Изобретение относится к деревообрабатывающей промышленности.
Известные устройства для сборки пакетов из листового материала, например шпона, включаюш;ее раму, несушую неподвижный стол сборки пакетов, механизм подачи листового материала на последний и механизм удаления собранного пакета, малопроизводительны.
Для повышения степени механизации процесса сборки пакетов в предлагаемом устройстве механизм подачи листового материала на стол сборки выполнен в виде установленной на направляющих с возможностью возвратно-поступательного движения двухместной каретки с укрепленными над ней двумя сбрасывателями с базой между ними, равной ходу каретки, при этом на раме устройства установлен механизм подачи на каретку намазанных клеем листов, выполненный в виде ребристого поддона, смонтированного над кареткой с возможностью качательного движения.
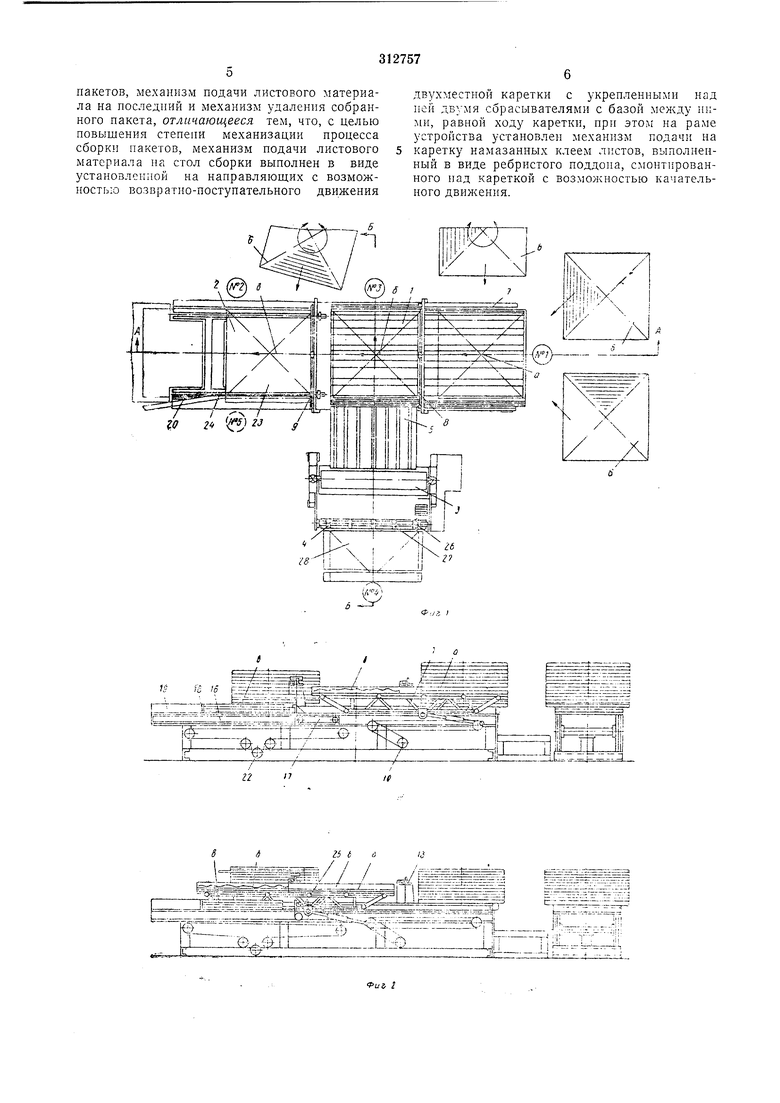
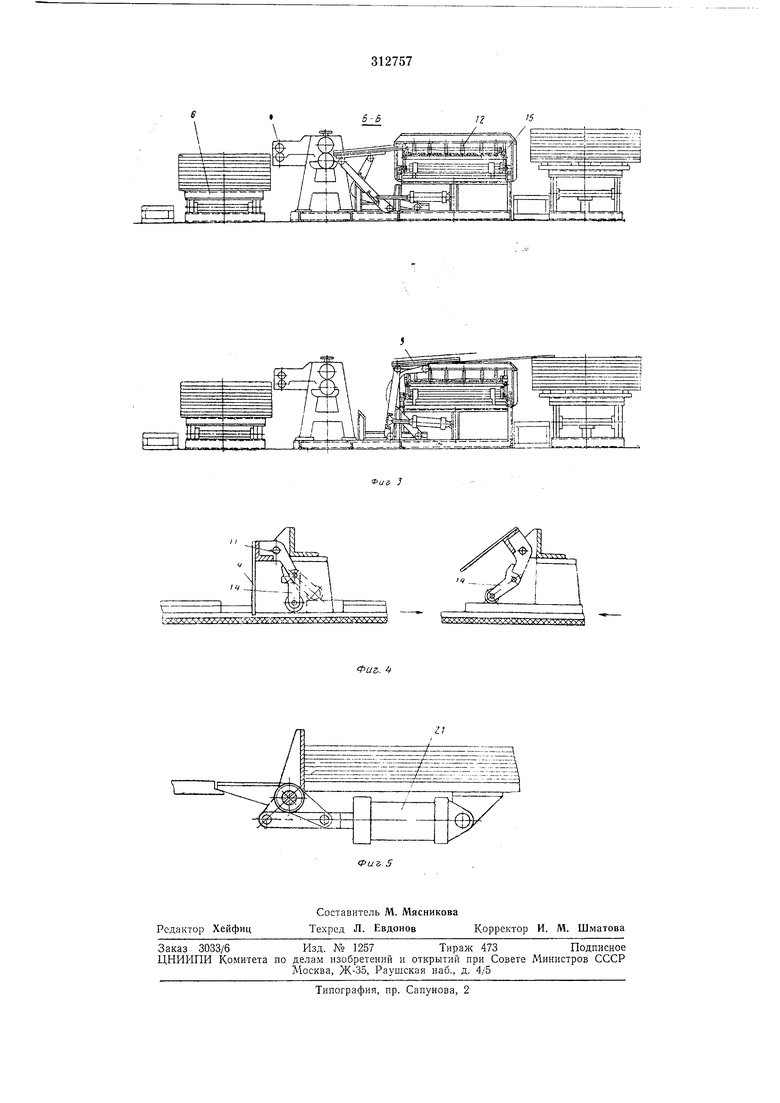
На фиг. 1 изображено предлагаемое устройство, вид в плане; на фиг. 2 - то же, в процессе работы, разрез по Л-А на фиг. 1; на фиг. 3 - то же, разрез по Б-Б на фиг. 1; на фиг. 4 - механизм подачи листового материала на стол сборки; на фиг. 5 - стол сборки пакетов.
Устройство состоит из механизма / подачи листового материала на неподвижный стол 2, клеенамазывающих вальцов 3, питателя 4, механизма 5 подачи на каретку намазанных клеем листов, пяти подъемных гидравлических столов 6, поддерживающих постоянный уровень улол енных на них стоп шпона, причем два стола имеют поворотные крышки.
Механизм 1 выполнен в виде установленной на направляющих с возможностью возвратно-поступательного движения двухместной каретки 7 с укрепленными на ней двумя сбрасывателями 8, 9 с базой между ними, равной ходу каретки. Каретка приводится в действие от привода 10. Сбрасыватели 8, 9, представляющие собой иабор закрепленных на одной поворотной оси // лепестков 12, закреплены на балках 13.
На оси 11 сидит рычаг 14, находящийся в контакте с клиньями 15, закрепленными на каретке.
Стол 2 сборки пакетов состоит из непосредственно стола 16, механизма 17 удаления собранного пакета, откидной шторки 18 и бокового упора 19, образующих собой базовый прямой угол для выравнивания пакета, калибрующего ножа 20 и приводов 21, 22
