1
Полимеризация стеклопластиков и изделий из них производится в основном в периодически работающих аппаратах. Непрерывнодействующие устройства отсутствуют, так как способов управления процессом отверждения связующего в стеклопластике нет.
Предлагаемый способ отличается от известных тем, что интенсивность хемилюминесценции измеряют в нескольких точках (например в двух) в начальной части по ходу движения материала и в нескольких точках (например в двух) в конечной части, следя за перемещением максимума интенсивности свечения вдоль длины аппарата с последующей подачей сигнала управления на регулятор скорости движения транспортера.
Это позволяет получать качественную продукцию при максимальной производительности полимеризационного аппарата.
Описываемый способ относится кнепрерывио.му производству и основан на корреляции между интенсивностью хемилюминесцентного свечения и процентом образующихся в нем нерастворимых полимеров (максимум свечения соответствует концу процесса отверждения).
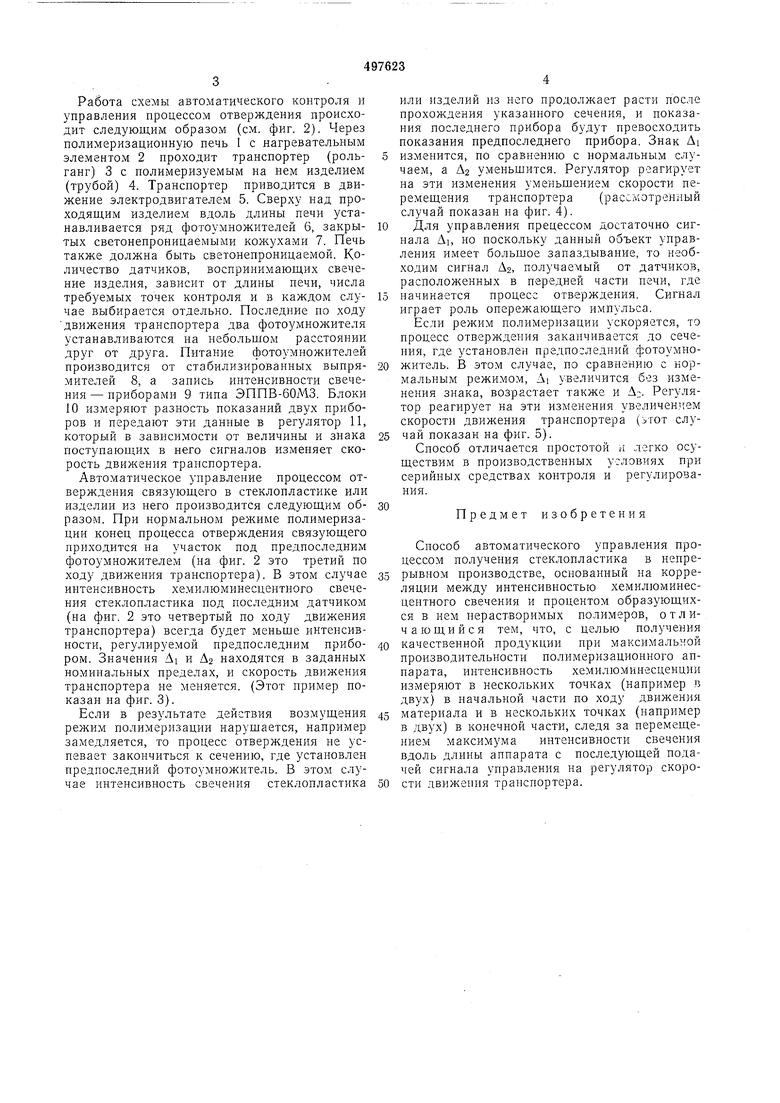
