1
Изобретение относится к технике изготовления пружин.
Известны устройства для навивки проволочных спиралей, содержащие смонтированные на станине и кинематически связанные между собой вращаюш,уюся оправку, а также возвратно-поступательно перемещающиеся относительно оправки параллельно оси ее вращения направляющий механизм в виде втулки и два профилирующих ролика, расположенных между направляющим механизмом и оправкой. Однако нри помощи известного устройства нельзя изготавливать спирали с чередующимися витками из профилированной и круглой проволоки.
В предлагаемом устройстве на рабочей поверхности каждого из профилирующих роликов выполнен заборный конус, а втулка направляющего механизма закреплена на кронщтейне, смонтированно.м с возможностью возвратно-поступательного перемещения параллельно осям профилирующих роликов и снабженном неподвижно установленной на нем между роликами и втулкой ориентирующей призмой. Это обеспечивает возможность изготовления спиралей с чередованием витков из профилированной и круглой проволоки.
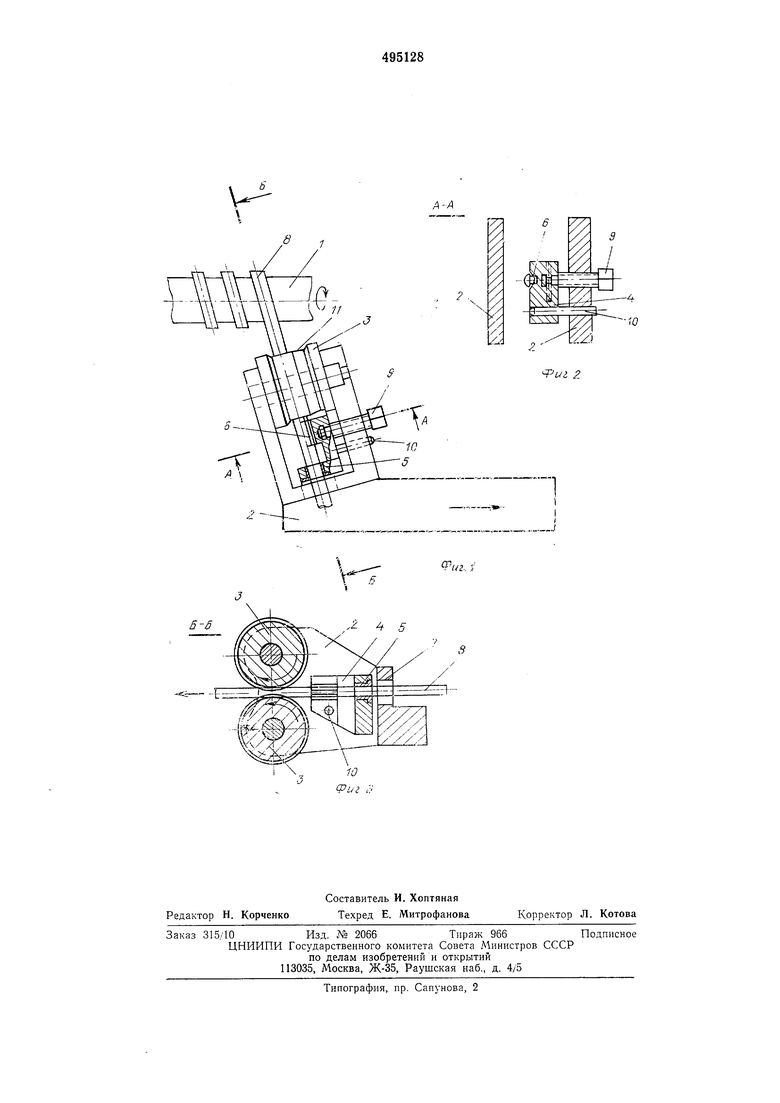
На фиг. 1 показано описываемое устройство; на фиг. 2 - то же, разрез по А-А на
фиг. 1; на фиг. 3-то же, разрез по Б-Б на фиг. 1.