Крышка 23 стола 2 выполнена из трех частей, образующих два продольных паза 24 для прохода толкателей 25.
Механизм 17 удаления собранного пакета представляет собой П-образную каретку, на продольных балках которой закреплены толкатели 25 с приводом 21.
Нож 20 с вертикальным лезвием закреплен на требуемом расстоянии, обуславливаемым размером плит пресса, от бокового упора 19. Привод механизма загрузки гидромеханический.
Питатель 4 с калибрующим устройством 26, служащий для подачи сухой серединки в клеенамазывающие вальцы 3 с одновременной калибровкой ее по ширине, выполнен в виде двух барабанов 27, расположенных один над другим.
Калибрующее устройство 26 выполнено в виде двух дисковых ножей, установленных на барабанах питателя. Размер калибрующегося листа определяется расстоянием между упором 28 на подъемном столе 6 и дисковыми ножами устройства 26 (фиг. 3).
Питатель 4 с устройством 26 крепится на раме клеенамазывающих вальцов и работает от их привода.
Механизм 5 подачи на каретку 7 намазанных клеем листов установлен на раме устройства и выполнен в виде ребристого поддона, смонтированного над кареткой с возможностью качательного движения. Механизм приводится от качающегося гидроцилиндра.
Устройство работает следующим образом.
Накрывальщица № 1 укладывает на находящуюся в крайнем заднем положении каретку 7 на участок а повернутый соответствующей стороной лист шпона (рубашку). По команде накрывальщицы № 2 каретка движется вперед, проходя под автоматич.ски поднятыми сбрасывателями 8, 9.
При выходе каретки в крайнее переднее положение сбрасыватели 8 и 9 автоматически спускаются, и лепестки 13 входят в пазы на крышке каретки. При обратном движении каретки, которое осуществляется без выстоя в переднем положении, сбрасыватели задерживают лежащий на участке а лист шпона, благодаря чему происходит его перемещение на участок б.
За время, соответствующее обратному ходу каретки и времени выстоя в исходном положении, на лежащий на каретке сухой лист шпона накладывают намазанный шпон (серединку). Обратное движение каретки не мешает укладке намазанного шпона, так как сухой лист все это время остается неподвижным относительно сборщицы № 3.
