1
Нзобротеппе относится к области прокатного п)0)1зводства и может быть использовано прн горячей нрокатке стальных заготовок с применением технологических смазок.
Горячая прокатка металла производится в условиях охлаждения валков водой. Для уменьшения износа валков и улучшения качества проката в последнее время применяют технологическую смазку, которую наносят на поверхность валкО(В контактными устройствами или распыливаюш,ими приспособлениями. При этом необходимая толшина смазочного слоя часто не превышает 1 мкм из условия отсутствия пробуксовок раската в валках. Пористый элемент, «акапливаюший смазку, при сравнительно малом расходе ее не позволяют наносить слои смазки толщиной менее 1 мкм. Распыливающие приспособления при большем диапазоне наносимой толшины смазки имеют значительные непроизводительные потери ее вследствие смывания смазкн охлаждаюш,ей водой и распыливанием в окружаюш,ей среде.
Известно устройство для покрытия валков прокатного стана тонким равномерным регулируемым по толшине Слоем смазки, представляюш,ее камеру с открытым дном, обраш,енным к валку, которая боковыми стенками опирается на валки, в то время как между продольными стенками и валком имеется
ицль. Камера соедннена с резервуаром, в котором находится смазка, дву.мя трубопроводами.
По одному из них насосом подают смазку в камеру, по другому - откачивают воздух из верхней части камеры. Регулируя скорость подачи масла и степень разрежения в камере, устанавливают необходимую толш;ину смазочной пленки.
Такое устройство для нанесения технологической смазки на поверхность валков при горячей прокатке имеет сушественный недостаток, обусловленный значительным смыванием смазки охлаждаюш.ей водой, попадаюш,ей внутрь камеры через щель между продольными ее стенкамп и поверхностью валка до того, как смазка прочно сценится с металлом валка. При этом наблюдается снижение эффективности смазки и загрязнение ею сточных вод.
Цель изобретения - равномерное нанесение слоя смазки на .поверхность валков.
Для этого в боковых параллельных стенках камеры, плоскости которых перпендикулярны оси валка, установлены по диагонали навстречу друг другу под углом 5-10° к образующей валка сопла, а в нижней -продольной стенке камеры вдоль ее длины выполнен паз, соединенный трубопроводом с емкостью.
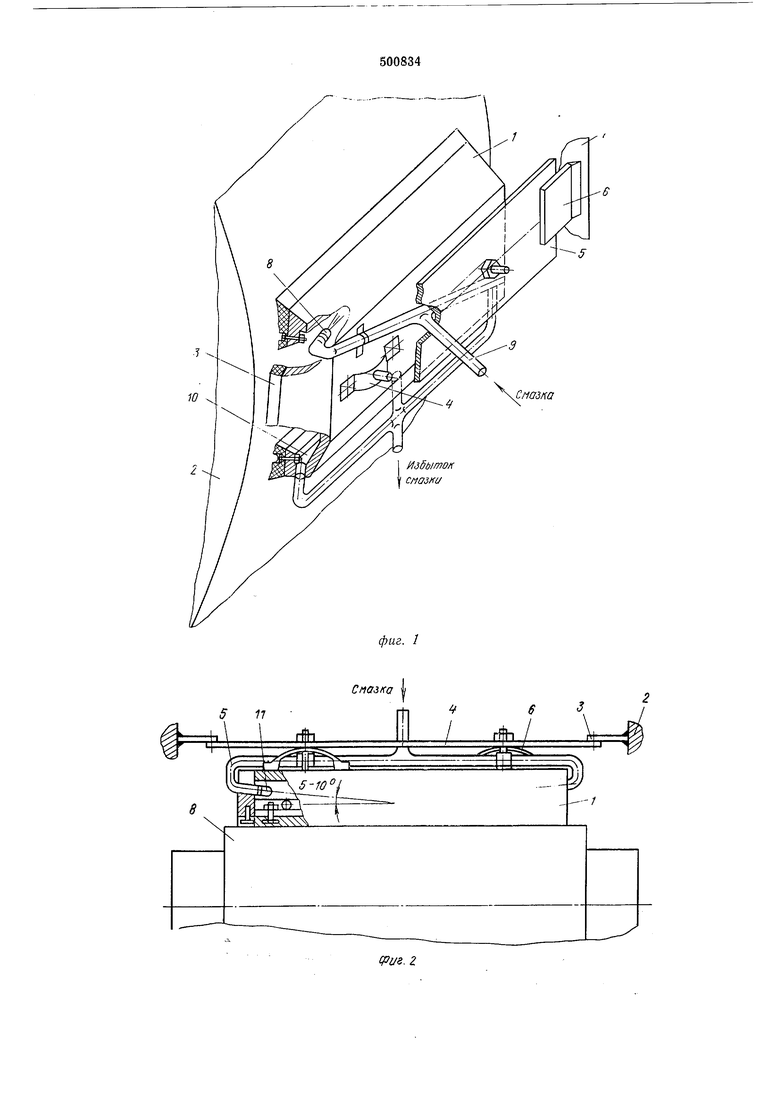
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - рабочее расположение устройства относительно валка, направление и расположение распыливающих приспособленй в рамере, изолирующей зону нанесения смазки. .
