рода, толщина слоя флюса составляет половину толщины слоя флюса иад краями ванны.
Для реализации предложенного способа используется специальное устройство флюсового бункера.
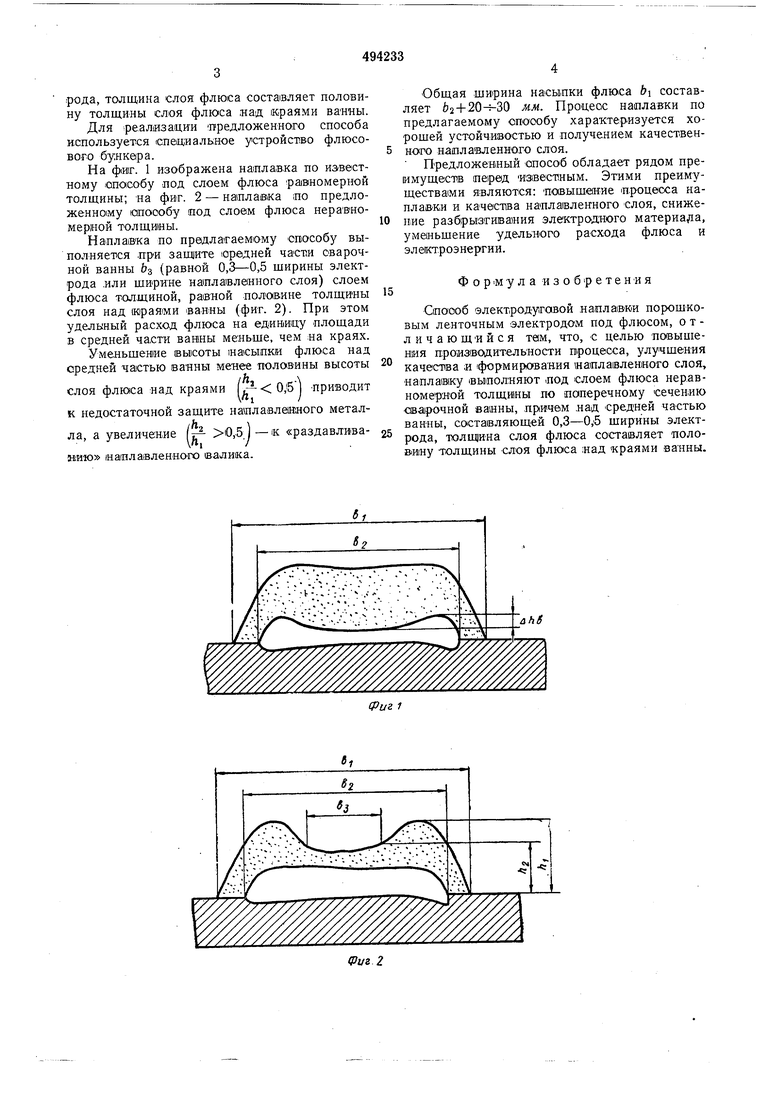
На фиг. 1 изображена нашлавка по известному опособу под слоем флюса ра1вномерной толщины; на фиг. 2 - наплавка ио предложенному опоообу под слоем флюса неравномерной ТОЛЩИ1НЫ.
Наплавка по предлагаемому способу выполняется при защите средней части сварочной ванны Ьз (равной 0,3-0,5 щирины электрода .или щирине наплавленного слоя) слоем флюса толщиной, равной половине толщины слоя над краями ванны (фиг. 2). При этом удельный расход флюса на едивицу площади в средней части вавны меньше, чем иа краях.
Уменьщение высоты щасьшки флюса над средней ча1стью ваНны менее половины высоты
слоя флюса над краями (,5| -приводит
1/
к недостаточной защите нашлавлеиного металла, а увеличение ( iO,5 1 - к «раздавлива 17
ВИЮ наилавленного валика.
Общая ширина насыпки флюса bi составляет Ь2-Ь20-г-30 мм. Процесс наплавки по предлагаемому опоообу характеризуется хорошей устойчивостью и получением качественного наплавленного слоя.
Предложениый Опособ обладает рядом преимуществ перед Изавестаым. Этими преимуществами являются: повыщение процесса наплавки и качества наплавленного слоя, снижение разбрызгивамия электродного материа/ia, уменьшение удельного расхода флюса и электроэнергии.
