1
Изобретение относится к деревообрабатывающей промышленности и может быть применено при производстве фанеры.
Известны автоматические линии для сборки многослойных пакетов из сухих и намазанных клеем листов шпона, включающие карусельный перекладчик с присасывающими механизмами, столы с шаговым подъемом, сборочный цепной транспортер с упорами, клеенамазывающие вальцы, подающий транспортер, устройство для укладки листов в пакет и механизмы выравнивания листов вдоль волокон.
Недостатками известных линий являются низкая производительность, ненадежность работы и отсутствие точности сборки пакетов.
С целью устранения указанных недостатков в предлагаемой автоматической линии столы с шаговым подъемом снабжены устройством смены стоп шпона и установлены под выполненным восьмипозиционным карусельным перекладчиком радиально через 90° по ок|ружности, кроме того, перед клеенамазывающими вальцами установлен механизм для прирезки листов шпона в размер, a сборочный цепной транспортер выполнен трехпозиционным с расположением его крайних технологических позиций под присасывающими механизмами карусельного перекладчика, причем в крайние технологические позиции сборочного транспортера и в подающий транспортер встроены
2
подъемные механизмы поперечного смещения листов шпона, a в центре сборочиого транспортера- подъемный стол с шаговым опусканием для формируемых пакетов, над которым под углом 90° к сборочному цепному транспортеру смонтировано устройство для одновременной укладки в пакет намазанных клеем и сухих листов щпона.
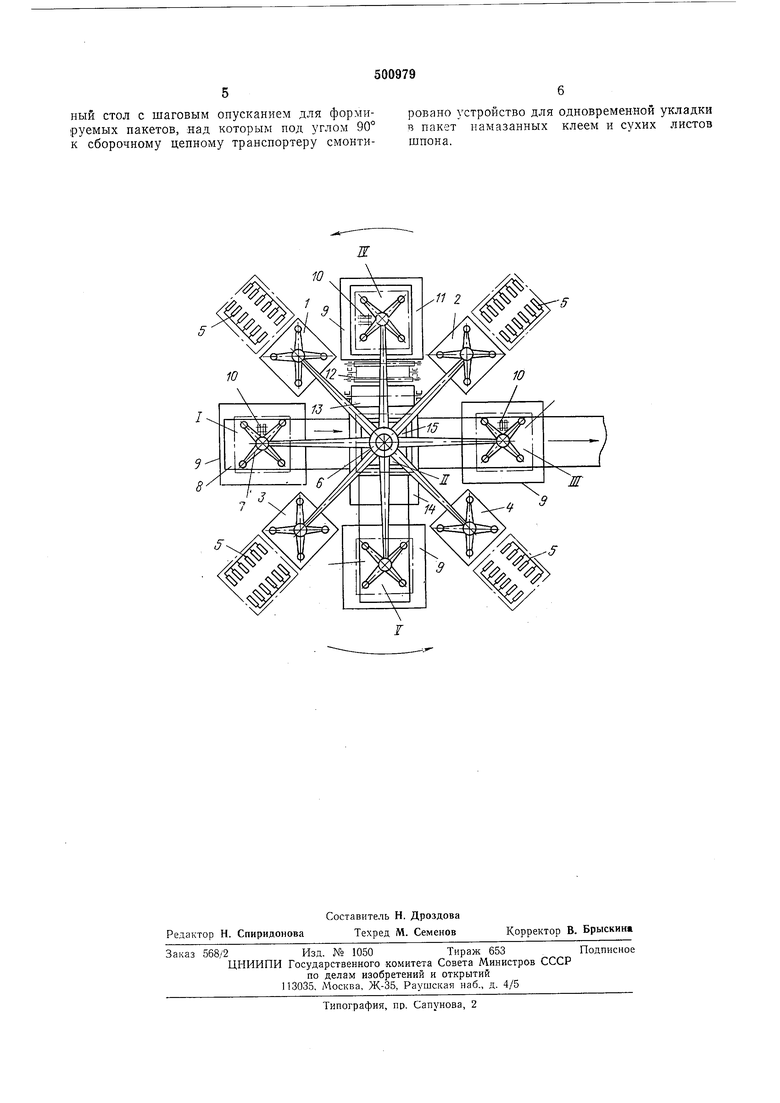
На чертеже схематично изображена предлагаемая автоматическая линия, вид сверху. Автоматическая линия для сборки многослойных пакетов включает столы с шаговым подъемом для стоп шпона: стол 1-для нижних «рубашек, 2 - для намазанных клеем
листов (серединок), 3 - для сухих листов (серединок), 4-для верхних «рубашек. Линия имеет двухэтажное устройство 5 для смены стоп шпона, восьмипозиционный карусельный перекладчик 6 листов шпона с присасывающими механизмами 7.
