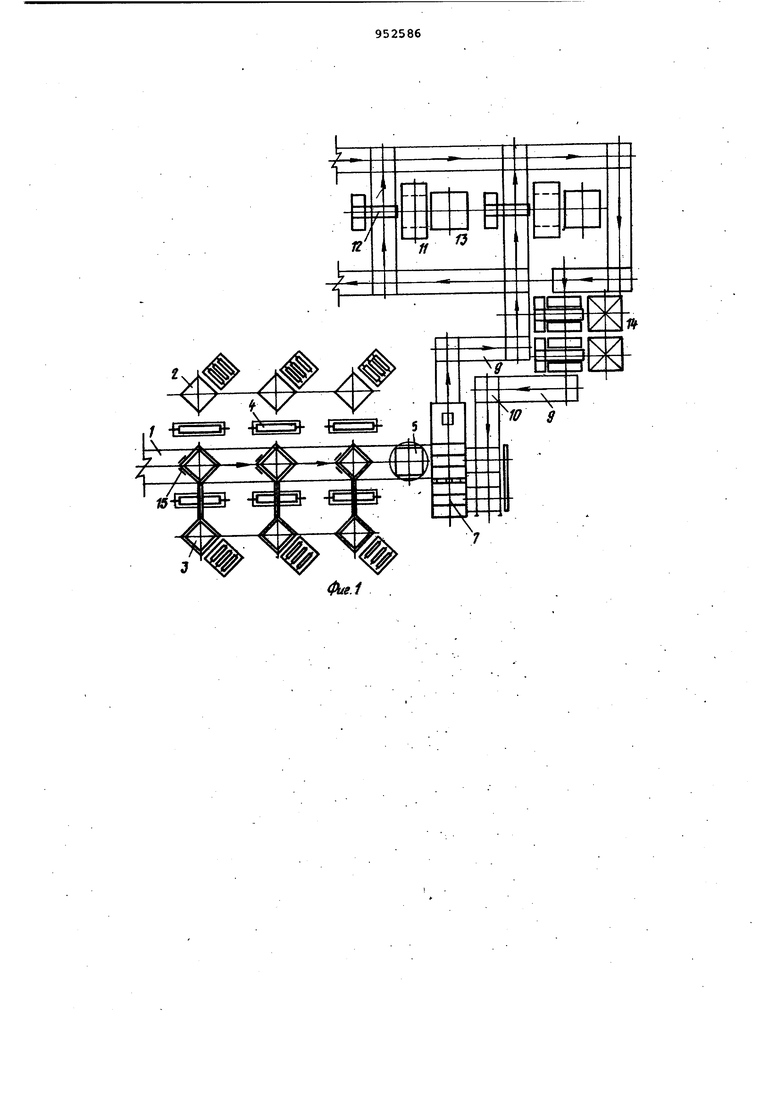
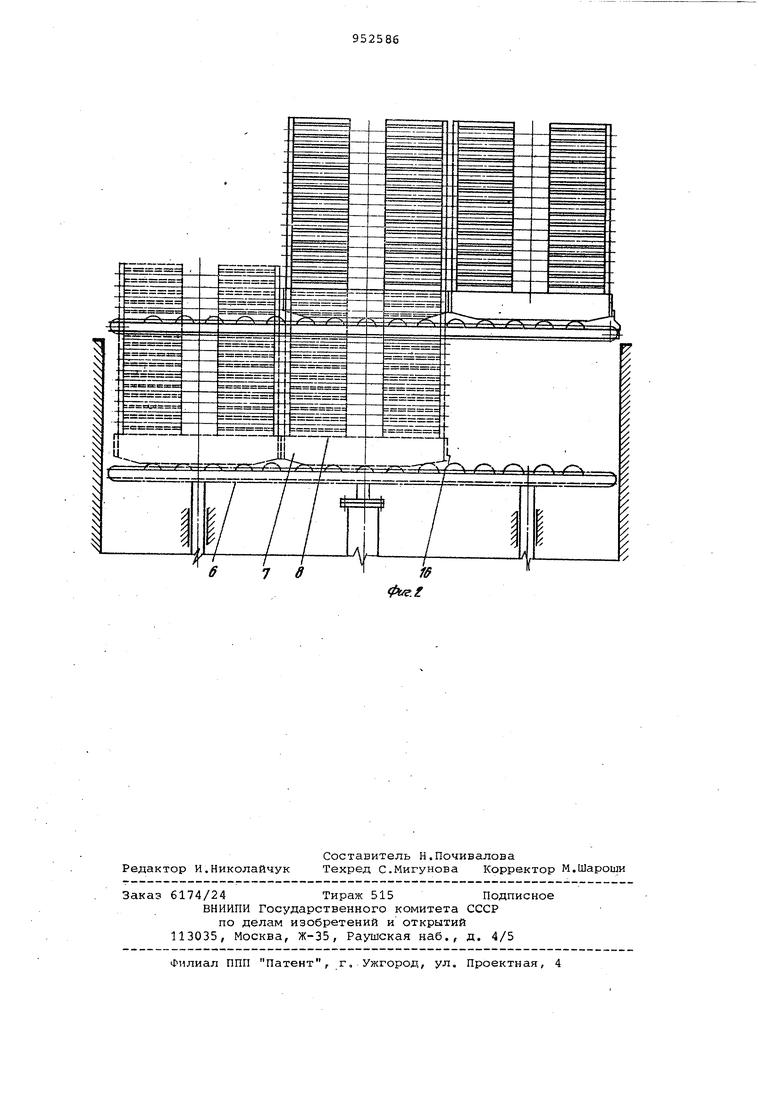
из которых установлены стационарные эахрузочные 12 и разгрузочные 13 устройства. На выходе с транспортного пути 9 установлены фанеросборники 14. На сборочном транспортере 1 для ориентирования листов шпона при сборке пакета установлены упоры 15. На приводном транспортере б для перемещения кассет 8 расположены упоры 16. Устройство работает спедующим образом. Вакуумный укладчиком 3 листы шпона подаются на сборочный транспортер 1. Первь лист шпона (нижний лицевой слой) укладывается на сборочный транспортер 1 сухим, каждый последующий лист при передаче его на сборочный транспортер 1 намазывается снизу клеенанос5пцим устройством 4. Листы шпона на подъемных столах 2 расположены под углом 45° к сборочйому транспортеру 1 и ориентируются с помсяцью упоров 15, установленных на сборочном транспортере 1 . После набора пакета необходимой слойности пакет поступает на перегру жатель 5, на котором разворачивается и направляется в соответствующую ячейку кассеты 8, расположенной на накопителе 7. Загрузка первой секции кассеты 8 производится снизу вверх, при этом нижняя ячейка находится на уровне перегружателя 5. По мере заполнения кассета 8 опускается. После загрузки всех ячеек кассета 8 занимает крайнее нижнее положение, затем включается приводной транспортер б, который с помо1цью упоров 16 передвигает кассету 8 так, что на место по линии сборочного транспортера 1 уста навливается незаполненная секция кассеты 8. После этого производится шаговый подъем накопителя 7 и происходит загрузка второй секции кассеты 8 сверху вниз. После загрузки съемной секционной кассеты 8 ее расцепляют и с помощью приводного транспортера 6 и упора 16 перемещают на транспортный путь 9 и адресуют к ближайшему свободному преосу 11. По пути следования на транспортном пути 9 