Изобретение относится к трубо- блочному произ-водству, а именно к линиям, обеспечивающим получение трубных плетей, для которых места соединения (стыки) используемых труб допустимы только на- определенных участках готового изделия, и может быть применено в различных отраслях машиностроения, в частности в атомном машиностроении и кот- лостроении, например при изготовлении П-образных змеевиков или; других элементов тепл.ообменного оборудования.
Цель изобретения - расш1рение технологической возможности линии.
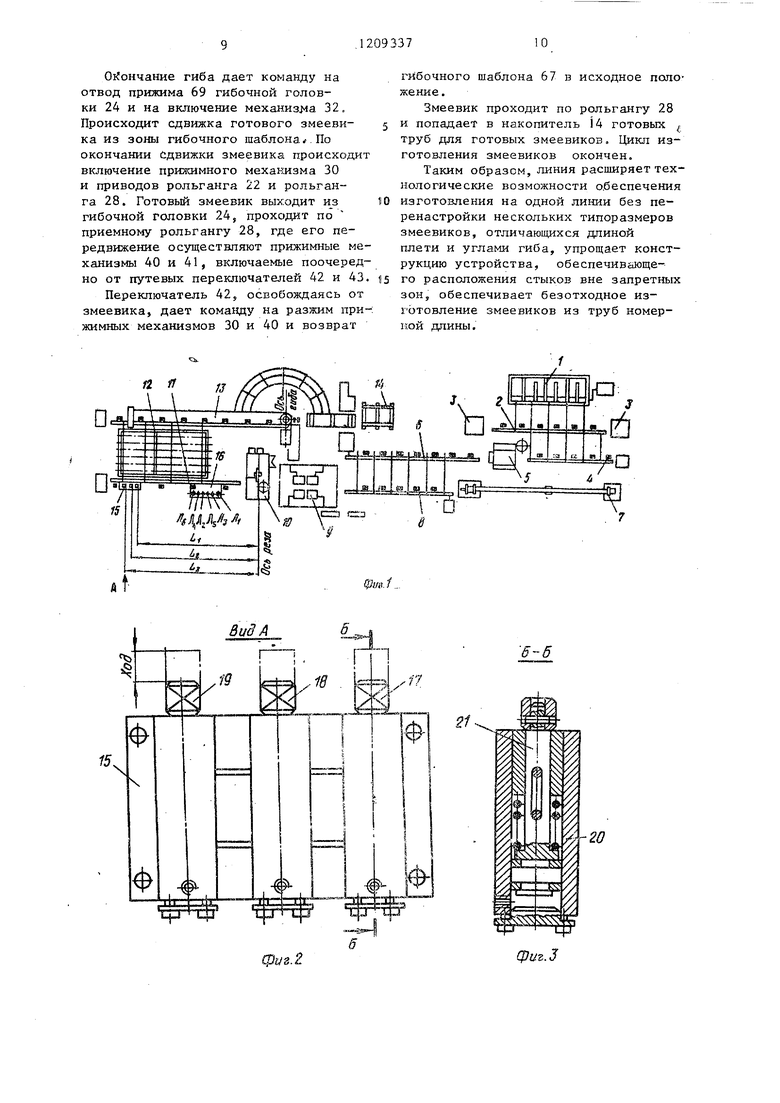
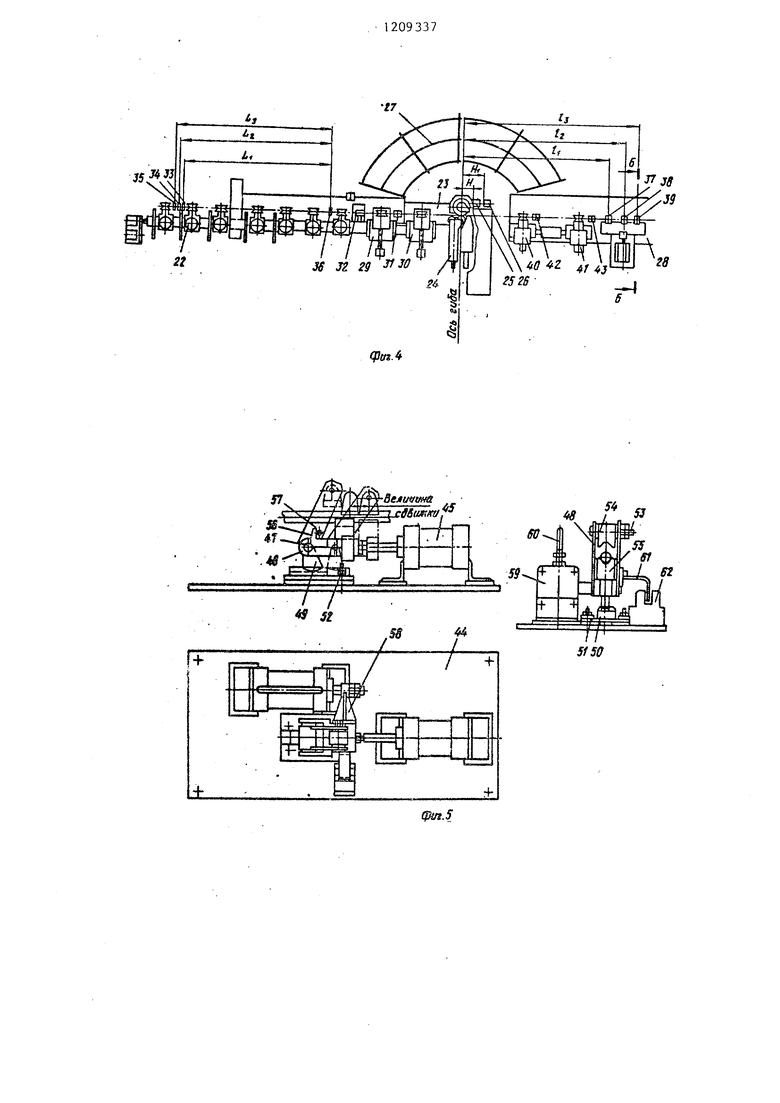
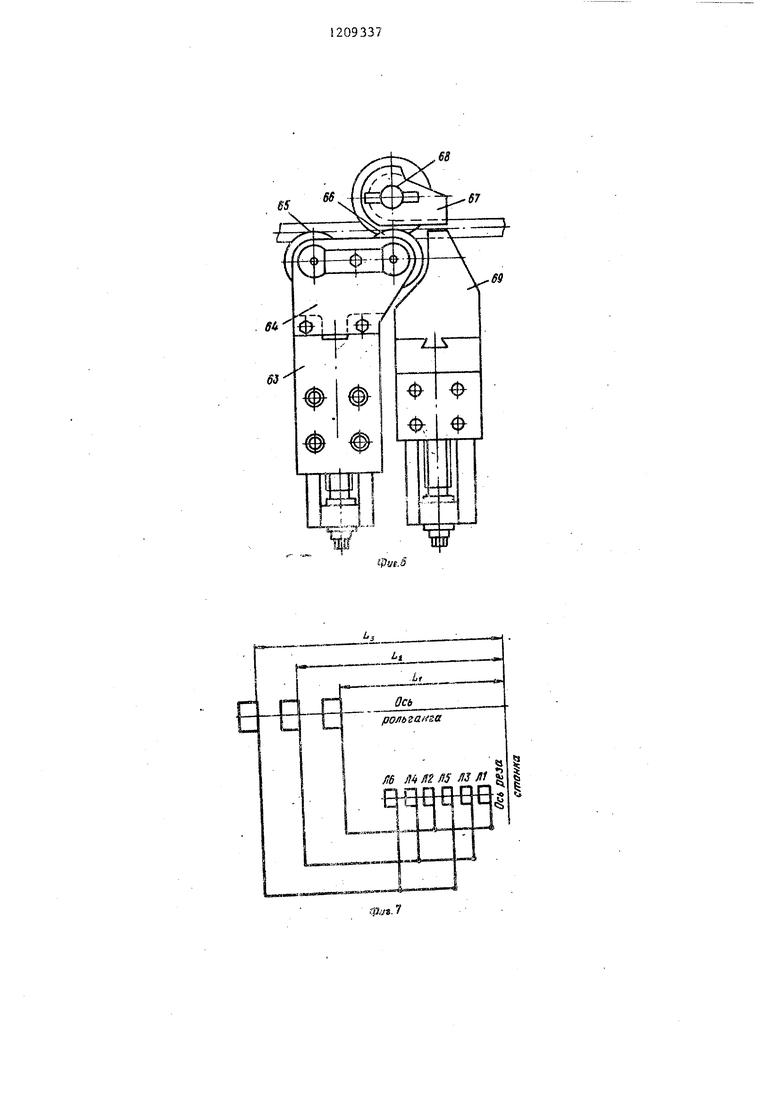
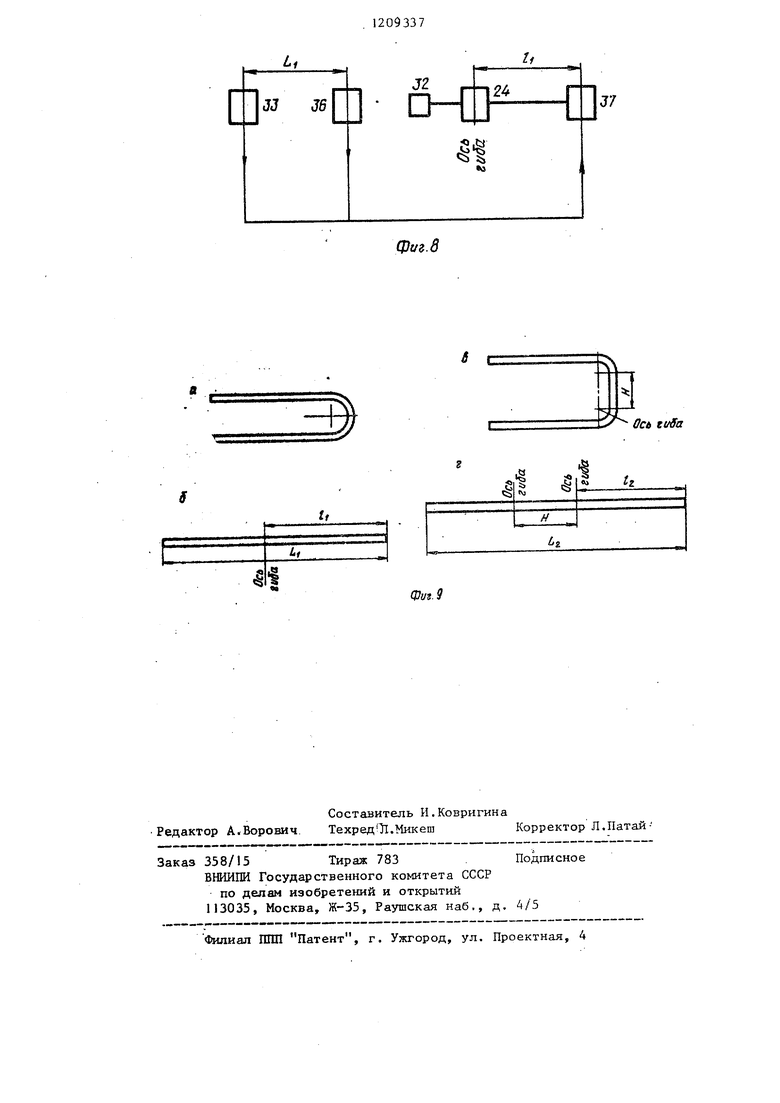