Перекладчик 6 предназначен для переноса листов щпона со стоп, находящихся на столах 1-4, на технологические позиции I, И1-
V и выполнен с возможностью поворота против часовой стрелки на 45°. Под карусельным перекладчиком установлен сборочный транспортер 8, имеющий пульсирующее движение. Ритм работы транспортера 8 зависит от слойности пакета.
Столы I-4 расположены радиально че|рез 90° по окружности под углом 45° к сборочному транспортеру 8 и установлены под присасывающими механизмами 7 перекладчика 6.
На технологических позициях I, III--V установлены: механизмы 9 для выравнивания листов вдоль волокон; механизмы 10 для поперечного смещения листов в базу, выполненные в виде подъемных непрерывно вращающихся замкнутых лент, расположенных под углом 90° к направлению подачи листа, и встроенные в К|райние технологические позиции I, III сборочного транспортера 8, а также в подающий транспортер 11.
Механизм 12 для прирезки листов шпона в размер, подающий транспортер II и клеенамазывающие вальцы 13, а также устройство 14 для укладки в пакет установлены перпендикулярно сборочному транспо|ртеру 8 по обе его стороны.
В сборочный транспортер 8 встроен стол 15 с шаговым опусканием, предназначенный для поддержания определенного постоянного уровня формирования пакетов. Перед включением сборочного транспорте|ра 8 стол 15 опускается в нижнее положение под сборочный транспортер, и формируемый пакет оказывается лежащим на плоскости транспортера 8, а после его остановки стол 15 поднимается в верхнее положение.
Линия работает следующим образом.
Вилочным автопогрузчиком стопы листов шпона нижней и верхней рубашек, а также сухой и предназначенной для намазывания серединок подаются в соответствующие двухэтажные устройства 5 для смены стоп листов шпона. Затем стопы шпона автоматически перемещаются на столы 1-4 с щаговым подъемом, которые поднимают стопы в исходное рабочее положение. После этого на пульте управления задается программа слойности фанеры, и линия переключается на автоматический режим. При этом приводится в действие перекладчик 6, его присасывающие механизмы 7 опускаются на соответствующие стопы со щпоном, присасывают по одному листу с каждой стопы, после чего поднимают вверх, и перекладчик 6 делает поворот на 45°. Одновременно с остановкой пе(рекладчика происходит сброс листов шпона на соответствующие технологические позиции линии и опускание присасывающих механизмов перекладчика по заданной программе на соответствующие стопы, после чего цикл автоматически повторяется.
Первые два цикла любой программы автоматическая линия совершает для заполнения листами шпона технологических позиций I, II сборочного транспортера 8, после чего начинает работать в ритме, соответствующем заданной программе.
