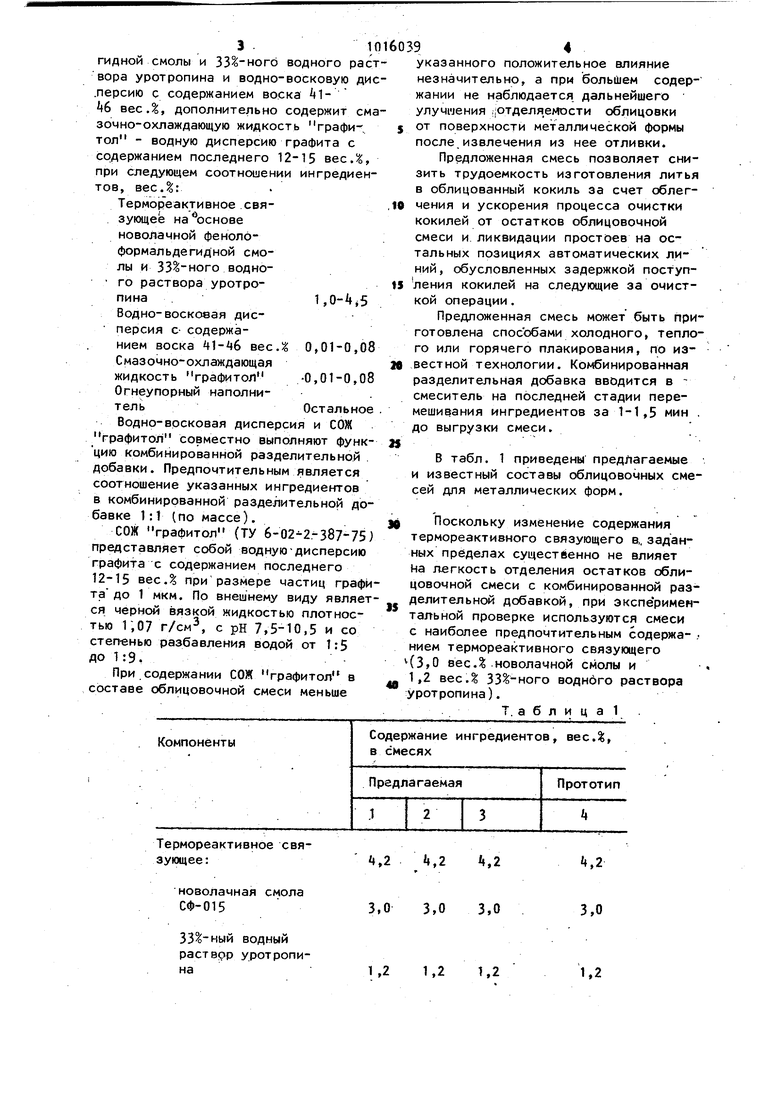
Изобретение относится к литейному производству, а именно к составам смесей для облицовки металлических литейных форм с использованием песка плакированного термореактивным смоляным связующим холодным, теплым или горячим методом. HaeectHa смесь, используемая для облицовки металлических форм, содерVжащая огнеупорный наполнитель, термореактивное связующее и отвердитель С11Применение этой смеси обеспечивает возможность получения качествен ных отливок, однако при этом возникают существенные трудности при очистке форм после выбивки литья. В свя зи с быстрым охлаждением отливки отвержденное термореактивное связующебувходящее в состав облицовочной см си, не успевает полностью разупрочнят за период пребывания отливки в форме. Поэтому облицовка после выбивки отливки сохраняет остаточную прочность, и удаление ее с поверхности формы затруднено. В связи с тем, что перед каждым рабочим циклом поверхность металлической формы должна быть полностью очищена от использованной облицовки затрудненная очистка форм резко снижает производительность линий литья в облицованные.-кокили или вынуждает использовать дополнителы-jbix рабочих, iie предусмотренных техпроцессом. Известна также облицовочная смес включа шдач огнеупорный наполнитель, теомореактивное связующее, борную кислоту, в состав которой с целью обеспечения очистки кокилей от оста ков облицовочной смеси после выбивки литья введено 0,2-1,0 вес. графита 2 J, Производственный опыт ряда предприятий показывает, что графит явля ется весьма эффективной разделител ной добавкой. Однако его применение вызывает серьезные технологические трудности. Для обеспечения разделительного действия частицы графита должны быт равномерно распределень; в промежутках между зернами плакированной сме си-. Однако частицы графита не связа мы с ними силами адгезии и поэтому при надуве смеси в зазор между фрр мой и моделью графит-располагается в массе облицовки неравномерно, что. резко снижает эффективность его действия. Кроме того, возникают трудности с точной дозировкой -сухого графита при непрерывном плакировании, наблюдается снижение прочности плакироЕ анной смеси после добавки в нее графита . Наиболее близкой к изобретению по технической сущности и достигаемому результату является смесь для изготовления литейных оболочковых форм и стержней по постоянным моделям, содержащая, вес.