На фиг.1 изображена предлагаемая линия, общий вид; на фиг.2 - вид А на фиг.1; на фиг.3 - разрез Б-Б на фиг.2; на фиг. 4 - установка для гибки; на фиг.5 - механизм сдвижки плети; на фиг.6 - гибочная головка; на фиг.7 - схема связи пневмоупоров с лампочками индикатора з апретных зон; на фиг. 8 - схема связи для изготовления змеевика первого типоразмера; на фиг.9 - этапы гибки заготовки(а - первый типоразмер змеевика, - развертка первого типоразмера; о - второй типоразмер змеевика; 2 - развертка змеевика второго типоразмера).
Линия содержит установленные в технологической последовательности механизированный магазин 1 трубных заготовок, рольганг 2 к торцова ным станкам, станок 3 для зачистки внутренней поверхности концов труб, подрезки торцов и снятия фасок; ролганг 4,подающий к средствам- 5 для зчистки труб, предназначенным ,цля наружной зачистки труб по всей ,цлине иглофрезами, рольганг 6 приемный от средств для зачистки, пневмопуи- ку 7, предназначенную для пробивки внутреннего грата на сварном шве и представляющую собой цилиндр со свободно перемещающимся поршнем под давлением сжатого воздуха., рольганг 8 к стыкосварочной маши:не, машину 9 стыкосварочную, станок 10 отрезной, предназначенньй дл;я отрезки труб после измерения, измерительный стенд 11 , стеллаж-накони;тель 12, станок 13 для гибки змеевиков, накопитель 14 для ;готовых змеевико
Магазин I трубных заготовок механизированный предназначен для
раскатки пучка труб и поштучной их выдачи.и состоит из ряда стоек: приводных, неприводных, поддерживающих и привода.
