(54) УСТРОЙСТВО ДЛЯ ЗА/ПЕНЫ ЛЕНТЫ НА КОНВЕЙЕРЕ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для транспортировки конвейерной ленты | 1979 |
|
SU870268A1 |
| Устройство для замены ленты на конвейере | 1980 |
|
SU939342A1 |
| Способ замены ленты на конвейере | 1978 |
|
SU785132A1 |
| Способ замены ленты на конвейере | 1982 |
|
SU1025600A1 |
| Барабан для намотки и транспортировки длинномерного материала | 1979 |
|
SU937308A1 |
| Устройство для транспортированияРулОНА КОНВЕйЕРНОй лЕНТы | 1979 |
|
SU823234A1 |
| Устройство для замены гибкого тягового органа подъемно-транспортной машины | 1989 |
|
SU1696380A1 |
| Устройство для транспортировки барабанов с длинномерным материалом | 1980 |
|
SU977341A2 |
| Лебедка | 1987 |
|
SU1456355A1 |
| Устройство для замены транспортных лент | 1976 |
|
SU568576A2 |

1
Изобретение относится к подъемно-транспортному машиностроению, а именно к устройствам для замены ленты на конвейере.
Известно устройство для замены ленты на конвейере, содержащее раскаточно-закагочную стойку с барабаном на козлах и привод его вращения, установленную на платформе автомобильного прицепа. Привод состоит из электродвигателя и редуктора и подключается в месте замены к сети гибким кабелем 1.
Недостатком этого устройства является необходимость точной установки устройства по оси конвейера, а также значительная мощность привода, так как вращение передается на барабан по оси, диаметр рулона меняется, а это приводит к увеличению момента, скорости намотки ленты, которая не совпадает со скоростью движения ленты на конвейере. Рассогласование скоростей приводит к тому, чо привод конвейера плохо помогает в процессе замены, возрастают усилия на барабане, следовательно необхо дима регулировка скорости вращения двигателя в щироких пределах. Все это отрицательно сказывается на приводе, требует завыщения мощности, специальной электросхемы управления электродвигателем. При намотке и размотке ленты возникает лишнее трение краев ленты о стойки устройства. Наиболее близким к предлагаемому по совокупности признаков и достигаемому эф5 фектуявляется устройство для замены ленты на конвейере, содержащее установленный на ходовой раме барабан с обечайкой и торцовыми фланцами, связанный с приводом. Рама установлена на поворотной плите и
Р имеет возможность вращения в горизонтальной плоскости. Это позволяет устранить перекос ленты при ее замене и сокращение времени простоя конвейера. Все устройство вместе с плитой смонтировано на автомобильном прицепе. Замену, ленты осуществляют с помощью двух аналогичных устройств. Лента на конвейере разрезается и сматывается на пустой барабан с помощью привода конвейера, а новая сматывается со второго устройства и укладывается на
-д ролики конвейера. Привод вращения барабана осуществляют от электродвигателя через редуктор 2.