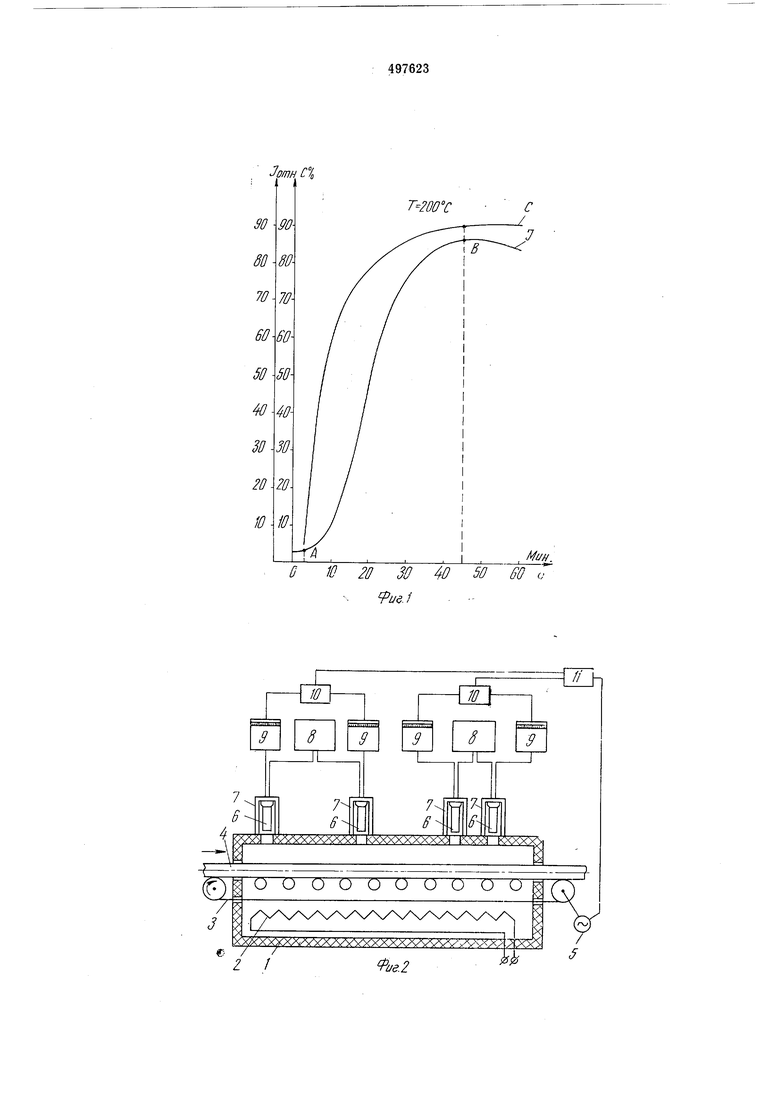
На фиг. 1 показаны кривые изменения во времени интенсивности / свечения стеклопластика и процента С нерастворимых трехмерных полимеров, образующихся при отверждении эпоксифенольного связующего в стеклопластике; на фиг. 2 - принципиальная схема автоматического контроля и управления процессом отверждения связующего в непрерывном производстве стеклопластика или изделий из него, например труб; на фиг. 3, 4, 5 - графики распределения по длине L печи интенсивности / свечения, регистрируемой одновременно несколькими установленными вдоль полнмеризационной печи приборами при различных скоростях движения отверждаемого изделия.
Схема автоматического контроля и управления процессом отверждения содержит полимеризационную печь 1, нагревательный элемент 2, транспортер (рольганг) 3, полимеризуемое изделие (трубу) 4, электродвигатель 5, фотоумножители 6, кожухи 7 фотоумножителей, источник 8 питания, регистрирующие приборы 9, блоки 10 измерения разности иоказаний и регулятор И скорости.