имеются развязки 10, которые позволяют направлять кассету 8 прямо или изменять ее направление и направлять к любому прессу 11. Когда кассета 8 занимает исходное положение у пресса 11, происходит загрузка пресса 11 пакетами при помощи стационарных загрузочных устройств 12j После окончания прессования пакеты выгружаются стационарными разгрузочными устройствами 13 в те же кассеты 8, которые адресуются к фанеросборнику 14, разгружаются и затем поступают на позицию сборочно го транспортера 1, соединяются с ЛРУГой пустой кассетой 8, и цикл повторяется. Формула изобретения . Устройство для сборки пакетов шпона, включа ощее подъемные столы, вакуумные укладчики, клеевые вальцы, сборочный транспортер, перекладчик, шаговый подъемный накопитель и загрузочные этс1жерки, о, тличающее с я тем, что, с целью повьшения производительности, оно снабжено приводным транспортером, на котором установлен накопитель со съемными секционированными кассетами. Источники информации, приняты во внимание при экспертизе 1. Патент Японии 49-35137, кл. 28 D 11, 1974. 2.. Авторское свидетельство СССР W821137, кл. В 27 D 1/04, 1979 (прототип) ..
ь
i
1Ъ
ff
/
д
Wff
- э«Уве

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для сборки многослойных пакетов | 1974 |
|
SU500979A1 |
| УСТРОЙСТВО ДЛЯ РУБКИ ЛУЩЕНОГО ШПОНА НА ФОРМАТНЫЕ ЛИСТЫ С ПОСЛЕДУЮЩЕЙ УКЛАДКОЙ ИХ В СТОПУ | 1966 |
|
SU216232A1 |
| Линия для заливки пакетов роторов | 1985 |
|
SU1380856A1 |
| Поточная линия для бухтового волочения труб | 1983 |
|
SU1235586A1 |
| ЛИНИЯ ФОРМОВАНИЯ, СУШКИ И САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2087309C1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Линия для изготовления древесного слоистого материала (и ее варианты) | 1982 |
|
SU1021608A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| Сборочный центр | 1985 |
|
SU1311908A1 |