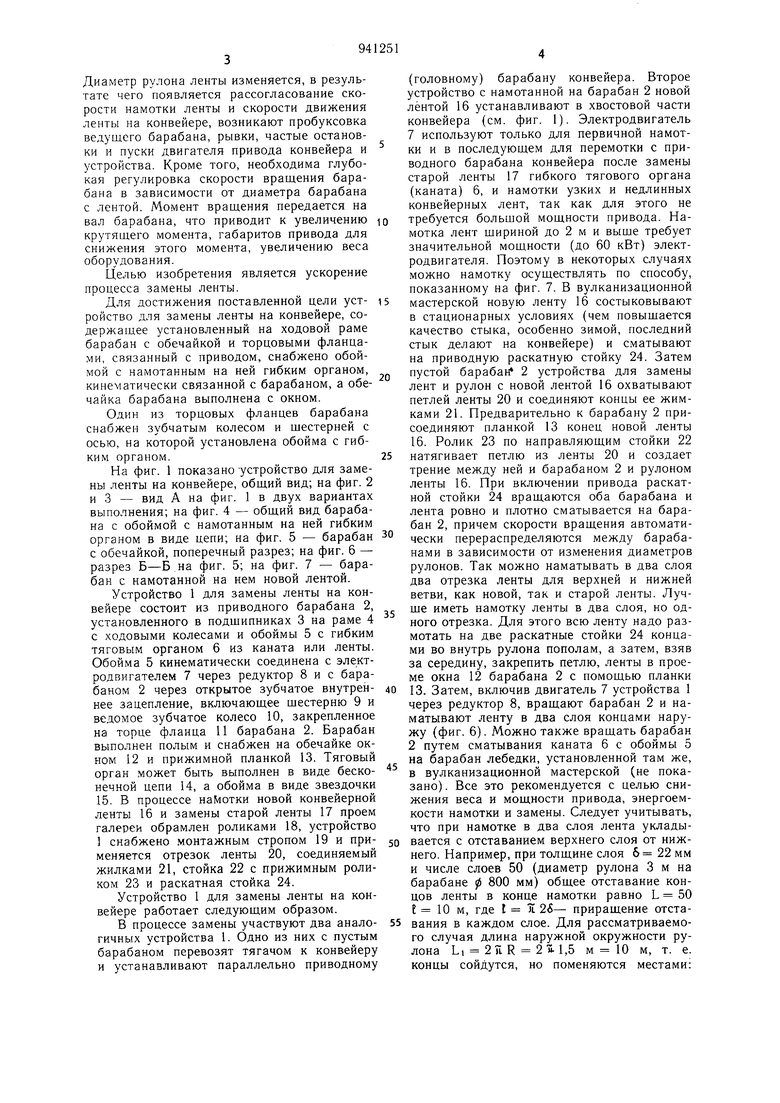
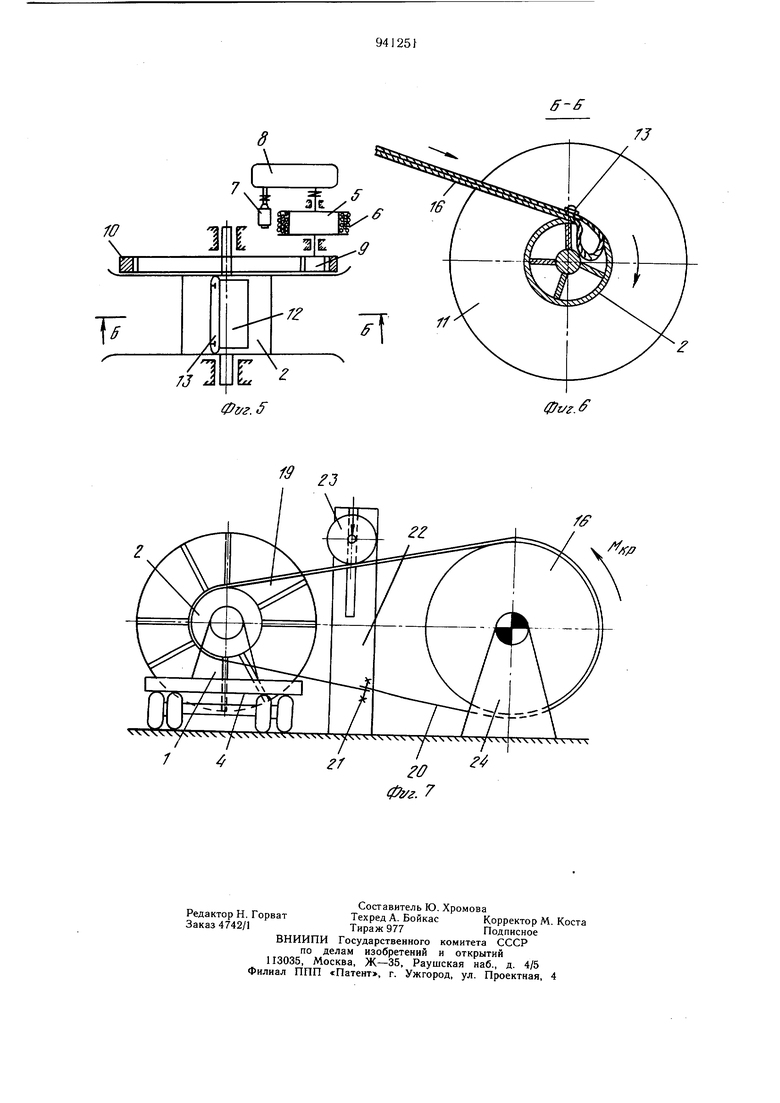
Недостатком данного устройства является значительная мощность привода, так как не используется привод конвейера полностью. Диаметр рулона ленты изменяется, в результате чего появляется рассогласование скорости намотки ленты и скорости движения ленты на конвейере, возникают нробуксовка ведущего барабана, рывки, частые остановки и пуски двигателя привода конвейера и устройства. Кроме того, необходима глубокая регулировка скорости вращения барабана в зависимости от диаметра барабана с лентой. Момент вращения передается на вал барабана, что приводит к увеличению крутящего момента, габаритов привода для снижения этого момента, увеличению веса оборудования. Целью изобретения является ускорение процесса замены ленты. Для достижения поставленной цели устройство для замены ленты на конвейере, содержащее установленный на ходовой раме барабан с обечайкой и торцовыми фланцами, связанный с приводом, снабжено обоймой с намотанным на ней гибким органом, кинематически связанной с барабаном, а обечайка барабана выполнена с окном. Один из торцовых фланцев барабана снабжен зубчатым колесом и шестерней с осью, на которой установлена обойма с гибким органом. На фиг. 1 показано устройство для замены ленты на конвейере, общий вид; на фиг. 2 и 3 - вид А на фиг. 1 в двух вариантах выполнения; на фиг. 4 - общий вид барабана с обоймой с намотанным на ней гибким органом в виде цепи; на фиг. 5 - барабан с обечайкой, поперечный разрез; на фиг. 6 - разрез Б-Б на фиг. 5; на фиг. 7 - барабан с намотанной на нем новой лентой. Устройство 1 для замены ленты на конвейере состоит из приводного барабана 2, установленного в подшипниках 3 на раме 4 с ходовыми колесами и обоймы 5 с гибким тяговым органом 6 из каната или ленты. Обойма 5 кинематически соединена с электродвигателем 7 через редуктор 8 и с барабаном 2 через открытое зубчатое внутреннее зацепление, включающее шестерню 9 и ведомое зубчатое колесо 10, закрепленное на торце фланца 11 барабана 2. Барабан выполнен полым и снабжен на обечайке окном 12 и прижимной планкой 13, Тяговый орган может быть выполнен в виде бесконечной цепи 14, а обойма в виде звездочки 15. В процессе наМотки новой конвейерной ленты 16 и замены старой ленты 17 проем галереи обрамлен роликами 18, устройство 1 снабжено монтажным стропом 19 и применяется отрезок ленты 20, соединяемый жилками 21, стойка 22 с прижимным роликом 23 и раскатная стойка 24. Устройство 1 для замены