1
Изобретение относится к области изготовления бесконечных тяговых лент, в частности конвейерных лент.
Известен способ сборки двухслойной бесконечной тяговой ленты, заключающийся в том, что на имеющую равный рабочей длине тяговой ленты периметр обечайку накладывают собранный из предварительно изготовленной заготовки слой растяжения, накладывают на него тяговый слой сжатия, взаимодействующий при эксплуатации с приводными барабанами, снимают собранную ленту с обечайки и выворачивают ее слоем растяжения наружу.
В известном способе при изготовлении тяговой ленты со слоем растяжения, превышающим по щирине тяговый слой сжатия, не обеспечивается плотное облегание приводных барабанов слоем растяжения, что приводит к недостаточной устойчивости ленты на приводкых барабанах.
Целью изобретения является устранение указанного недостатка.
Для этого по предлагаемому способу сначала предварительно изготовленную заготовку слоя растяжения соединяют в кольпо с периметром, АШпьщим рабочей длины тяговой лепты, а затем с растяжением накладывают iia обечайку.
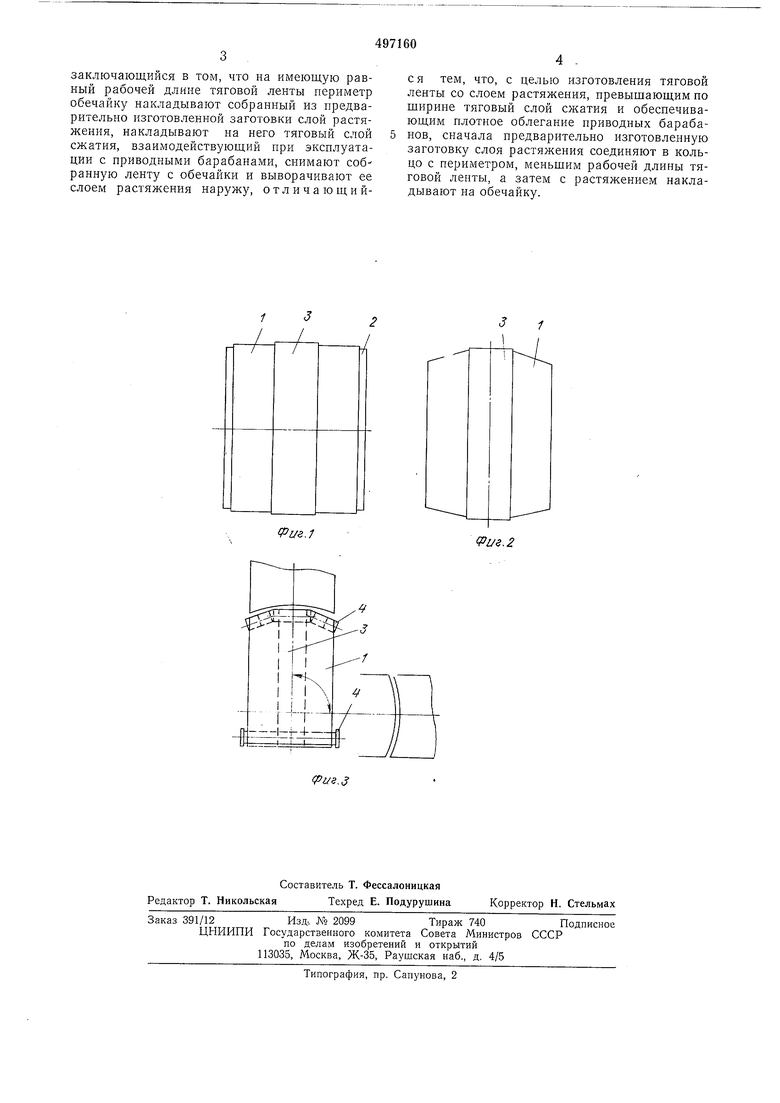
На фиг. 1 показана обечайка с наложенными на нее слоями ленты; на фиг. 2 - лента, снятая с обечайки; на фиг. 3 - конвейер с лентой.
По нредлагаемому снособу предварительно изготовленную заготовку слоя растяжения 1 соединяют в кольпо с периметром, на 3-8% меньщим рабочей длины тяговой ленты. Это кольпо с растяжением накладывают на обечайку 2, имеющую периметр, равный рабочей длине тяговой леиты. На слой растяжения 1 накладывают тяговый слой сжатия 3, взаимодействуюпд,ий при эксплуатации с приводными барабанами 4. Собранную ленту снимают с обечайки 2 и выворачивают ее слоем растяжения 1 наружу.
При наложении слоев их стыки не должпы совпадать. Собранную ленту устанавливают иа конвейер на барабанах 4.
Лента позволяет использовать концевые барабаны, составленные из нескольких роликов, для получения копфигурации ленты в плане с очертанием трапеции или части окружности,
что важно для поворотных секций конвейера.