Рольганг 2 к трУботорцовочным . станкам предназначен для приёма трубы, подачи ее поочередно к двум станкам для обработки обоих торцов трубы и выдачи ее на последующую
обработку и представляет собой
сборно-сварную раму, на которой установлены раздаточные коробки с коническими передачами, сбрасыватели и убирающийся упор,выходящий после
обработки второго торца трубы дл я сброса ее с рольганга.
Рольганг 4 подаюощй к средствам дпя зачистки трубных заготовок, и рольганг 6 приемный от средств для
зачистки трубных заготовок предназначены для приема трубы, подачи ее средствам для зачистки трубньгх заготовок с одновременной зачисткой по всей поверхности до метагшического блеска.
Рольганг 8 к стыкосварочной машине предназначен для приема тру- . бы после зачистки наружной поверхности и подачи ее на стыковую сварку ппети.
Измерительный стенд 11 предназначен для измерения длины разверток змеевиков (плетей) с определением запретной зоны сварного шва и выдачи отрезанных гшетей и включает измерительное устройство, выполненное в виде электрически связан- ньрс блока 15 фиксации труб и инди-. катора Г6 запретных зон, управляемое оператором с пульта (не показан) . На пульте управления помещен i счётчик-табло, получаюший сигнал -ОТ станка 10 отрезного и блока 15 фиксации.
При этом блок 15 фиксации содержит три пневмоупора 17-19, закреп- -ленньпс на измерительном стенде 11 на расстояниях от оси реза отрезного станка 10, соответствующих длине каждого типоразмера развертки змеевика . Каждый пневмо- упор состоит из корпуса 20 с расположенным внутри его с возможностью возвратно-поступательного перемещения подпружиненным штоком
21, внешний конец которого являет- ся контактом. Питающая воздушная магистраль (не показана), осуществляющая подъем и опускание необ
ходимого контакта пневмоупора, подсоединена только к подштоковым полостям пневмоупоров.
Индикатор 16 запретных зон выполнен в виде расположенных: на парал- лельной измерительному стенду 11 оси в местах, совпадающих с запретными зонами на развертках каждого тпоразмера, изготавливаемого змее™ вика и соединенных между собой попарно, источников света, причем жидкая пара источников света Л, и Л
2
л, и Л,
Л и электрически
связана с контактом соответствукг- щего пневмоупора.
Установка 13 для гибки расположена на выходе линии и состоит из подающего рольганга 22, гибочной
машинь 23 с гибочной головкой 24, промежуточных упоров 25 и 26, установленных за гибочной головкой ,на расстояниях Н и Н, соответствующих размерам прямого участка змеевика между осями гибов, стеллажа 27 поддерживающего, приемного рольганга 28 и пульта управления (не показан).
На подающем рольганге 22 разкеще ны механизмы 29 и 30 прижима трубыj обеспечивающие продвижение гшети по рольгангу, переключатель 31, механизм 32 сдвижки плети, злектриче- с ки связанный с гибочной головкой 24, кроме того, подающий рольганг 22 снабжен группой путевых переключателей 33, 34.и 35, соответст- веи ео располэженнь:х чя расстояниях L{,Lg и L, соответствующих дпи- не каждого типоразмера развертки змеевика от четвертого переключателя 36, образу ащих с каждым из трех предьщущих пару (например, 3336, 34-36, 35-36), электрически С язанную с одним из конечнь х упор 37-39, установленных на приемном роганге 28 на расстояниях ,,г от оси первого гиба до последнех о (по ходу) конца плети (т.е. определяющие место первого гиба).
На рольганге 28 также расположен механизмы 40 и 41 прижиг а трубы и птевые переключатели 42 и 43.
