические свойства СОЖ при штамповке определяются свойствами антифрикционного наполнителя, то для графитола-В2 и препарата АГ-1 они не отличаются, так как обе СОЖ содержат один и тот же графит АГ. Эти свойства подтверждены измерением антифрикционных параметров СОЖ и непосредственной штамповкой углеродистых сталей. По технологическим свойствам графитол-В2 и АГ-1 близки к препарату «Аквадаг, так как во всех СОЖ применяется графит с приблизительно одинаковыми свойствами. По технологическим свойствам графитол-ВЗ и графитол-В5 незначительно отличаются от графитола-В2. По технологическим свойствам графитол-Вб, сульфидол-В и эффектол-В близки к соответствующим известным СОЖ, содержащим в качестве наполнителя фторированный графит, дисульфид молибдена и нитрид бора, и нмеют преимущество по морозостойкости и седиментационной стабильности.
Все СОЖ, содержащие жидкость-В, имеют высокие антикоррозионные свойства по отношению к черным и цветным металлам, благодаря щелочной среде (рП 7,5-9,0) и добавкам триэтаноламина и бензотрпазола; хорошо смачивают наполнитель и поверхность металла.
Предмет изобретения
Смазочно-о.хлаждающая жидкость для обработки металлов давлением на основе водной суспензии антифрикционного наполнителя, отличающаяся тем. что, с целью повышения стабильности суспензии и качества обрабатываемой поверхности, в состав жидкости введен сонолимер акриловой кнслоты и тстрааллилового эфира пентаэритрита, аммиак, триэтаноламин, блоксополимер окисей пропилена и этилена, бензотриазол и ди-(этнлгексиловый)-эфнр натриевой соли сульфоянтарной кнслоты при следующем соотношении компонентов, вес. %:
Антифрикционный наполнитель 1-30
Сополимер акриловой кислоты и тетрааллилового эфира пентаэритрита0,2-1,0
Аммиак0.1-0,2
Триэтаноламин0.2-1,0
Бензотриазол0,05-0,5
Блоксонолнмер окисей пропилена и этилена0.01-0,5
Дн- (этпл-гекснловый) -эфир натриевой соли сульфоянтарной кислоты0,02-0.25
ВодаДо 100