%: новолачная фенолоформальдегидная смола 3-7; водный раствор уротропина 1,2-2,1; водно-восковая дисперсия 0,02-0,50 и огнеупорный наполнитель остальное 3. Водно-восковая дисперсия обладает физическими свойствами, позволяющими использовать ее как разделительный материал. При этом устраняется ряд трудностей, связанных с применением графита, таких как сложность дози ровки и снижение прочности смеси . Водно-восковая дисперсия представляет собой однородную, нерасслаивающуюся при комнатной температуре жидкость, которая легко дозируется через жидкостные дозаторы всех типов. Добавка водно-восковой дисперсии в указанном соотношении увеличивает прочность плакированных смесей. BhiecTB с тем эффективность действия графита, как разделительной добавки, значительно выше, чем водновоскозой дисперсии. 8 последние годы появились новые материалы на основе графита, например смазочно-охлаждающие жидкости (СОЖ) графитол (ТУ 6-02-2 387-75J, которые легко разбавляются водой. Водосодержащие жидкости графитол являются эффективной разделительной добавкойS полностью обладающей положительными свойствами графита, при этом они легко дозируются с помощью жидкостных дозаторов. Целью изобретения является снижение трудоемкости изготовления отливок , Цель достигается тем, что смесь для облицовки металлических литейных ферм, включающая огнеупорный наполнитель, термореактиэное связующее на -основе нозолйчной фенолоформальдегидной смолы и водного раст вора уротропина и водно-восковую дис .персию с содержанием воска 4146 весД, дополнительно содержит сма зочно-охлаждающую жидкость графи-, тол - водную дисперсию графита с содержанием последнего 12-15 вес Л, при следующем соотношении ингредиентов, вес.: Термореактивное связующее на основе новолачной фенолоформальдегидной смолы и водного раствора уротропина1,0-4j5 Водно-восковая дис Персия с- содержанием воска 41-46 весЛ 0,01-0,08 Смазочно-охлаждающая жидкость графитоя -0,01-0,08 Огнеупорный наполнительОстальноеВодно-восковая дисперсия и СОЖ графитол совместно выполняют функцию комбинированной разделительной добавки. Предпочтительным является соотношение указанных ингредиентов в комбинированной разделительной добавке 1:1 (по массе). СОЖ графитол (ТУ 6-02 2.-387-75) представляет собой водную-дисперсию графита с содержанием последнего 12-15 вес. при размере частиц графи та до 1 мкм. По внешнему виду являет ся черной вязкой жидкостью плотностью i;07 г/см, с рн 7,5-10,5 и со степенью разбавления водой от 1:5 ДО 1:9. При содержании СОЖ графитол в составе облицовочной смеси меньше указанного положительное влияние незначительно, а при большем содержании не наблюдается дальнейшего улучшения ,;отделя емости облицовки от поверхности металлической формы после извлечения из нее отливки. Предложенная смесь позволяет снизить трудоемкость изготовления литья в облицованный кокиль за счет облегчения и ускорения процесса очистки кокилей от остатков облицовочной смеси и ликвидации простоев на остальных позициях автоматических линий, обусловленных задержкой