При этом мехггНнзм 32 включает установленные на основании 44 пневмсц 45, на штоке которого йсестко эакрепяеиа вилка 46 с размещенным На ней с возможностью дюиорота на o .47 рычагом 48. Последний имеет p--R- :ра, жестко соединенные в нижней ча 209337,4
тк посредством втулки выполненной за одно целое с зубчатым сектором 49, взанмодействуюпшм с рейкой 50, расположенной с возмокностью возврат5 но-поступательного движения по пазу основания 44 и удерживаемой в неподвижном положении планками 51 с помощью пружлн 52. В верхней части рычага 48 установлена с возмож- .
to костью поворота на оси 53 верхняя прижимная призма 54, а нижняя призма 55 жестко закреплена на верхней части вилки 6. На внешней плоскости вилки 46 жестко закреплен упор
5 56, входяй ий в соприкосновение с ограничителем 57, выполненным за одно целое с ребром рычага 48, а с протнвопшюжной стороны на вилке 46 прикреплен кронштейн 58, связыва2Q ю ащй шток пневмоцилиндра 45 со штоком гидротормоза 59,. закрепленного на основании 44. В. верхней части гидротормоза 59 расположена трубка 60, соединяющая полости гидротормо25 за. Кроме того,, на внешней стороне вилки 46 жестко установлен лепесток 615ВХОДЯЩИЙ во взаимодействие с переключателем 625 закрепленным на основании 44.
Рабочая головка 24 включает карет30
ку 63, смонтированную на неподвижо
ном суппорте гибочной машины 23.с возможностью регулировки, в верхней части которой жестко закреплена обойма 64 с устакоЕлейными в ней гибоч ны 65 и кагшбруюЩам 66 роликами, причем ось калибрующего ролика 66 соБпа,цает с осыс иаблона 67, установленного с возможностью поворота На оси 68. За калибрующим роликом 66 на подвижном суппорте установлен прижим 69, осуществ-ляющий совместно с шаблоном 67 зажим трубы.
Работа линий осуществляется следующим образом.
Из магазина 1 трубных заготовок подъемныг-; краном уютадывается пучок труб весом до 3 т. Включением привода магазина 1 производгдтся поштучная раскатка труб. По мере наS кап.пивания труб на ск-лизах включается привод рольганга 2, Труба двихсет- ся в напра,з,чен:-п-г к левому трубо- ториовочному станку Зу где произво- дится обработка левого торца трубы.
5 Окончание работы цыкла станка 3 да- ат коман1 ;у на вкл очение реверса привода рольганга 2. Труба, двигаясь тго рольгангу,, входит в правый трубо5
торцовочный станок 3. Производится обработка правого торца трубы. Дале труба поступает на рольганг 4 подающий к средствам 5 зачистки трубных заготовок. Труба, попадая на рольганг 4, движется к средствам 5 зачистки,- принудительно входит в.средства 5 зачистки, происходит зачистка трубы по нарулсной поверхности. Труба поступает на рольганг 6 при- емньй от средства зачистки, а с него - на рольганг 8 к стыкосвароч- ной машине 9.
Труба, двигаясь по рольгангу 8, входит в стыкосварочную машину 9, отрезной станок 10 и останавливается правым концом в губках стыкосва- рочной машиньт 9.. Подается следующая труба и останаапивается новым концом в губках стыкосварочной машины 9. Производится стыковая сварка. После сварки пневмояушкой 7 производится пробивка внутреннего грата на сварном шве и снятие наружного специальными щипцами.
Далее производят измерение гшети Нажатием кнопки на пульте включаетс привод измерительного стенда Пи труба Продвигается до одного из упоров блока 15 фиксации.Подъем и ог.гус каниё нужного пневмоупора осуществляется с пульта нажатием кнопки для подачи воздуха в соогветствую1цую полость цилиндра.
