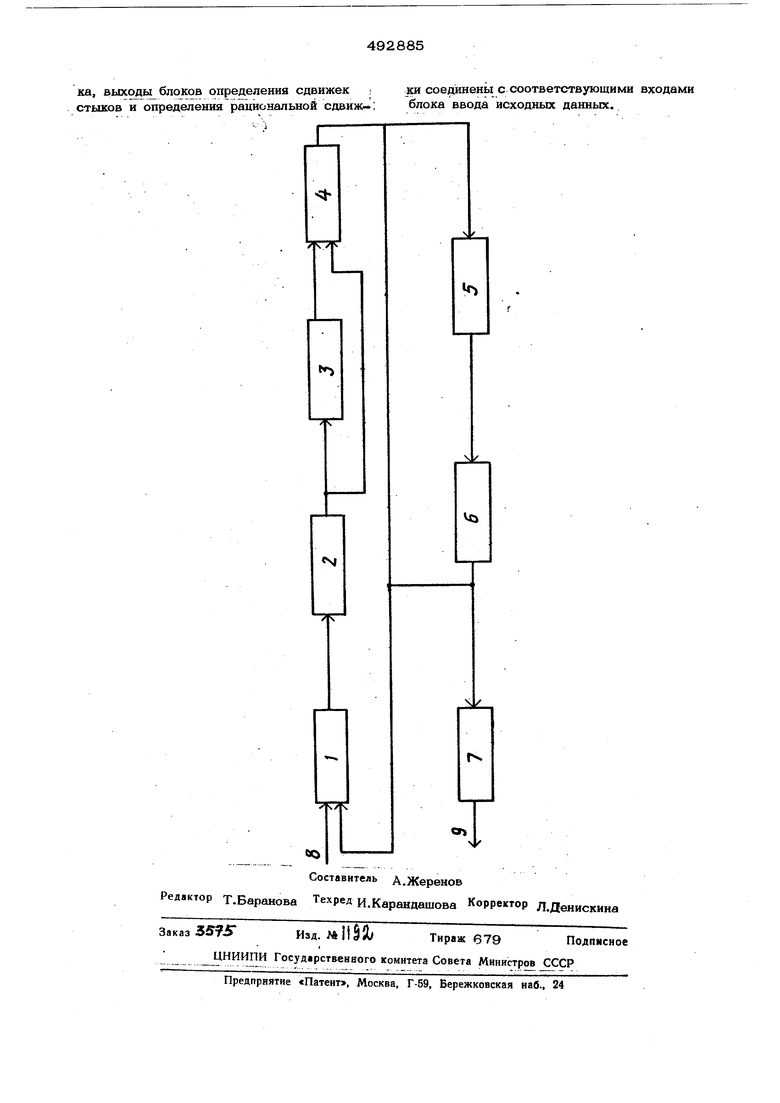
ков и определения рациональной сдвиж. ки соединены с соответствующими входами блока ввода и исходных далных. Такое выполнение вычислительного устройства позволяет упростить технологическую схему процесса комплектации плетей повысить коэффициент использования труб в производстве, а также сократить общее количество стыков в котлоагрегате за сче анализа различных комбинаций расположения их в комплектуемой плети, что новы- щает надежность изделия. На чертеже изображена схема вычислительного устройства. Оно содержит блок 1 ввода исходных данных, связанный с блоком 2 памяти, выход которого соединен с арифметическик блоком 3 и блоком 4 определения сдвижек стыков, выходы последнего подключены соответственно к блоку ввода исходных данных и к блоку 5 определения сдвижек плети. Блок 6 определения рациональной сдвижки связан с блоком 7 преобразовани и блокол 1 ввода исходных данных. Цифра ми 8 и 9 обозначены соответственно вход и выход устройства. Устройство работает следующим образом. Исходные данные: длина комплектуемой плети L м длины исходньк труб i- , плt схема комплектуемой плети в виде сочета ний ( I. , ij ), где I: - участок, доJ . пускающий расположение стыков, J - за- прещенная зона,, вводятся в блок 1 и запоминаются в блоке 2 памяти. С выхода его значения длин передаются в арифметический блок 3, суммирующий длины исходных труб до получения L,. по И условию: il 1 После набора длины L ц сочетания элементов плети ( f;, Д J ) поштучно поступают в блок 4 для расчета сдвижек каждого стыка, где путем сравнения частичных сумм набраиньгх длин. .Т f и пле- I.21 t. определяют интервалы возможных сдвигов каждого i -того стыка вдоль схемы плети по следующим соотнощениям: )l.. Предел Р величины сдвига каждого стыка определяется условием: Р$Lxj,„. Интервалы сдвижек в блоке 4 формируются в виде матрицы вида { X, X)j; - нижний продел j -того сдвига -того стыка. - верхний предел I -того сдвига I -того стыка. Информация из блока 4 поступает в блок 5 для расчета интервалов сдвижки всей плети, которые определяются решо- нием матрицы ( X , X ) j в виде результирующей матрицы столбца ( Л i mia Хо )j После формирования матрицы Интервалов сдвижки всей плети начинает работу блок 6, определяющий рациональную сдииж( X , Ху) рац. среди ку всей плети )j (тахХ.. min х по наличию отходов делового значения ( Uo ). Это условие определяется одним из следующих неравенств: Хграц 5 ИЛИ 5 