Предмет изобретения
Способ сборки двухслойной бесконечной тяговой лепты, например конвейерной ленты,
заключающийся в том, что на имеющую равный рабочей длине тяговой ленты пернметр обечайку накладывают собранный из предварительно изготовленной заготовки слой растяжения, накладывают на него тяговый слой сжатия, взаимодействующий при эксплуатации с приводными барабанами, снимают собранную ленту с обечайки и выворачивают ее слоем растяжения наружу, отличающийся тем, что, с целью изготовления тяговой ленты со слоем растяжения, превышающим по щирине тяговый слой сжатия и обеспечивающим плотное облегание приводных барабанов, сначала предварительно изготовленную заготовку слоя растяжения соединяют в кольцо с периметром, меньшим рабочей длины тяговой ленты, а затем с растяжением накладывают на обечайку.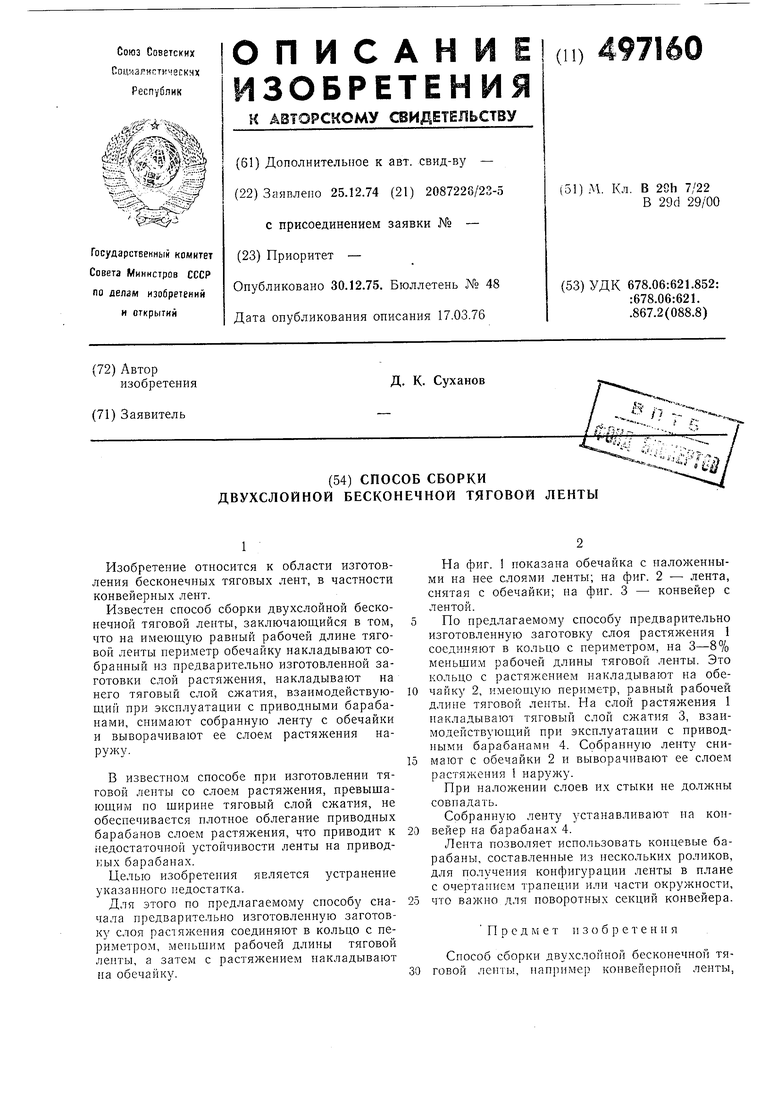
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления резинотехнических изделий | 1990 |
|
SU1782772A1 |
| Способ изготовления бесконечныхклиновых ремней | 1974 |
|
SU508407A1 |
| СТАНОК ДЛЯ СБОРКИ ЗАГОТОВОК РЕМНЕЙ | 1997 |
|
RU2163195C2 |
| Приводной барабан ленточного конвейера | 1982 |
|
SU1052451A1 |
| Устройство для замены ленты на конвейере | 1978 |
|
SU941251A1 |
| ЛЕНТОЧНО-КАНАТНЫЙ КОНВЕЙЕР | 2009 |
|
RU2405727C1 |
| КОНВЕЙЕР С ПОДВЕСНОЙ ЛЕНТОЙ | 2001 |
|
RU2206486C1 |
| ЛЕНТОЧНО-КАНАТНЫЙ КОНВЕЙЕР | 2009 |
|
RU2408518C1 |
| ЛЕНТОЧНО-КАНАТНЫЙ КОНВЕЙЕР | 2008 |
|
RU2375285C1 |
| ДВУХКОНТУРНЫЙ ЛЕНТОЧНО-КАНАТНЫЙ КОНВЕЙЕР | 2013 |
|
RU2526640C1 |
иг.-;
3
Рцг.2
