1
Изобретение относится к сварке, в частности к устройствам для формирования сварного шва при сварке неферромагнитных материалов, и может быть использовано в машиностроительной и судостроительной промышленности.
Известно устройство для уменьшения сварочных деформаций, в котором осуш.ествляется плотное прижатие элементов сварных конструкций к технологической оснастке, сохраняющееся в течение всего времени сварки и до полного остывания свариваемых конструкций 1.
Известно также применение в сварочной технике водеохлаждаемых зажимов, прижимов, облицованных башмаками для отвода тепла в технологическую оснастку 2.
Однако за счет применения этих устройств можно добиться лишь частичного уменьшения сварочных деформаций. Свариваемые конструкции подвержены деформации и значительным напряжениям, ухудшающим качество сварных соединений.
Наиболее близким к описываемому по технической сущности и достигаеому результату является устройство для принудительного формирования сварного шва, выполненное в виде магнитопровода, состоящего из П-образного сердечника и обмотки. Сердечник устройства снабжен амортизаторами, а полюса его наконечников, являющиеся ударными площадками, смещены по высоте один относительно другого 3.
Это устройство позволяет улучшить свариваемость металла, снять остаточные напряжения, не дает возможности возникновению холодных трещин, то есть повышает прочность шва.
10
Однако это устройство можно применить лишь при сварке ферромагнитных материалов. Для сварки неферромагнитных материалов его применить невозможно, так как полюса наконечников сердечника не будут колебаться.
15
Цель изобретения - поддержание температурного режима и устранение остаточных деформаций сварных швов путем их проковки при сварке неферромагнитных материалов и повышения качества проковки 20 сварного шва.
Это достигается тем, что устройство для принудительного формирования сварного шва, содержащее П-образный сердечник с ударными площадками на его полюсах, снабженный амортизаторами, и обмотку, снабжено ферромагнитной подкладкой, выполненной в виде двух параллельных тепловых труб, соединенных ферромагнитной вставкой и расположенных по обе стороны от продольной оси устройства под ударными площадками, выполненными в виде роликов.
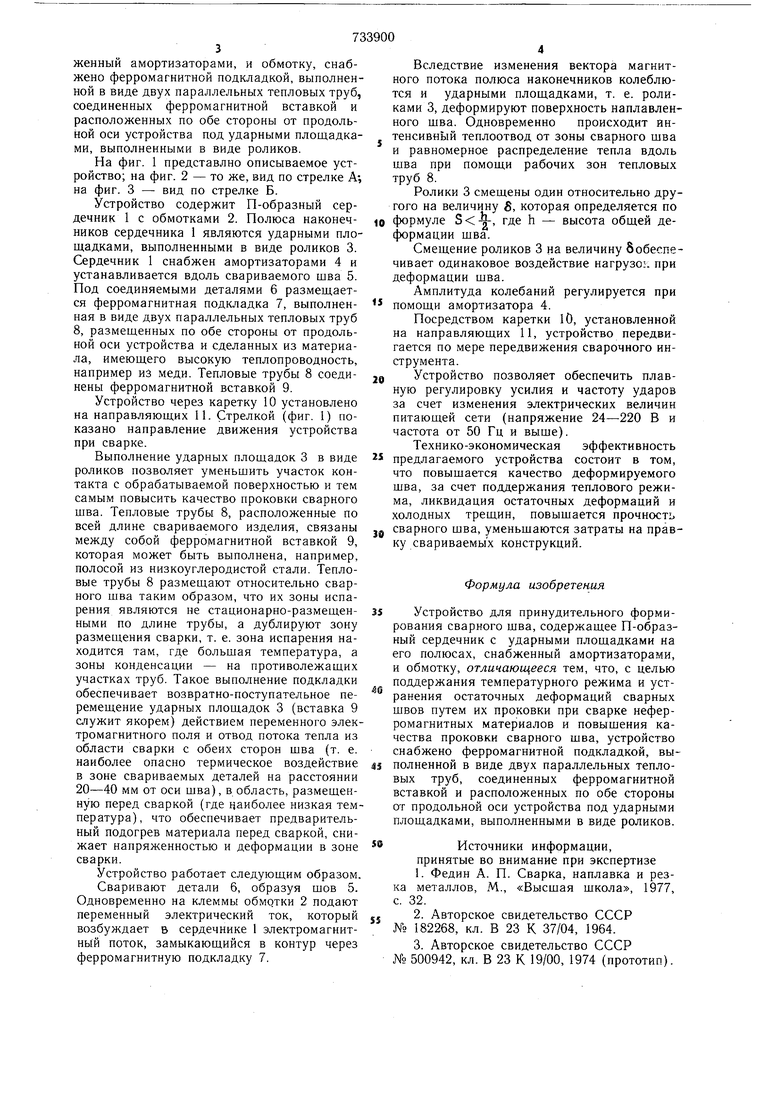
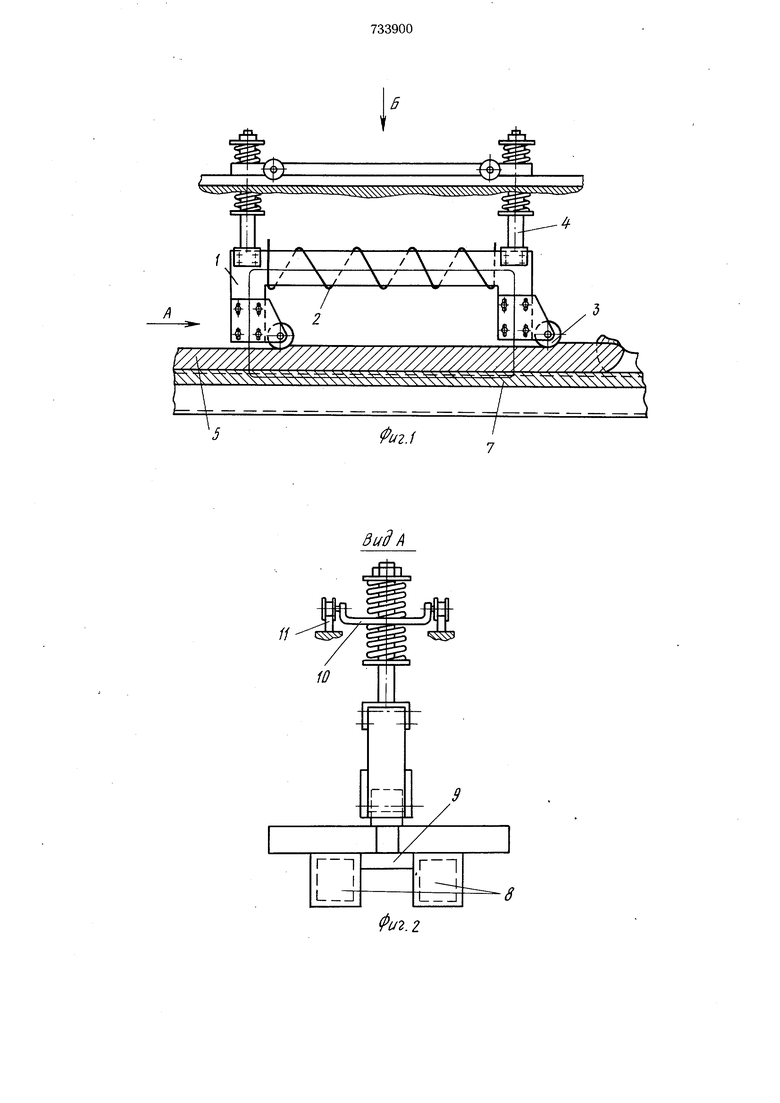
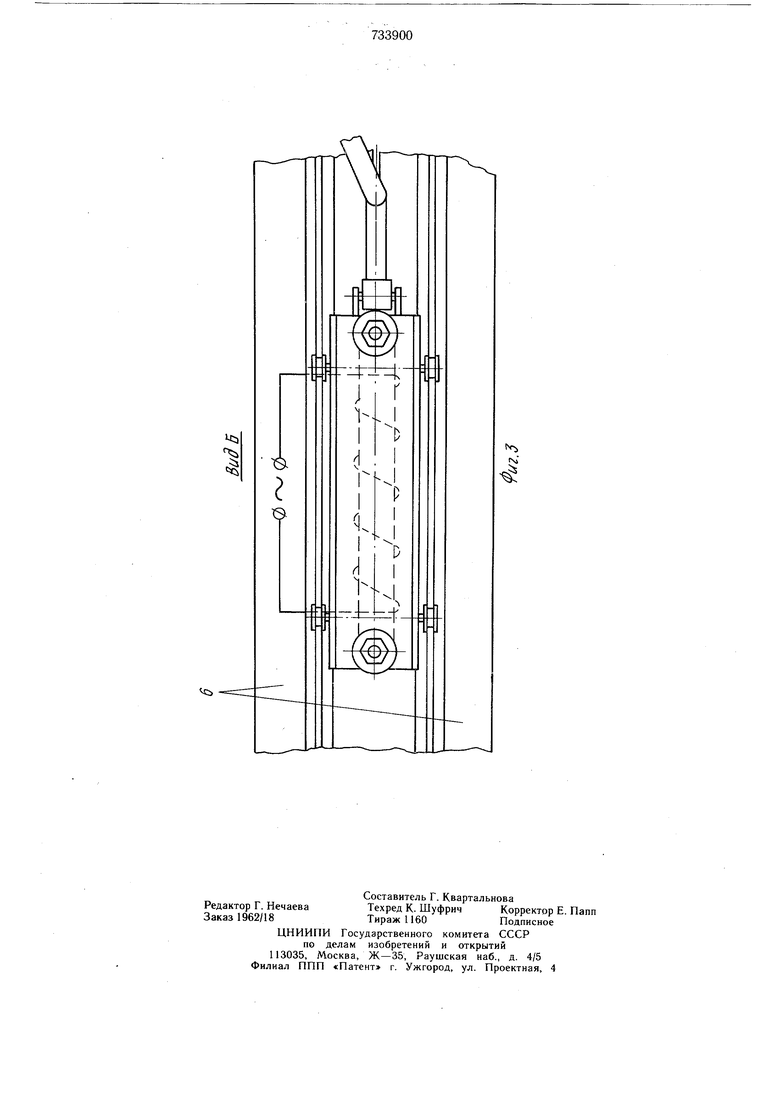
На фиг. 1 представлно описываемое устройство; на фиг. 2 - то же, вид по стрелке А-, на фиг. 3 - вид по стрелке Б.
Устройство содержит П-образный сердечник 1 с обмотками 2. Полюса наконечников сердечника 1 являются ударными площадками, выполненными в виде роликов 3. Сердечник 1 снабжен амортизаторами 4 и устанавливается вдоль свариваемого шва 5. Под соединяемыми деталями 6 размещается ферромагнитная подкладка 7, выполненная в виде двух параллельных тепловых труб 8, размещенных по обе стороны от продольной оси устройства и сделанных из материала, имеющего высокую теплопроводность, например из меди. Тепловые трубы 8 соединены ферромагнитной вставкой 9.
Устройство через каретку 10 установлено на направляющих 11. Стрелкой (фиг. 1) показано направление движения устройства при сварке.
Выполнение ударных площадок 3 в виде роликов позволяет уменьшить участок контакта с обрабатываемой поверхностью и тем самым повысить качество проковки сварного шва. Тепловые трубы 8, расположенные по всей длине свариваемого изделия, связаны между собой ферромагнитной вставкой 9, которая может быть выполнена, например, полосой из низкоуглеродистой стали. Тепловые трубы 8 размещают относительно сварного шва таким образом, что их зоны испарения являются не стационарно-размещенными по длине трубы, а дублируют зону размещения сварки, т. е. зона испарения находится там, где большая температура, а зоны конденсации - на противолежащих участках труб. Такое выполнение подкладки обеспечивает возвратно-поступательное перемещение ударных площадок 3 (вставка 9 служит якорем) действием переменного электромагнитного поля и отвод потока тепла из области сварки с обеих сторон щва (т. е. наиболее опасно термическое воздействие в зоне свариваемых деталей на расстоянии 20-40 мм от оси щва), в область, размещенную перед сваркой (где наиболее низкая температура), что обеспечивает предварительный подогрев материала перед сваркой, снижает напряженностью и деформации в зоне сварки.