поступления кокилей на следующие за очисткой операции. Предложенная смесь может быть приготовлена способами холодного, теплого или горячего плакирования, по известной технологии. Комбинированная разделительная добавка вводится в смеситель на последней стадии перемешивания ингредиентов за 1-1,5 мин . до выгрузки смеси. В табл. 1 приведены предлагаемые и известный составы облицовочных смесей для металлических форм. Поскольку изменение содержания термореактивного связующего в„ заданных пределах существенно не влияет На легкость отделения остатков облицовочной смеси с комбинированной разделительной добавкой, при эксперимемтапьной проверке используются смеси с наиболее предпочтительным содержа- ,нием термореактивного связующего 3,0 вес. новолачной смолы и 1,2 вес. 33 -ного водного раствора ротропина). Т. а б л и ц а 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Смесь для изготовления литейных форм и стержней | 1979 |
|
SU876257A1 |
| Смесь для изготовления литейных оболочковых форм и стержней в нагреваемой оснастке | 1983 |
|
SU1090482A1 |
| Смесь для изготовления литейных форм и стержней | 1974 |
|
SU593647A3 |
| Смесь для изготовления литейных оболочковых форм и стержней по постоянной технологической оснастке | 1977 |
|
SU710743A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ В НАГРЕВАЕМОЙ ОСНАСТКЕ | 1992 |
|
RU2011469C1 |
| Способ получения облицовочного покрытия на металлической форме | 1988 |
|
SU1688967A1 |
| Способ очистки кокилей от обли-цОВКи HA OCHOBE ТЕРМОРЕАКТиВНыХ СВязующиХ | 1979 |
|
SU852442A1 |
| Смесь для изготовления литейных оболочковых форм и стержней по постоянным моделям | 1975 |
|
SU532449A1 |
| Смесь для изготовления литейных оболочковыхфОРМ и СТЕРжНЕй пО пОСТОяННОй ТЕХНОлОги-чЕСКОй OCHACTKE | 1979 |
|
SU831334A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ЛИТЕЙНО-КОВОЧНЫХ МАШИН | 2007 |
|
RU2357831C2 |
Термореактивное связующее:
новолачная смола СФ-015
водный растврр уротропина
4,2 4,2
4,2
3,0
3,0
3,0 3,0
1,2 1,2
1,2
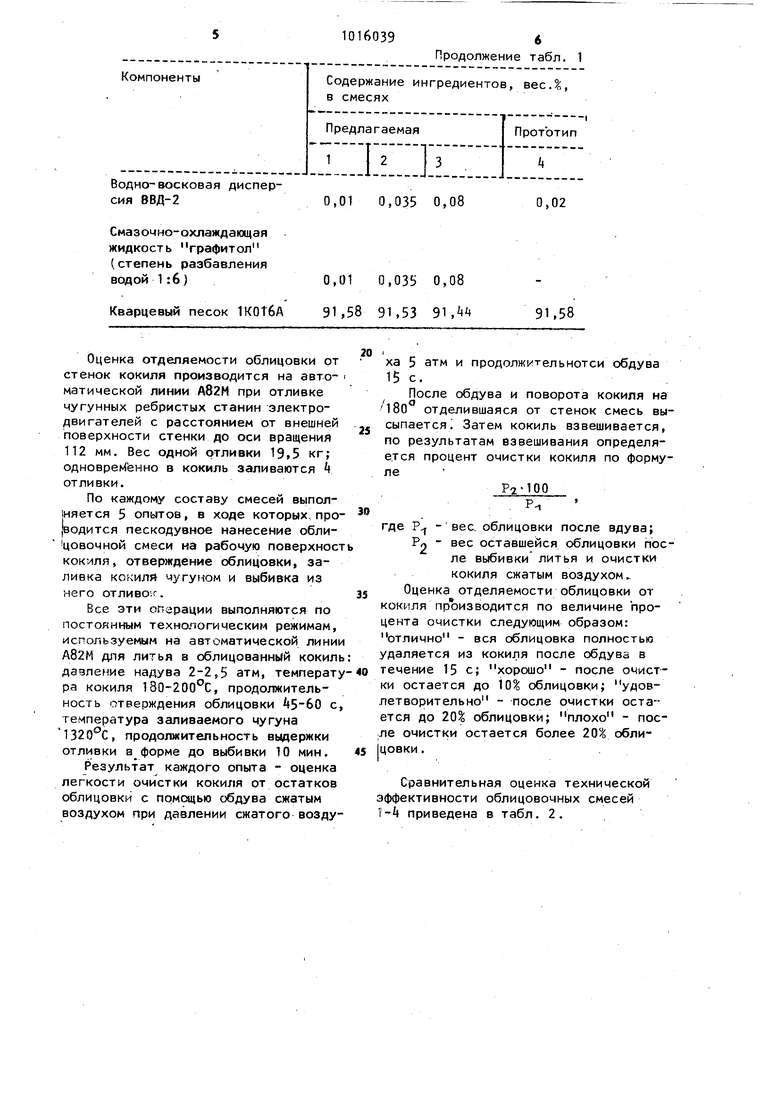
0,01 0,035 0,08
0,01 0,035 0,08 91,58 91,53 91, Оценка отдепяемости облицовки от стенок кокиля производится на автоматической линии А82М при отливке чугунных ребристых станин электродвигателей с расстоянием от внешней поверхности стенки до оси вращения 112 мм. Вес одной отливки 19,5 кг; oднoвpe feннo в кокиль заливаются k отливки. По каждому составу смесей выпол)няется 5 опытов, в ходе которых про{водится пескодувное нанесение обли цовочной смеси на рабочую поверхност кокиля, отверждение облицовки, заливка кокилй чугуном и выбивка из него отливогг. Все эти операции выполняются по постоянным технологическим режимам, используемым на автоматической линии А82М для литья в облицованный кокиль давление надува 2-2,5 атм, температу ра кокиля ISO-ZOO C, продолжительность отверждения облицовки с, температура заливаемого чугуна 1320 С, продолжительность выдержки отливки в форме до выбивки 10 мин. Результат каждого опыта - оценка легкости очистки кокиля от остатков облицовки с помощью обдува сжатым воздухом при давлении сжатого воздуПродолжение табл. 1