График на фиг. 3 соответствует нормальной скорости, на фиг. 4 - большой, на фиг. 5 - малой скорости движения транспортера. LI, L2, LZ, /-4 - коордииаты установки фотоумножителей по длине полимеризационной печи; AI и А2 - разности интенсивности свечения между сечениями, где расположены соответственно третий и четвертый, второй и первый фотоумножители. 3 . Работа схемы автоматического контроля и управления процессом отверждения происходит следующим образом (см. фиг. 2). Через полимеризациоиную печь 1 с нагревательным элементом 2 нроходит транспортер (роль-5 ганг) 3 с полимеризуемым на нем изделием (трубой) 4. Транспортер приводится в движение электродвигателем 5. Сверху над проходяш,им изделием вдоль длины печи устанавливается ряд фотоумножителей 6, закры-10 тых светонепроницаемыми кожухами 7. Печь также должна быть светонепроницаемой. Количество датчиков, воспринимающих свечение изделия, зависит от длины печи, числа требуемых точек контроля и в каждом слу-15 чае выбирается отдельно. Последние но ходу движения транспортера два фотоумножителя устанавливаются иа иебольщом расстоянии друг от друга. Питание фотоумножителей производится от стабилизированных выпря-20 мителей 8, а запись интенсивности свечения - нриборами 9 типа ЭППВ-60МЗ. Блоки 10 измеряют разность показаний двух приборов и передают эти даниые в регулятор 11, который в зависимости от величины и зиака25 поступающих в него сигналов изменяет скорость движения траиспортера. Автоматическое управлеиие процессом отверждения связующего в стеклопластике или изделии из него производится следующим об-зо разом. При нормальном режиме полимеризации конец процесса отверждения связующего приходится на участок под предпоследним фотоумножителем (на фиг. 2 это третий по ходу движения транспортера). В этом случаез5 интенсивность хемилюминесцентного свечения стеклопластика иод последним датчиком (на фиг. 2 это четвертый по ходу движения транснортера) всегда будет меньше интенсивности, регулируемой предпоследиим прибо-40 ром. Значения AI и А2 находятся в заданных номинальных пределах, и скорость двил :ения транспортера ие меияется. (Этот иример показан на фиг. 3). Если в результате действия возмущения45 режим полимеризации нарушается, например замедляется, то процесс отверждения ие успевает закончиться к сечению, где установлен предпоследний фотоумножитель. В этом случае интенсивность свечения стеклопластика50 4 или изделий из него нродолжает расти после прохождения указанного сечения, и показания последнего прибора будут превосходить показания предпоследнего прибора. Знак Ai изменится, по сравнению с нормальным случаем, а Д2 уменьшится. Регулятор реагирует на эти изменения уменьшением скорости перемещения транспортера (рассмотренный случай показан на фиг. 4). Для управления прецессом достаточно сигнала Дь но носкольку данный объект управления имеет большое запаздывание, то необходим сигнал А2, получаемый от датчиков, расположенных в передней части печи, где иачииается процесс отверждения. Сигнал играет роль опережающего импульса, Если режим полимеризации ускоряется, то процесс отверждения заканчивается до сечеиия, где установлен предпоследний фотоумиожитель. В этом случае, по сравнению с нормальным режимом, AI увеличится без изменения знака, возрастает также и Л:. Регулятор реагирует иа эти изменения увеличением скорости движения транспортера (тот случай показан на фиг. 5). Способ отличается простотой и легко осуществим в производственных условиях при серийных средствах контроля и регулирования. Предмет изобретения Способ автоматического управления процессом получения стеклопластика в непрерывном производстве, основанный на корреляции между интенсивностью хемилюминесцеитного свечения и процентом образующихся в нем нерастворимых полимеров, отличающийся тем, что, с целью получения качественной продукции при максимальной производительности полимеризационного аипарата, интенсивность хемилюминесценции измеряют в нескольких точках (например R двух) в начальной части по ходу движения материала и в нескольких точках (например в двух) в конечной части, следя за перемещением максимума интенсивности свечения вдоль длины аппарата с последующей иодачей сигнала управления на регулятор скорости движения траиспортера.
JomH П
/fey.