Устройство работает следующим образом. Сваривают детали 6, образуя щов 5. Одновременно на клеммы обмотки 2 подают переменный электрический ток, который возбуждает в сердечнике 1 электромагнитный поток, замыкающийся в контур через ферромагнитную подкладку 7.
Вследствие изменения вектора магнитного потока полюса наконечников колеблются и ударными площадками, т. е. роликами 3, деформируют поверхность наплавленного щва. Одновременно происходит интенсивнь1Й теплоотвод от зоны сварного щва и равномерное распределение тепла вдоль щва при помощи рабочих зон тепловых труб 8.
Ролики 3 смещены один относительно другого на величину 8, которая определяется по формуле , где h - высота общей деформации щва.
Смещение роликов 3 на величину бобеспечивает одинаковое воздействие нагрузо;-. при деформации щва.
Амплитуда колебаний регулируется при помощи амортизатора 4.
Посредством каретки Ю, установленной на направляющих 11, устройство передвигается по мере передвижения сварочного инструмента.
Устройство позволяет обеспечить плавную регулировку усилия и частоту ударов за счет изменения электрических величин питающей сети (напряжение 24-220 В и частота от 50 Гц и выще).
Технико-экономическая эффективность предлагаемого устройства состоит в том, что повышается качество деформируемого щва, за счет поддержания теплового режима, ликвидация остаточных деформаций и холодных трещин, повыщается прочность сварного щва, уменьшаются затраты на правку свариваемых конструкций.
Формула изобретения
Устройство для принудительного формирования сварного шва, содержащее П-образный сердечник с ударными площадками на его полюсах, снабженный амортизаторами, и обмотку, отличающееся тем, что, с целью поддержания температурного режима и устранения остаточных деформаций сварных швов путем их проковки при сварке неферромагнитных материалов и повышения качества проковки сварного шва, устройство снабжено ферромагнитной подкладкой, выполненной в виде двух параллельных тепловых труб, соединенных ферромагнитной вставкой и расположенных по обе стороны от продольной оси устройства под ударными площадками, выполненными в виде роликов.
Источники информации, принятые во внимание при экспертизе
1.Федин А. П. Сварка, наплавка и резка металлов, М., «Высщая школа, 1977, с. 32.
2.Авторское свидетельство СССР № 182268, кл. В 23 К 37/04, 1964.
3.Авторское свидетельство СССР
№ 500942, кл. В 23 К 19/00, 1974 (прототип).
5
U2.1
7
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для принудительного формирования сварного шва | 1974 |
|
SU500942A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ИЗ КОНСТРУКЦИОННОЙ КОМПЛЕКСНОЛЕГИРОВАННОЙ ХОЛОДНОДЕФОРМИРУЕМОЙ СТАЛИ | 2014 |
|
RU2566109C1 |
| Устройство для сварки | 1983 |
|
SU1123818A1 |
| СПОСОБ УДЛИНЕНИЯ СВАИ | 2012 |
|
RU2499655C1 |
| Способ дуговой однопроходной сварки стыковых тонколистовых соединений | 1986 |
|
SU1412900A1 |
| Устройство для двусторонней контактной тепловой сварки полимерных материалов | 1990 |
|
SU1722861A1 |
| Способ дуговой односторонней сварки | 1985 |
|
SU1274888A1 |
| Способ и устройство защиты от коррозионного растрескивания сварной металлоконструкции | 2015 |
|
RU2626705C2 |
| УСТАНОВКА ДЛЯ СВАРКИ | 1973 |
|
SU407681A1 |
| Устройство для сварки | 1981 |
|
SU1000204A1 |
dud A rffri
//
I1
I I
w
Г-I
I
8
TnrzT
Фиг. 2
i
N