0,02
91,58 ха 5 атм и продолжительнотси обдува После обдува и поворота кокиля на 180 отделившаяся от стенок смесь высыпается i Затем кокиль взвешивается, по результатам взвешивания определяется процент очистки кокиля по формулеР2100 где Р - вес. облицовки после вдува; РЯ - вес оставшейся облицовки после выбивки литья и очистки кокиля сжатым воздухом.. Оценка отделяемости облицовки от кокиля производится по величине процента очистки следующим образом: отлично - вся облицовка полностью .удаляется из кокиля после обдува в течение 15 с; хорошо - после очистки остается до 10 облицовки; удов после очистки осталетворительноется до 20 облицовки; плохо - после очистки остается более 20 обли1цовки. сравнительная оценка технической ффективности облицовочных смесей 1- приведена в табл. 2.
Параметры технической эффективПоказателиности для облицовочных смесей Прочность облицовочных смесей на изгиб в отвержденном состоянии, кгс/см 20-22 Оценка отделяемости облицовки от поверхности металлической формы по извлечению Хорошо Хорош отливки
Производительность линии по количеству залитых в час металлических форм
Количество рабочих , обслуживающих линию в смену
При использовании смесей, которые трудно отделяются от рабочей поверхности кокилей, на их очистку затрачивается больше времени и возникает необходимость в использовании дополнительной рабочей силы.
Из табл. 2 видно, что при исполь.зованйи известной смеси по прототи- . пу (без добавки графитол) средняя часовая производительность линии А82М не превыи/ает 35 залитых металлических форм при использовании в
|Таблица2 20-22
35
цо
12
смену 12 рабочих. Использование комбинированной разделительной добавки .в составах предлагаемых смесей (1-3) позволяет сократить трудоемкость и
соответственно снизить число обслуживающих линию рабочих до Э человек при одновременном росте производительности до 36-40 залитых металлических форм в час;
Таким образом, предложенная смесь для облицовки металлических форм позволяет снизить трудоемкость изготовления отливок. 0-22 21-23 тлично Удовлетворительно
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Николаенко Е.Г | |||
| .и др | |||
| Получение тонкостенных оболочек из сухих термореактивных смесей, - Литейное производство, 1968, №1, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