ленты на конвейере работает следующим образом. В процессе замены участвуют два аналогичных устройства 1. Одно из них с пустым барабаном перевозят тягачом к конвейеру и устанавливают параллельно приводному (головному) барабану конвейера. Второе устройство с намотанной на барабан 2 новой лентой 16 устанавливают в хвостовой части конвейера (см. фиг. 1). Электродвигатель 7 используют только для первичной намотки и в последующем для перемотки с приводного барабана конвейера после замены старой ленты 17 гибкого тягового органа (каната) 6, и намотки узких и недлинных конвейерных лент, так как для этого не требуется большой мощности привода. Намотка лент щириной до 2 м и выше требует значительной мощности (до 60 кВт) электродвигателя. Поэтому в некоторых случаях можно намотку осуществлять по способу, показанному на фиг. 7. В вулканизационной мастерской новую ленту 16 состыковывают в стационарных условиях (чем повышается качество стыка, особенно зимой, последний стык делают на конвейере) и сматывают на приводную раскатную стойку 24. Затем пустой барабан 2 устройства для замены лент и рулон с новой лентой 16 охватывают петлей ленты 20 и соединяют концы ее жимками 21. Предварительно к барабану 2 присоединяют планкой 13 конец новой ленты 16. Ролик 23 по направляющим стойки 22 натягивает петлю из ленты 20 и создает трение между ней и барабаном 2 и рулоном ленты 16. При включении привода раскатной стойки 24 вращаются оба барабана и лента ровно и плотно сматывается на барабан 2, причем скорости вращения автоматически перераспределяются между барабанами в зависимости от изменения диаметров рулонов. Так можно наматывать в два слоя два отрезка ленты для верхней и нижней ветви, как новой, так и старой ленты. Лучше иметь намотку ленты в два слоя, но одного отрезка. Для этого всю ленту надо размотать на две раскатные стойки 24 концами во внутрь рулона пополам, а затем, взяв за середину, закрепить петлю, ленты в проеме окна 12 барабана 2 с помощью планки 13. Затем, включив двигатель 7 устройства 1 через редуктор 8, вращают барабан 2 и наматывают ленту в два слоя концами наружу (фиг. 6). Можно также вращать барабан 2 путем сматывания каната 6 с обоймы 5 на барабан лебедки, установленной там же, в вулканизационной мастерской (не показано) . Все это рекомендуется с целью снижения веса и мощности привода, энергоемкости намотки и замены. Следует учитывать, что при намотке в два слоя лента укладывается с отставанием верхнего слоя от нижнего. Например, при толщине слоя 