1
Изобретение относится к области сварки, в частности к устройствам для формирования сварного шва, и может быть применено в машиностроительной и судостроительной промышленности.
Известно устройство для принудительного формирования Сварного шва, выполненное в виде магйитопровода, состояшего из П-образного сердечника и обмотки.
Известное устройство позволяет улучшить свариваемость металла, однако имеет ряд недостатков, так, например, в сварном шве сохраняются остаточные сварочные напряжения, возникают холодные треш,, т. е. понижается прочность шва.
С целью уменьшения остаточ«ых напряжений путем Проковки сварного шва сердечник снабжен амортизаторами, а ПОЛюса его наконечников ЯБляюш,иеся ударными плош,адками, смеш,ены по высоте один относительно другого.
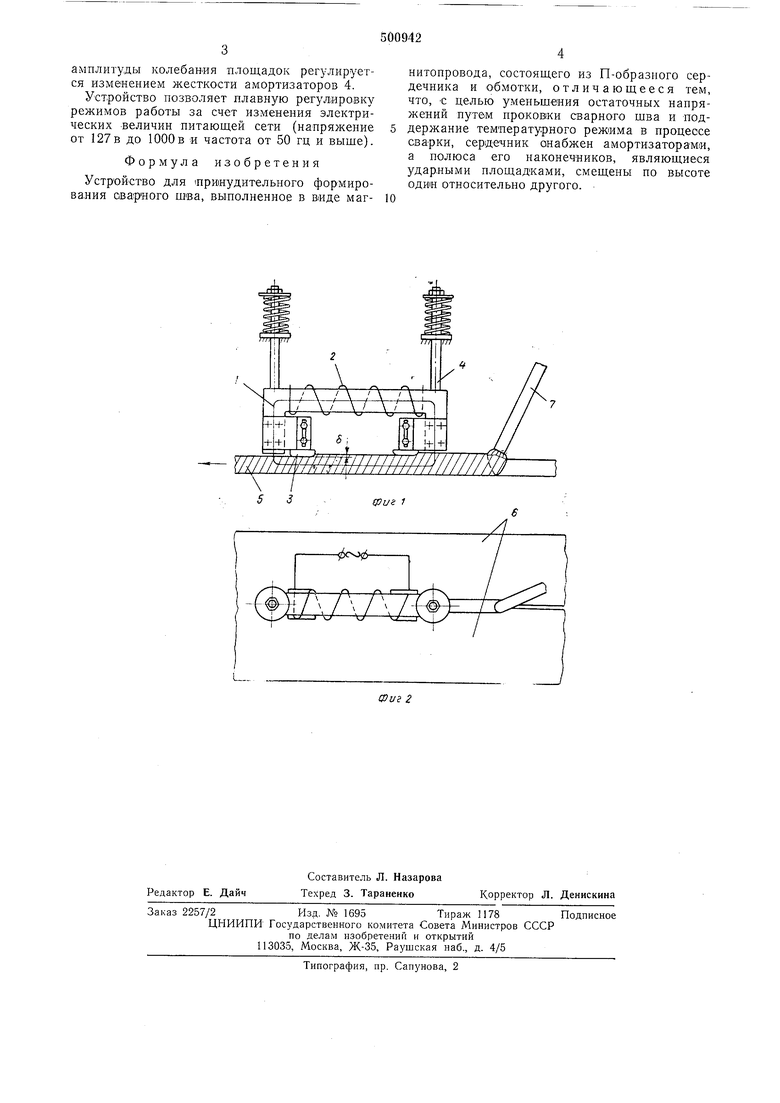
На фиг. 1 представлено предлагаемое устройство, обш,«й вид; на фиг. 2 - то же, вид сверху.
Устройство выполнено в виде магнитопровода, состоящего из П-образного сердечника 1 и обмотки 2. Полюса наконечников сердечника 1 ЯВЛЯЮТ1СЯ ударными площадками 3. Магнитопровод снабжен амортизаторами 4 и установлен вдоль свариваемого щва 5. гоединяющего детали 6 посредством электрода 7. Стрелкой показано направление подачи свариваемой детали.
Устройство работает следующим образом. Электродом 7 сваривают детали 6 посредством шва 5. Одновременно на клеммы обмотки 2 подают переменный электрический ток, который возбуждает в сердечнике 1 электромагнитный поток, замыкающийся в контур через наплавленный металл шва.
Вследствие изменения вектора магнитного потока полюса наконечников сердечника колеблются и через ударные площадки 3 передают воздействие на поверхность наплавленного шва, деформируя esro.
Рабочие поверхности ударных площадок смещены одна относительно другой на величину б, которая определяется по формуле:
- и
где: h - высота общей деформации шва.
Смещение поверхностей ударных площадок на величину б обеспечивает одинаковое воздействие нагрузок при деформации шва на последние.
Первая площадка по ходу деформации шва установлена с зазором относительно его поверхности, меньшим амплитуды колебания полюсов и равным 5 мм и менее. Величина
амплитуды колебания площадок регулируется изменением жесткости амортизаторов 4.
Устройство позволяет плавную регулировку режимов работы за счет изменения электрических величин питающей сети (напряжение от 127 в до 1000 в и частота от 50 гц и выще).
Формула изобретения
Устройство для «рииудительпого формирования сварного шва, выполненное в виде магнитонровода, состоящего из П-образного сердечника и обмотки, отличающееся тем, что, € целью уменьшения остаточных напряжений путем проковки сварного шва и поддержание температурного режима в процессе сварки, сердечник снабжен амортизаторами, а полюса его наконечников, являющиеся ударлыми площадками, смещены по высоте один относительно другого.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для принудительного формирования сварного шва | 1977 |
|
SU733900A1 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
| СПОСОБ СВАРКИ СТЫКОВ ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ ИЗ СТАЛЕЙ ПОВЫШЕННОЙ ПРОЧНОСТИ | 2009 |
|
RU2412032C1 |
| Устройство для сварки магнитоуправляемой дугой | 1989 |
|
SU1655687A1 |
| Устройство для электродуговой сварки | 1985 |
|
SU1839129A1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| Способ многослойной электронно-лучевой сварки | 2018 |
|
RU2688033C1 |
| Установка для нанесения покрытий ферромагнитными порошками | 1978 |
|
SU742119A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1992 |
|
RU2047439C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
1
/VATia
нТ-.уУ Т(
1, . . ч