Устройство содержит вращающуюся оправку 1 и направляющий механизл 2, перемещающийся параллельно оси вращения оправки. На корпусе направляющего механизма 2 закреплены два профилирующих ролика 3 и кронштейн 4, на котором расположены направляющая втулка 5 и ориентирующая призма 6. В корпусе направляющего механизма 2 выполнено продологватое окно 7 для прохождения проволоки 8.
Положение кронштейна 4 относительно профилирующих роликов регулируется винтом 9, а его свободный проворот исключается штифтом 10. На профилирующих роликах 3 сделаны заборные конусы 11. Устройство работает следующим образом.
Конец проволоки пропускается через окно 7, втулку 5 и между профилирующими роликами 3 в зоне их заборных конусов. После закрепления проволоки на оправке проволоку при малых оборотах оправки перемепхают
кронштейном 4 в зону профилированпя проволоки цилиндрическими участками роликов 3. В профилирующей зоне проволока подвергается нластическому деформированию и одновременно навивается на оправку с ббльщей скоростью и с заданным шагом.
При образовании витков пружины на двух ее концах из непрофилированной проволоки указанным порядком производят образование витков с одной стороны, а затем с помощью кронштейна 4 выводят проволоку из деформирующей зоны и образуют витки из проволоки круглого сечения с другой стороны аналогично описанному процессу.
Таким образом, кронштейном 4 обеспечивается подача навиваемой проволоки из ненагруженной зоны в нагруженную зону (зону пластического деформирования металла роликами). При этом усилие, прикладываемое для перемещения проволоки в зону деформации, значительно превышает усилие, которое необходимо приложить для вывода проволоки из зоны деформации. В результате наиболее подверженную износу часть кронштейна выполняют в виде призмы, оснащенной износостойким материалом, так как ремонт и восстановление изношенных призматических поверхностей менее трудоемки и более удобны, чем других видов поверхностей.
Формула изобретения
Устройство для навивки проволочных спиралей, содержащее смонтированные на стани}1е и кинематически связанные между собой приводную оправку, подвижный возвратно-поступательно относительно оправки параллельно оси ее вращения направляющий механизм в виде втулки и два профилирующих ролика,
расположенных между направляющим механизмом и оправкой, отличающееся тем, что, с целью обеспечения возможности изготовления спиралей с чередоваиием витков из профилированной и круглой проволоки, на рабочей поверхности каждого из профилирующих роликов выполнен заборный конус, а втулка направляющего механизма закреплена на кронщтейне, смонтированном с возможностью возвратно-поступательного перемещения параллельно осям профилирующих роликов и снабженном неподвижно установленной на нем между роликами и втулкой ориентирующей призмой.
W
.
.jf.z;4l
-сриг ,У
А-А
7
2 ,
/
Л,
И
fui 2.
10 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки проволочных спиралей | 1977 |
|
SU738726A2 |
| Способ навивки бесконечных многопроволочных спиралей и станок для его осуществления | 1986 |
|
SU1493368A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ САМОЗАТЯГИВАЮЩИХСЯ СТРОПОВ ИЗ КОЛЬЦЕВОГО ЖГУТА | 1994 |
|
RU2101118C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1985 |
|
SU1266624A1 |
| УСТРОЙСТВО для НАВИВКИ ПРОВОЛОЧНЫХ СПИРАЛЕЙ^.-. зоюгнАЯ ::.:^-iu: ...ли!г:[;КАЯ(ВИБЛИОГЕКА | 1972 |
|
SU356028A1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1986 |
|
SU1378996A1 |
| Станок для навивки бесконечных многопроволочных спиралей на невращающуюся оправку | 1976 |
|
SU640795A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ВИНТОВЫХ СПИРАЛЕЙ БОЛЬШОЙ ДЛИНЫ | 2007 |
|
RU2338617C1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ВИНТОВОЙ СПИРАЛИ | 2009 |
|
RU2422234C2 |