Например, при формировании трехслойного пакета после заполнения первых двух позиций сборочного транспортера 8 в начале каждого цикла на этот транспортер поступают одновременно все три листа. Нижняя рубашка
сбрасывается на технологическую позицию I сборочного транспортера, а на технологическую позицию И поступают листы - нижняя «рубашка с позиции I и намазанная серединка из клеевых вальцов, подаваемая устройством 14. Два листа, находящиеся в предыдущем цикле на позиции II сборочного транспортера, перемещается на позицию III, на которую перекладчиком 6 укладывается третий
лист - верхняя «рубашка, после чего пакет перемещается транспортером 8 за пределы автоматической линии к загрузочной этажерке пресса (на чертеже не показана). При формировании многослойного пакета
уст ройство 14 для укладки листов укладывает на стол 15 с шаговым опусканием (позиция П сборочного транспортера) .нужное для данной слойности количество намазанных и сухих серединок, после чего сборочный транспортер 8
перемещает пакет на позицию III, где на него укладывается верхняя «рубашка. Далее готовый пакет перемещается транспортером 8 к загрузочной этажерке пресса. На позицию II сборочного транспортера намазанная и сухая серединки поступают одновременно, так как перемещаются устройством 4 с одной скоростью. Это позволяет уложить листы за короткие промежутки времени-примерно за 0,5-0,7 сек (2,5 сек - время циклового выстоя сборочного транспортера). Точность укладки сухого листа по направлению его движения (поперек волокон) на позицию II сборочного транспортера достигается ограничением перемещения устройства 14.
Формула изобретения
Автоматическая линия для сборки многослойных пакетов из сухих и намазанных клеем листов- шпона, включающая карусельный перекладчик с присасывающими механизмами, столы с шаговым подъемом, сборочный цепной транспортер с упорами, клеенамазывающие
вальцы, подающий транспортер, устройства для укладки листов в пакет, механизмы выравнивания листов вдоль волокон, отличающаяся тем, что, с целью повышения производительности линии, надежности ее работы
и точности сборки пакетов, столы с шаговым подъемом снабжены устройством смены стоп шпона и установлены под выполненным восьмипозиционным карусельным перекладчиком радиально через 90° по окружности, кроме того, перед клеенамазывающими вальцами установлен механизм для прирезки листов шпона в размер, а сборочный цепной транспортер выполнен трехпозиционным с расположением его К)райних технологических позиций под присасывающими механизмами карусельного перекладчика, причем в крайние технологические позиции сборочного транспортера и в попадающий транспортер встроены подъемные механизмы поперечного смещения листов шпона, а
в центре сборочного транспортера - подъемный стол с шаговым опусканием для формируемых пакетов, над которым под углом 90° к сборочному цепному транспортеру смонтировано устройство для одновременной укладки в пакет намазанных клеем и сухих листов шпона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия сборки пакета листового материала | 1990 |
|
SU1818225A1 |
| УСТРОЙСТВО для СБОРКИ ПАКЕТОВ ШПОНА | 1970 |
|
SU278083A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ В ПАКЕТ НАМАЗАННЫХКЛЕЕМ И СУХИХ ЛИСТОВ ШПОНАПРИ ИЗГОТОВЛЕНИИ ФАНЕРЫ | 1974 |
|
SU440253A1 |
| Устройство для укладки листов шпона | 1979 |
|
SU791528A1 |
| УСТРОЙСТВО для СБОРКИ ПАКЕТОВ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1971 |
|
SU312757A1 |
| Устройство для сборки пакетов шпона | 1981 |
|
SU952586A1 |
| КАРУСЕЛЬНЫЙ ПЕРЕКЛАДЧИК ЛИСТОВ ШПОНА | 1973 |
|
SU379382A1 |
| Способ изготовления древесного материала большого формата | 1983 |
|
SU1140951A1 |
| УСТРОЙСТВО ДЛЯ РУБКИ ЛУЩЕНОГО ШПОНА НА ФОРМАТНЫЕ ЛИСТЫ С ПОСЛЕДУЮЩЕЙ УКЛАДКОЙ ИХ В СТОПУ | 1966 |
|
SU216232A1 |
| Устройство для сборки пакетов шпона | 1981 |
|
SU971650A1 |