При подаче воздуха в полость корпуса 20 шток 21 перемещается н пневмоупор ограничивает движение трубы. Электроконтакт, замкнувшийся на пневмоупоре, дает сигнал на загорание лампочек, ограничиваюнщх запретную зону данного змеевика. От электроконтакта пневмоупора 17 загораются лампоч1 ;и Л1 и Л.2 от электроконтакта упора 8 - ЛЗ и ЛА от упора 19 - Л5 и Л6, В слу гае отсутствия стыка в запретной зоне плеть, соответствующая ддтина развертки L первого змеевика, отрезается в размер включением станка 10. В случае попадания станка в запретную зону, давление воздуха сбрасывается и под усилием пружины шток 21 возвращается в исходное положени
Для определения длины гспети вторго змеевика воздух подается в еле-- дующую полость цилиндра, срабатывает следующий упор ,18, 1 асположеннь Й на расстоянии Lj, соответствующем
длине развертки второго змеевика от оси реза станка. Труба продвигается до упора 18, от электроконтакта ко- 5,торого загораются соответствующие лампочки ЛЗ и Л4, ограничивающие запретную зону 2-го змеевика и снова определяется положение стыка. Если стык вышел из запретной зоны,
10 включается отрезной станок 10 и отре- |зается мерная плеть, соответствующая длине развертки второго змеевика. Далее упор опускается, плеть двигаясь по .измерительному стенду I 1, доходит
IS до конечного упора н сбрасывается на стеллаж-накопитель 12. Нажатием кнопки на пульте управления установки 13 для гибки змеевиков плеть со стеллажа-накопителя 12 подается на
20 рольганг 22, при этом одновременно срабатыва1от путевые переключатели 33- 35. От их сигналов включается привод рольганга 22., плеть перемещается к гибочной головке 24, нажимает на
5 путевой переключатель 36, который в паре с од1шм из первых трех определяет длину гртети змеевиков , Ljp включенная пара переключателей подает команду на выход одного из
jjTj трех конеч1Яг х упоров 37-39, опреде- л.-ч.от размер до оси первого гиба li дают команду ка гибочную машину для установки необходимого угла гиба - 180° или 90.
Изготовлез-ше змеевика с углом
гиба 180 выполняется в следующей псс-педовательности.
-После определения размера, соответствующего длине развертки змее{s вика первого типоразмера, В1слюченная tiapa переключателей 33-36 дает команду на выход конечного упора 37 и на установку на гибОчной машине, угла гиба 180 . При дальнейшем двиs; женин плеть проходит прижимной механизм 29, Нажимает переключатель 3,, от сигнала которого происходит прижим плети, обеспечивающий продви- лсекие плети по роликам рольганга 22.
,, Далее плеть проходит через гибочную головку 24 до конечного упора 37, от сигнала, которого останавливается гФИвод рольганга 22., происходит раз- ж-ш npi-DJOiMHoro мехагшзма 29, ко, нечный упор 37 опус1 ается и включается рабочий цикл гибочной машинь; 23 для гибки змеевика на 180 , причем гибка производится на расстоянии от последнего (по ходу) кон
:Ца плети. Гибка производится методом наматывания трубы на гибочный шаблон 67. Стеллаж 27 предохраняет гшеть от провисания ее в процессе гибки.
Окончание гиба дает команду на отвод прижима 69 гибочной головки 24 в исходное положение и на включение рабочего хода механизма 32 ре- гулируемой подачи из зоны гиба, В исходном положении механизма 32 вилка 46 со штоком находится в крайнем вытянутом из пневмоцилиндра 45 положении .
При этом рычаг 48 находится в крайнем свободном от соприкосновения с трубой положении, верхняя призма 54 на ;:одится в положении наиболее удаленном от упоров 56, тем самым ограничивая поворот.рычага 48.
Зубчатый сектор 49 находится в зацеплении с рейкой 50, которая также находится в крайнем положении и удерживается неподвижно относительно основания ппанка ш 51 с силой, величина которой зависит от степени сжатия пружин 52. Лепесток 61 находится в пазу переключателя 62. Шток гидротормоза 59 на- ходится в крайнем втянутом положе- «чи.
При включении рабочего хода механизма 32 шток пневмоцшшндра 45 втягивается вместе с вилкой 46 При этом рычаг 48 проворачивается на оси 47j сектор 49 обкатывается по рейке 50. Это обкатывание продолжается до тех пор, пока верхняя призма 54 при повороти рычага 48 упрется в змееви Далее п -сисходит совместное перемещение Ешки 46, рычага 48 с сектором 49 л рейки 50 с плетью, зажатой межд нижней 55 и верхней 54 призмами. Лепесток 61 выходит иэ переключателя 62 в конце хода штока пневмоцилиндра 45. Окончена сдвижка змеевика дпя выхода его их зоны гибочного шаблона. Оцвижка производится на размер не менее диаметра трубы. По окончании сдвижки происходит включение прюким- ного механизма 30 /, приводов рольгага 22 и рольганга 28, при этом готовый змевЕнк выходит из гибочной головки 24,, ароходит по приемному рольгангу 28, где аго передвижение осуществляют прижимные механиььсз 40 и 41, включаемые поочередно о:
5
5
5
0
путевых переключателей 42 и 43,причем переключатель 42, освобождаясь от змеевика, дает команду на разжим прижимных механизмов 40 и 30 и воз- .врат гибочного шаблона 67 в исходное .положение.