Выбранный вариант сдвижки преобразуется блоком 7 в линейные координаты дХ , ДХ,, , являющиеся остатками концевых труб плети. Невыполнение условия по определению интервалов сдвижек для стыков Lfj, и общих интервалов сдвижки всей плети свидетельствует о невозможности комплектации плети из данного сочетании туб Л -тых В этом случае получение другого сочетания длин исходных труб достигается исключением первой исходной трубы и доба лением последующей, после весь цикл комплектации плети повторяется. рмула и.3 обретения Вычислительное устройство для комплектации трубных плетей, содержащее блок ввода исходных данных, вход которого соединен со входом устройства, выход - через блок памяти подключен ко входу арифметического блока, блок преобразования, выход которого подключен ко входу арифметического блока, блок преобразования, выход оторого подключен к выходу устройства, тличающееся тем, что, с целью повыщения эффективности работы устройства, в него введены блоки определения сдвижек тыков, определения сдвижек плети, опредеения рациональной сдвижки, причем выход лока определения сдвижек стыков через последовательно соединенные блоки опродоления сдвижек плети и определения рациональной сдвижки подключен ко входу блока преобразования, первый и второй входы - подключены соответственно к выхо- j дам блока памяти и арифметического блока, выходы блоков определения сдвижек ; стыков и определения рациональной сдвиж-;
кя соединены с соответствующими входами блока ввода исходных данных.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трубных плетей | 1973 |
|
SU640829A1 |
| Автоматическая линия для изготовления трубных плетей | 1977 |
|
SU737169A1 |
| Устройство для обработки псевдослучайных сигналов | 1977 |
|
SU702494A2 |
| ГЕНЕРАТОР ПСЕВДОСЛУЧАЙНЫХ ПОСЛЕДОВАТЕЛЬНОСТЕЙ | 1991 |
|
RU2030105C1 |
| Автоматизированный технологический комплекс по производству оребренных трубных изделий | 1988 |
|
SU1532268A1 |
| ГЕНЕРАТОР ПСЕВДОСЛУЧАЙНЫХ ПОСЛЕДОВАТЕЛЬНОСТЕЙ | 1991 |
|
RU2032267C1 |
| КОМПЛЕКТ УСТРОЙСТВ ДЛЯ СОЗДАНИЯ И ВЫРАВНИВАНИЯ НАПРЯЖЕНИЙ В РЕЛЬСОВЫХ ПЛЕТЯХ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2009 |
|
RU2431713C2 |
| Способ и поточно-механизированная линия для изготовления спиралей из труб | 1981 |
|
SU984777A1 |
| Линия для изготовления змеевиков | 1984 |
|
SU1209337A1 |
| Способ третьей решающей схемы ускоренного поиска и эффективного приема широкополосных сигналов | 2019 |
|
RU2730389C1 |