6 22 мм и числе слоев 50 (диаметр рулона 3 м на барабане ф 800 мм) общее отставание концов ленты в конце намотки равно L 50 t 10 м, где t я 26- приращение отставания в каждом слое. Для рассматриваемого случая длина наружной окружности рулона LI 2 к R 2 и-1,5 м 10 м, т. е. концы сойдутся, но поменяются местами: верхний станет нижним. Поэтому надо смотать этот удлинившийся конец или при намотке учитывать эту разность для определения середины ленты. В противном случае лента ляжет на конвейере нерабочей стороной. Ленту меняют следующим образом (фиг. 1). Концы новой ленты присоединяют к хвостовой части конвейера к верхней и нижней ветви жимками 21. Затем между соединениями ленту 17 разрезают. На приводном барабане снимают лобовой лист течки, отводят числители ленты и монтажным стропом 18 соединяют барабан 2 со старой лентой 17. Конец каната 6 подсоединяют к основному или дополнительному барабану конвейера (фиг. 2 и 3). Возможно соединение цепной передачей и звездочками 14 и 15 (фиг. 4). Затем включают привод конвейера и канат 6, наматываясь на барабан конвейера, вращает через щестерню 9 зубчатое колесо 10 барабана 2. При этом старая лента сматывается на барабан в два слоя, а новая протягивается по роликам конвейера одновременно по верхней и нижней ветви. Фланцы 11 формируют торцы рулона. Барабан вращается в подшипниковых опорах 3 на раме 4. Ленту в проеме фиксируют направляющие ролики 18. Затем канат обратно сматывают на обойму двигателем 7. Ходовую часть рамы устройства можно выполнить с приводом и взять от автомобилей, а также от гусеничных тракторов. Для быстрого перематывания каната после замены обойма снабжена быстроразъемной муфтой. Предлагаемое устройство позволяет сократить время замены ленты на конвейере. Формула изобретения . Устройство для замены ленты на конвейере, содержащее установленный на ходовой раме барабан с обечайкой и торцовыми фланцами, связанный с приводом, отличающееся тем, что, с целью ускорения процесса замены ленты, оно снабжено обоймой с намотанным на ней гибким органом, кинематически связанной с барабаном, а обечайка барабана выполнена с окном. 2. Устройство по п. 1, отличающееся тем, что один из торцовых фланцев барабана снабжен зубчатым колесом и шестерней с осью, на которой установлена обойма с гибким органом. Источники информации, принятые во внимание при экспертизе 1.Матов А. Л. и др. Вулканизация конвейерных лент. М., «Недра, 1967. 2.Авторское свидетельство СССР № 279663, кл. В 65 G 15/00, 1969 (прототип) .
