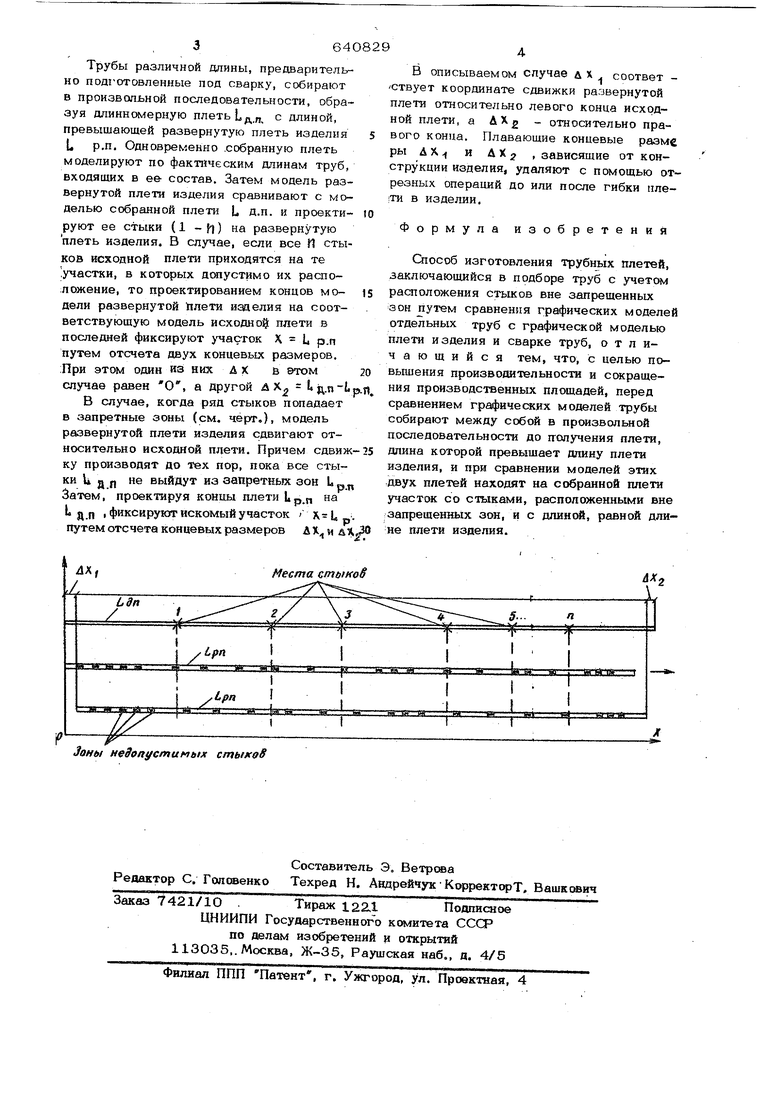
Трубы различной длины, предварительно под1отовленные под сварку, собирают в произвольной последовательности, образуя длинномерную плеть Ьд,а с длиной, превышающей развернутую плеть изделия I, р.п. Одновременно .собранную плеть моделируют по фактическим длинам труб, входящих в ее- состав. Затем модель развернутой изделия сравнивают с моделью собранной плети L Д.п. и проектируют ее стыки (1 - h) на развернутую плеть изделия. В случае, если все П стыков исходной плети приходятся на те участки, в которых дшустимо их расположение, то проектированием концов модели развернутой йлети изделия на соответствующую модель исходно плети в последней фиксируют участок X Ц р.п путем отсчета двух концевых размеров. :При этом один из них &К в этом случае равен О, а другой л Х A. В случае, когда ряд стыков попадает в запретные зоны (см, черт.), модель развернутой плети изделия сдвигают относительно исходной плети. Причем сдвиж ку производят до тех пор, пока все стыки U g п не выйдут из запретных зон L р Затем, проектируя концы плети Lp.n на L д fi , фиксируют искомый участок Х Ц путем отсчета концевых размеров &% & В описываемом случае д х с о ответ ствует координате сдвижки развернутой плети относительно левого конца исходной плети, а ДХ - относительно правого конца. Плавающие концевые разме ры А X и Д X 2 , зависящие от конструкции изделия, удаляют с помощью отрезных операций до или после гибки в изделии. Формула изобретения Слособ изготовления трубных плетей, заключающийся в подборе труб с учетом расположения стыков вне запрещенных зон путем сравнения графических моделей отдельных труб с графической моделью плети изделия и сварке труб, отличающийся тем, что, с целью повышения произвоштельности и сокращения производственных площадей, перед сравнением графнчеосих моделей трубы собирают между собой в произвольной последовательности до получения плети. длина которой превышает длину плети изделия, и при сравнении моделей этих двух плетей находят на собранной плети участок со стыками, расположенными вне запрещенных зон, и с длине, равной длине плети изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и поточно-механизированная линия для изготовления спиралей из труб | 1981 |
|
SU984777A1 |
| Способ подбора трубных заготовок при изготовлении теплообменных змеевиков | 1987 |
|
SU1606229A1 |
| Автоматическая линия для изготовления трубных плетей | 1977 |
|
SU737169A1 |
| Линия для изготовления змеевиков | 1984 |
|
SU1209337A1 |
| Автоматизированный технологический комплекс по производству оребренных трубных изделий | 1988 |
|
SU1532268A1 |
| Способ для управления обработкой в потоке стыков элементов непрерывной плети и устройство для его осуществления | 1985 |
|
SU1278246A1 |
| Вычислительное устройство для комплектации трубных плетей | 1974 |
|
SU492885A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ ДЛИННОМЕРНЫХ ТРУБНЫХ ИЗДЕЛИЙ И АВТОМАТИЗИРОВАННЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111103C1 |
| Автоматизированная поточная линия | 1983 |
|
SU1162568A1 |
| Способ позиционирования изделия для обработки по длине | 1987 |
|
SU1418005A1 |
JoHM не89пустимь1х стыквб
