Дредлагаемое устройство предназначается для переработки штапельного волокна, приготовляемого на фабриках в виде бесконечного жгута с развесом до 100 zJM намотанного на бобину крестовой мотки искусственного волокна в ленту с определенной длиной волокна (75-100 мм), также намотанную на бобину крестовой мотки.
Обработка штапельного волокна ведется или по способу суконной смески, или путем пропуска через интерсектинг или гильбокс с барабаном, или же пропуском через интерсектинг с подпуском ленты.
При обработке по первому способу искусственный шелк в виде отдельных лент штапельного волокна и отходов фабрики искусственного шелка-галетной и куличной рвани, подвергается резке на определенную длину волокна 75- 100 мм. Затем производится смешивание шерсти е резаной массой искусственного шелка.
Приготовленная смеска пропускается через щипальную машину и дальше идет обычным ходом технологического процесса как по камвольному способу прядения, так и по аппаратному, т. е. производится кардочесание и т. д.
По второму способу к интерсектипгу или гильбоксу сзади выпускных цилиндров ставят барабан до одного метра диаметром. Режу шее приспособление при первых опытах также ставилось к интерсектингу. Самый процесс заключается в следуюш,ем. На питательную решетку кладут резаные, до некоторой степени расправленные, штапельки, которые проходят питательные цилиндры, гребенное поле, выпускные цилиндры и затем наматываются на барабан. Между выпускными цилиндрами и барабаном .имеется большая вытяжка. Пропущенная определенная порция резаного шелка по отвесу и намотанная на барабан лента снимаются. Полученные с барабана ленты идут на интерсектинг, где их нарашивают, пропускают по несколько лент сразу и получают ленту, намотанную на бобину крестовой мотки.
Полученная лента дальше подвергается обычной обработке подобно шерстяной ленте.
Оборудованием для осуществления третьего способа служит режуп ;ее приспособление, поставленное к интерсектингу, и самый интерсектинг. Штапельное волокно В виде ленты проходит режущее приспособление, где лента в горизонтальном положении режется на определенную длину и подводится к питательным цилиндрам интерсектянга, проходит гребенное поле, выпускные, ЦЕлиндры и дальше должна наматываться на бобину крестовой мотки. Так как связанной ленты с первого раза получить нельзя, то для этого подпускают хорошую ленту, на нее кладут резаные штапельки и пропускают через интерсектинг. Дальше идет обычный процесс, как и для шерсти.
Для обработки штапельного волокна применяются устройства, состоящие из подающих валиков, ножей, отводного рукава и периодически поворачиваемой пластинки для получения штапелей, уложенных на отводящем рукаве один над другим.
В предлагаемом устройстве выравнивание штапеля перед его обработкой на интерсектинге производится при помощи системы уплотняющих решеток с вертикальными осями и выгяжных валиков, установленных между подающим рукавом и направляющим лотком к интерсектингу. Для растаскивания штапеля на отдельные пряди между вытяжными валиками расположены круглые гребни.
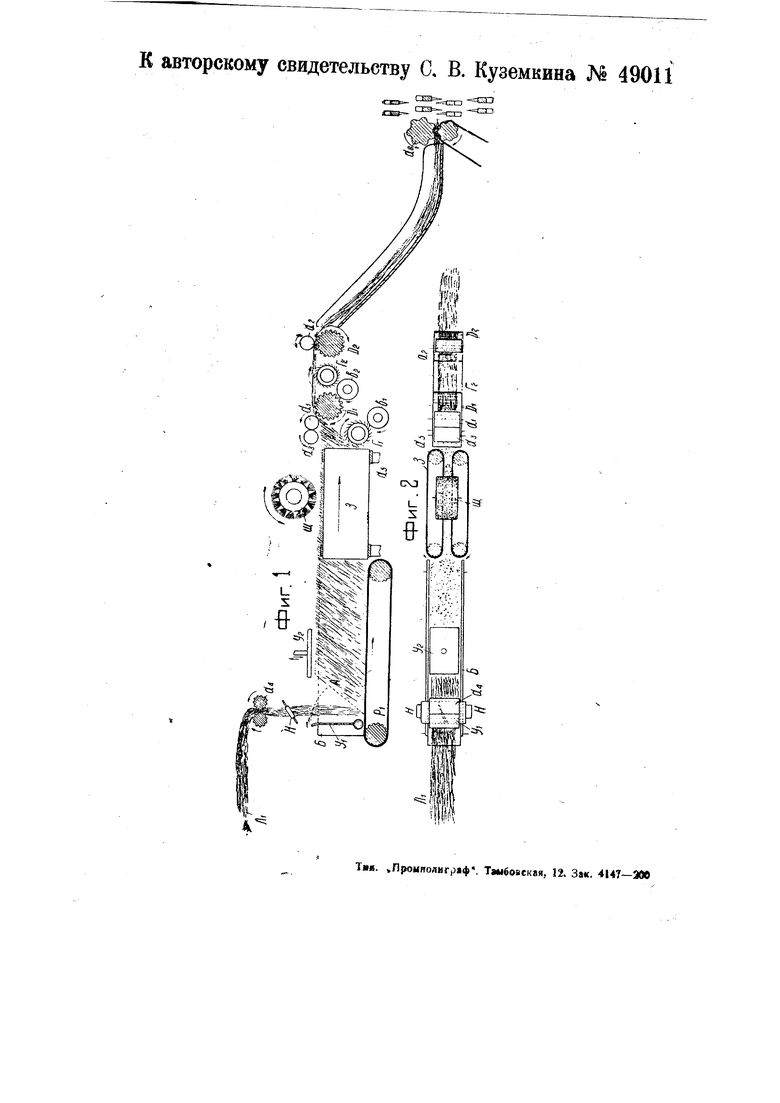
На схематическом чертеже фиг. 1 изображает продольный разрез устройства и фиг. 2-вид его сверху.