Формула изобретения
Споюоб электродуговой напла1БК1И порошковым ленточным электродом под флюсом, о т личающийся там, что, с целью повышения производительности вроцесса, улучшения качества и формирования наплавленного слоя, наплавку выполняют лод слоем флюса неравномерной ТОЛЩИ1НЫ по поперечному сечению сва1рочной ванны, лри1Чвм .над средней частью ванны, составляющей 0,3-0,6 ширины электрода, слоя флюса составляет тюловнну толщины слоя флюса ;над краями ванны.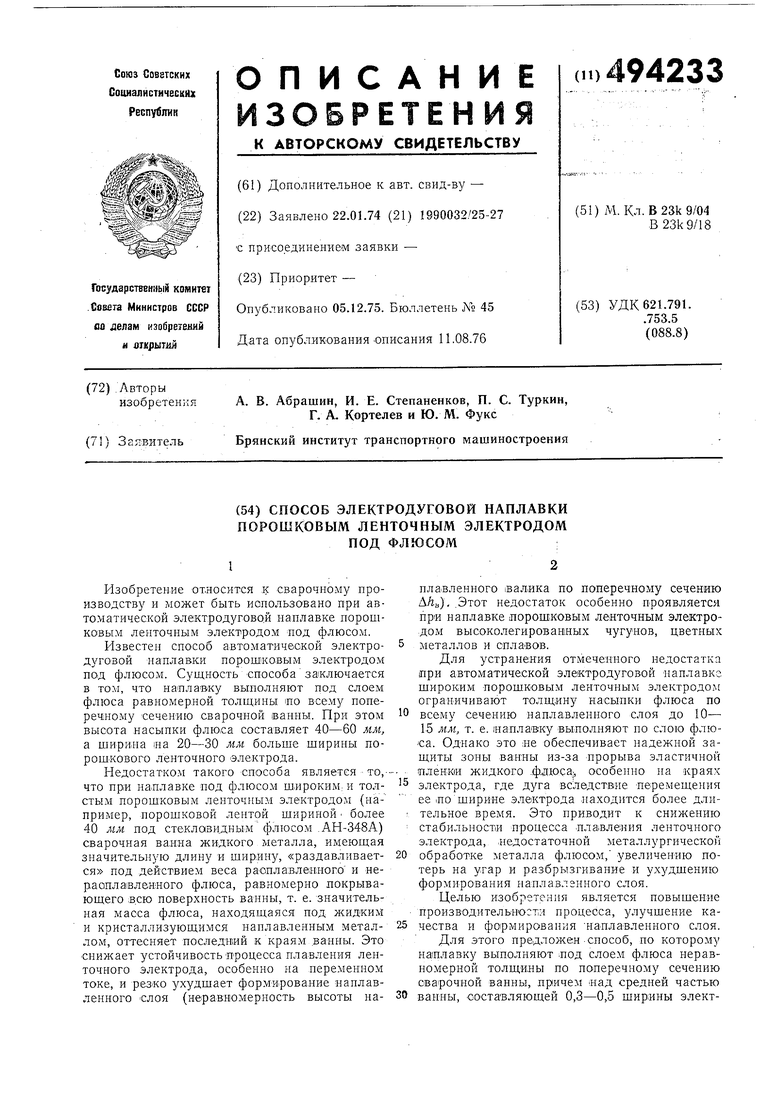
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО СЛИТКА | 1996 |
|
RU2087561C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДПЯТНИКА ТЕЛЕЖКИ ВАГОНА | 1999 |
|
RU2180879C2 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| Способ получения коррозионностойкого биметаллического слитка | 2022 |
|
RU2774689C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308364C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЯТНИКА ВАГОНА | 1999 |
|
RU2180878C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1993 |
|
RU2069614C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО СЛИТКА С ПЛАКИРУЮЩИМ СЛОЕМ ИЗ КОРРОЗИОННОСТОЙКОЙ СТАЛИ | 2022 |
|
RU2780082C1 |
| Способ наплавки ленточным электродом | 1990 |
|
SU1796372A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ НА ЗАГОТОВКУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2730360C1 |