Устройство состоит из камеры 1 с открытой боковой частью, обращенной к ,валку.2 и расположенной по образующей валка, прижатой уплотняющим элементом 3 к его поверхности пружинам 4 и прикрепленной к металлической пластине 5. Пластина крепится к кронштейнам 6, которые, в свою очередь, прикреплены к подушке 7 валка. В поперечные стенки камеры, находяшиеся в плоскостях, перпендикулярных оси валка, по ее диагонали с противоположных сторон навстречу друг другу в направлении образующей валка под углом 5-10° к его поверхности установлены распылительные приспособления, сопла 8, соединенные трубопроводом 9 с иасосом. Нижняя продольная стенка камеры имеет продольный паз 10, соединенный трубопроводом с емкостью для смазки. Уплотняющий элемент камеры 1, находящийся в контакте с поверхностью .вращающегося валка, выполнен из износостойкого маслоотталкивающего материала, например фторопласта.
Устройство работает следующим образом.
По трубопроводу смазка поступает к соплам и благодаря диагональному встречно направленному расположению их в поперечных стенках камеры распределяется в виде турбулентно движущегося потока масляного тумана в полости камеры. Избыток смазки собирается в продольном пазе, выполненном в нижней продольной стенке камеры, и отводится из полости камеры по трубопроводу в емкость для смазки. Камера уплотняющим элементом под действием пружин изолирует зону нанесения смазки на поверхность валков, предотвращая смывание ее охлаждающей водой и потери смазки на распыление в окружающей среде.
Формула изобретения
Устройство для нанесения смазки на валки при горячей прокатке металла, содержащее установленную вдоль образующей валка камеру, открытая сторона которой прижата к поверхности валка и сопла, отличающееся тем, что, с целью равномерного нанесения слоя смазки на поверхность валка, сопла установлены по диагонали навстречу друг другу под
углом 5-10° к образующей валка в боковых параллельных стенках камеры, плоскости которых перпендикулярны оси валка, а в нижней продольной стенке камеры вдоль ее длины выполнен паз, соединенный трубопроводом с
емкостью.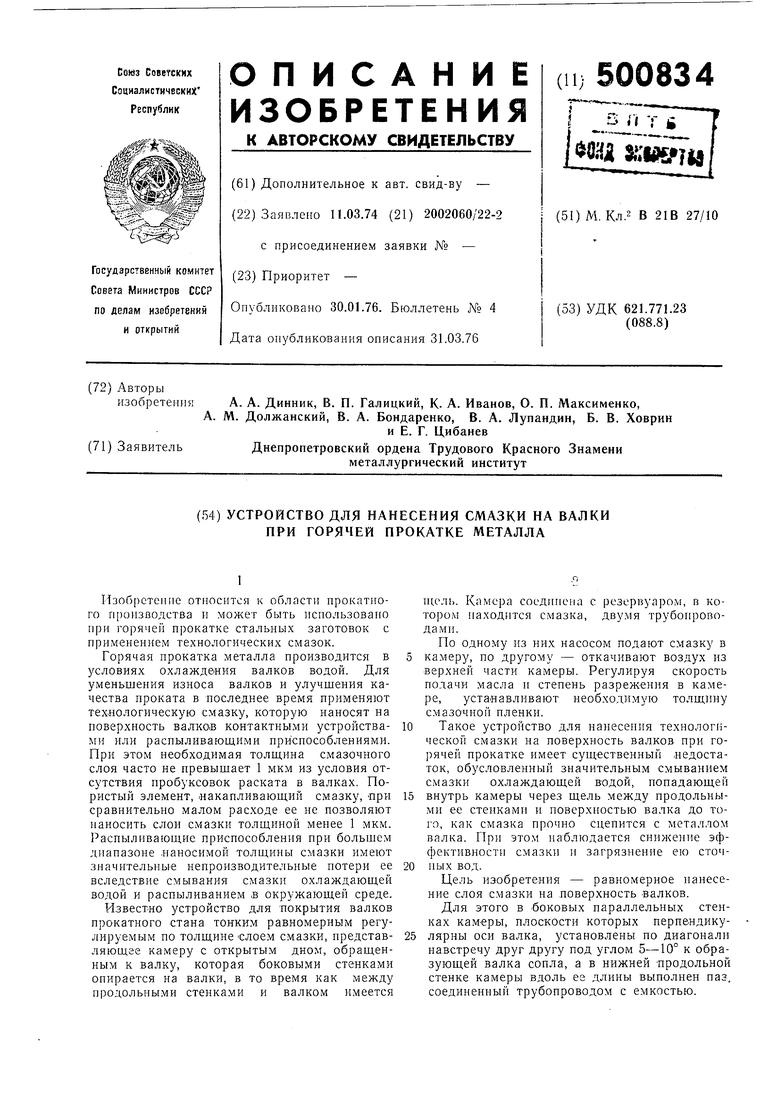
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2381850C1 |
| Устройство для подачи технологической смазки на поверхность прокатных валков | 1980 |
|
SU1005966A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СМАЗКИ ВАЛКОВ И ПРОКАТЫВАЕМОЙ ПОЛОСЫ В ПРОКАТНОЙ КЛЕТИ | 2009 |
|
RU2463118C2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2193936C1 |
| Форсунка для распыления смазки | 1979 |
|
SU863006A1 |
| Клеть для продольной прокатки | 1991 |
|
SU1785450A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СМАЗОЧНОГО СРЕДСТВА ПРИ ПРОКАТКЕ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2011 |
|
RU2570257C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГРАФИТОСОДЕРЖАЩИХ СУСПЕНЗИЙ СМАЗОЧНЫХ МАТЕРИАЛОВ | 1990 |
|
RU2033865C1 |
| Способ смазки прокатных валков | 1980 |
|
SU1005964A1 |