В основном устройство состоит из расположенных в последовательном порядке разматывающих подающих парных валиков наклонного к потоку волокна ножа Н, уплотнителей У, и УЗ для волокна, поступающего на подающий рукав PI уплотнительных решеток 3 к Щ с вертикальными осями d и расположенной над ними щетки ZZ/для очистки верхнего слоя штапеля от случайно попавших волокон и для выравнивания. Далее установлены парные вытяжные валики , DI и , DS, последняя пара которых передает материал, на направляющий лоток к интерсектингу. Между вытяжными валиками расположены круглые гребни Г,, Г для растаскивания штапеля на отдельные пряди и очистительные валики 5i и иг.
С поставленной в рамку бобины крестовой мотки (рамка на чертеже не показана) лента Л штапельного волокна периодически разматывается валиками dt
и подается для требуемой длины резки 75-100 мм под нож ff, состоящий из двух подвижных половин.
Ножи должны иметь регулировку для резкИ( разной длины 75-100 мм и устанавливаются под углом с размахом, дающим свободный пропуск ленты между ножами. Подача валиками ленты должна быть рассчитана таким образом, чтобы в конце подачи конец ленты касался питательной решетки, после чего должна производиться резка. В момент конца резки периодически качающийся уплотнитель У приходит в движение и отрезанный штапель отбрасывает в положение А.
При начале возврата уплотнителя У в его прежнее положение приходит в движение верхний уплотнитель У, который при своем колебательном движении вверх и вниз уплотняет и подравнивает неровности в кладке уплотнителя У,. Во все время указанных операций питательная решетка (рукав) Р имеет непрерывное движение по указанному стрелкой направлению. Для того, чтобы резаный штапель на решетке не разваливался, у питательной решетки имеются высокие борта Б. Ширина питательной решетки, равно и других рабочих органов, должна быть не менее ширины жгута в свободном состоянии. Наклон волокна на решетке около 45°,
Уложенные на питательной решетке в указаном порядке отдельные штапеля подводятся под питательные зажимы (уплотняюпще решетки) ЗяЩ, матетриал которых должен быть упругим. Слой волокна, подведенный питательным зажимом под вытяжную пару валиков rf,, DI, ими захватывается и подается дальше к круглому гребню Г, растаскивающему штанель на еще более мелкий пряди.
Соотношение скоростей движущихся механизмов должно удовлетворять следующему неравенству:
,:d,D,,D,
Вытяжные валики вы полняются-верхний резиновым, а нижний-металлическим с мелкими рифлями.:
Гребень Г должен быть набран из грубых номеров игл и не особенно часто расположенных.
Валик da служит для подвода волокна под вытяжную пару на определенной высоте, т. е. на линии захвата.
Между парой вытяжных валиков d, и dai Е расстояние должно регулироваться по длине волокна, где должна происходить вытяжка и прочес или разрыхление на гребне Г, у которого номера игл несколько выпхе и набраны более часто, чем на гребне Г.
После двух вытяжек между щеткой 3 и валиками d, D, а также d, D и d, D ленточка должна подводиться под питательные цилиндры ds интерсектинга, число пар которых может быть больше, чем указано на чертеже.
На каждую головку интерсектинга имеется в виду постановка нескольких ручьев, которые по пропуске через интерсектинг должны давать связанную денту на бобине крестовой мотки.
Очистительные валики Ь и Ь служат для очистки гребней и вытяжных валиков.
Предмет изобретения.
1.Устройство для обработки штапельного волокна с применением подающих валиков, ножей, уплотнительных цланок и отводящего рукава, отличающееся тем, что, с целью выравнивания щтапеля перед его обработкой на интерсектинге, применены уплотняющие реuieTKu 3 и Щ, оси которых расположены вертикально, и вытяжные валики d, О и. rfa. 2 помещены между подающим рукавом PI и направляющим лотком к интерсектингу.
2.При устройстве по п. 1 применение круглых гребней Г и Г, расположенных до и между вытяжными парами и служащих для более интенсивного растаскивания щтапеля на отдельные аряди