/7 Ю 2й 30 40 50 GO Г
С У
fud.1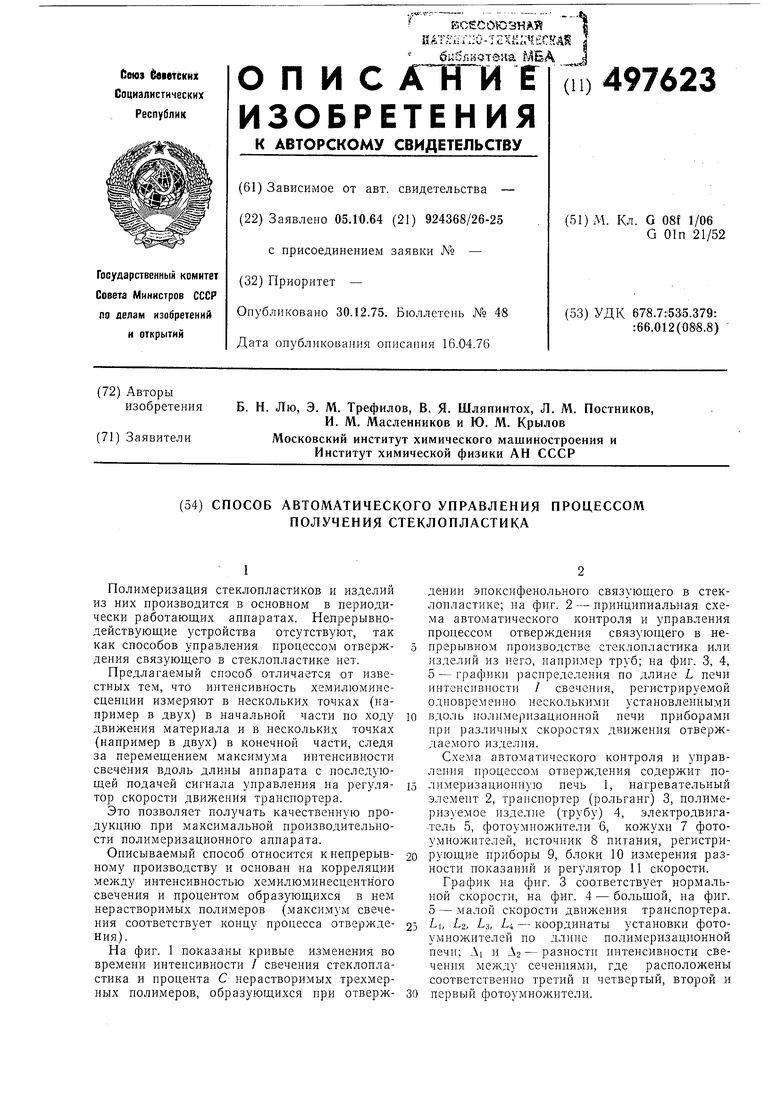
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СТЕКЛОПЛАСТИКА | 1969 |
|
SU232500A1 |
| ХЕМИЛЮМИНЕСЦЕНТНЫЙ ДЕТЕКТОР ТОКСИЧНЫХ ВЕЩЕСТВ В ВОЗДУХЕ РАБОЧЕЙ ЗОНЫ | 2005 |
|
RU2282177C1 |
| Устройство для хемилюминесцентного анализа | 2021 |
|
RU2781351C1 |
| Способ контроля времени окончания процесса отбелки целлюлозы перекисью водорода в реакторе | 1982 |
|
SU1125512A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ МИКРОБНОЙ ОБСЕМЕНЕННОСТИ СПЕЦОДЕЖДЫ | 2012 |
|
RU2495924C1 |
| Способ контроля процесса брожения пшеничного хлебного теста | 1990 |
|
SU1760446A1 |
| СПОСОБ ДИАГНОСТИКИ СПЕЦИФИЧЕСКОЙ СЕНСИБИЛИЗАЦИИ ПРОМЫШЛЕННЫМ АЛЛЕРГЕНОМ ОРГАНИЗМА РАБОЧИХ ГИДРОЛИЗНО-ДРОЖЖЕВОГО ПРОИЗВОДСТВА | 1994 |
|
RU2146049C1 |
| УСТРОЙСТВО ДЛЯ РЕГИСТРАЦИИ ПРИ КОМНАТНОЙ ТЕМПЕРАТУРЕ ЛЮМИНЕСЦЕНЦИИ БИОЛОГИЧЕСКИХ МЕМБРАН | 1991 |
|
RU2031400C1 |
| СТАНОК ДЛЯ ПРОИЗВОДСТВА ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 2003 |
|
RU2236350C1 |
| Устройство для регистрации сверх-СлАбОгО СВЕчЕНия биОлОгичЕСКиХОб'ЕКТОВ | 1979 |
|
SU851114A1 |
)
7 /
Z I%e.2
IZb
.3
4 z 3
3
4