ИзготоБление змеевиков второго и последующего типоразмера с углами гиба 90 и отличающихся размерами прямого участка между гибами и длиной развертки происходит следующим образом.
Определяется размер L или L длины плети змеевика второго или третьего типоразмера, включенная пара переключателей 34-36 или 35-36 дает команду на выход конечного упора соответственно 38 или 39 и на установку угла гиба 90 .
При дальней111ем движении плеть проходит прижимной механизм 29, нажимает переключатель 31, от сигнала кото- рого происходит прижим плети, обеспечивающий продвижение плети по роликам рольганга 22. Затем плеть проходит через гибочную головку 24 . до конечных упоров 38.либо 39, от сигнала которых останавливается привод рольганга 22, разжимается прижимной механизм 29, включается рабочий цикл установки для гибки змеевика и производится первый гиб на 90 , причем гибка производится на рас-, стоянии Ej или РЗ от последнего (по ходу) конца плети.
Окончание гиба дает команду на отвод прижима 69 гибочной голбвки 24 и на включение механизма 32 плети. Производится сдв11жка полузмеевика из зоны гибочного шаблона на .размер не менее диаметра трубы. Окончание сдвижки дает команду на возврат гибочного шаблона 67 в исходное положение.От исходного положения гибочной головки 24 поступает сигнал на выход соответствующего промежуточного упора 25 или 26, включение прижимного механизма 30 и привода рольганга 22. Полузмеевик движется до своего промежуточного упора 25 или 26, от сигнала которого остананлива- ется привод рольганга 22, разжимается прижимной механизм 30, убирается промежуточный упор 25 или 26 и включается рабочий цикл гибочной ма- гаины 23. Происходит второй гиб на 90 , ось которого отстоит от оси 1-го гиба на расстоянии Н или Н.
Окончание гиба дает команду на отвод прижима 69 гибочной головки 24 и на включение механиз 1а 32. Происходит сдвижка готового змеевика из зоны гибочного шаблона.По окончании сдвижки змеевика происходит включение прижимного мехаш зма 30 и приводов рольганга 22 и рольганга 28. Готовый змеевик выходит гибочной головки 24, проходит по приемному рольгангу 28, где его передвижение осуществляют прижимные механизмы 40 и 41, включаемые поочередно от путевых переключателей 42 и 43. Переключатель 42, освобождаясь от змеевика, дает команду на разжим прижимных механизмов 30 и 40 и возврат
гибочного шаблона 67 в исходное положение .
Змеевик проходит по рольгангу 28
и попадает в накопитель 14 готовых труб для готовых змеевиков. Цикл изготовления змеевиков окончен.
Таким образом, линия расширяет технологические возможности обеспечения
изготовления на одной линии без перенастройки нескольких типоразмеров змеевиков, отличающихся длиной плети и углами гиба, упрощает конструкцию устройства, обеспечивсшэщего расположения стыков вне запретных зон, обеспечивает безотходное изготовление змеевиков из труб номерной длины.
I 1 yy.- Mj {rfe7i-j8j. г
.cm сгз
J
фт.1
211иг
.J
22
« гСisisir
rc
j 25 2S

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Способ и поточно-механизированная линия для изготовления спиралей из труб | 1981 |
|
SU984777A1 |
| Автоматизированная поточная линия | 1983 |
|
SU1162568A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Автоматическая линия для сборки и сварки труб в плети для заготовок змеевиков с расположением сварных швов вне зон изгиба | 1982 |
|
SU1187941A1 |
| Станок для изготовления змеевиков | 1981 |
|
SU997905A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Станок для изготовления змеевиков | 1980 |
|
SU946724A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Линия для изготовления змеевиков | 1979 |
|
SU961816A1 |
5елиуо(Ш cffSwnwf
1Л4/ .
ТП
.:«
5/5
ss
68
f-i
L б D-
J2
Составитель И.Ковригина Редактор А.Ворович. Техред И.МикешКорректор Л.НатайЗаказ 358/15Тираж 783.Подписное
ВНИИ1Ш Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г. Ужгород, ул. Проектная, 4
/
D-
J2
24
J7
II
ct:
Cpve.e
I
ffcb evfa
| Способ и поточно-механизированная линия для изготовления спиралей из труб | 1981 |
|
SU984777A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