Намазанный лист шпона подают следующим образом. Со стола 6 (фиг. 3) сборщица № 4 направляет лист шпона в питатель 4, оборудованный устройством 26 для калибровки шпона по ширине, из которого он направляется в клеевые вальцы 3. По выходе из клеевых вальцов намазанный шпон попадает на
находящийся в крайнем положении поддон механизма 5, крышка которого для предотвращения смазывания клея выполнена ребристой. Передний край поддона в этом положении находится вне пределов рабочей плоскости каретки 7, а передний край намазанного листа щпона выступает за поддон и свисает над кареткой. Одновременно с началом движения каретки по команде сборщицы № 3
поддон подается вперед, совершая при этом качательное движение, таким образом, что он перемещается над движущейся кареткой.
Сборщица № 3 берет намазанный шпон за передний конец и как бы стягивает его с поддона, а в то время при возвращении поддона в исходное положение задний конец шпона опускается на лежащий на каретке сухой шпон.
При следующем ходе каретки точно также
укладывается середина из нескольких кусков (не больше четырех), которые формирует сборщица по формату на поддоне. При обратном движении каретки, когда сбрасыватели 8 и 9 опущены, происходит очередное смещение с участка а на участок б уложенной накрывальщицей № 1 следующей рубашки (если собирается трехслойная фанера) или перекидки (если собирается многослойная фанера), а с участка б на стол сборки пакетов перекладываются лежащие на каретке сухой и намазанный листы шпона (фиг. 1 и 2).
В это же время, если требуется, в зависимости от количества слоев набираемой фанеры, Накрывальщица № 2 укладывает соответствующую рубащку каждого листа собираемой формы и выравнивает на столе сборки пакетов собираемый пакет.
В случае, если пакет собирают из неполноформатного шпона, укладку рубашки и выравнивание пакета производят накрывальщица № 2 и сборшица № 5.
В дальнейшем описанный процесс продолл ается до тех пор, пока не наберут пакет требуемой слойности. Собранный и выравненный
пакет заталкивается механизмом 17 в загрузочное устройство клеильного пресса. При этом во время движения пакета по столу 2 производят его калибровку по ширине, для обеспечения беспрепятственной загрузки пакета в загрузочное устройство и из него в клеильный пресс.
Для этой цели на столе 2 предусмотрен специальный нож 20, который при движении пакета срезает вдоль волокон выступающий за
его пределы сухой шпон. Обрезки шпона дробятся и удаляются пневмотранспортом.
Производительность устройства при сборке трехслойной фанеры толщиной 4 мм, по 4 листа в пакет - 25,9 м за восьмичасовую смену.
Предмет изобретения
пакетов, механизм подачи листового материала на последний и механизм удаления собранного пакета, отличающееся тем, что, с целые повышения степени механизации процесса сборки пакетов, механизм подачи листового материала на стол сборки выполнен в виде установленной на направляющих с возможностью возвратно-поступательного движения
двухместной каретки с укрепленными над пей двумя сбрасывателями с базой между ними, равной ходу каретки, прп этом на раме устройства установлен механизм подачи на каретку намазанных клеем листов, выполненный в виде ребристого поддона, смонтированного над кареткой с возмоя ностью качательного движения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для сборки многослойных пакетов | 1974 |
|
SU500979A1 |
| УСТРОЙСТВО для СБОРКИ ПАКЕТОВ ШПОНА | 1970 |
|
SU278083A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ В ПАКЕТ НАМАЗАННЫХКЛЕЕМ И СУХИХ ЛИСТОВ ШПОНАПРИ ИЗГОТОВЛЕНИИ ФАНЕРЫ | 1974 |
|
SU440253A1 |
| УСТРОЙСТВО для СБОРКИ ПАКЕТОВ ЛИСТОВЫХ МАТЕРИАЛОВ | 1970 |
|
SU272142A1 |
| Линия сборки пакета листового материала | 1990 |
|
SU1818225A1 |
| УСТРОЙСТВО для ФОРМИРОВАНИЯ ПАКЕТОВ ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ!ЗСЕСО;о::;НЛ« ;ПАТЕКТН^-Т^?:::^^-:*^А:;: Б^1~;'ЬОт:?'х - ; | 1973 |
|
SU380556A1 |
| Устройство для сборки пакетов листовых материалов | 1977 |
|
SU614946A1 |
| Устройство для сборки стоп шпона | 1988 |
|
SU1563980A1 |
| УСТРОЙСТВО для УКЛАДКИ в ПАКЕТ НАМАЗАННЫХ КЛЕЕМ ЛИСТОВ ШПОНА | 1966 |
|
SU178475A1 |
| Устройство для сборки пакетов шпона | 1981 |
|
SU971650A1 |
о РБ --.Г 1112. : i± ЬW/I
г2 щ м1 11lli - т zfjjpJJlI 1Ш ; и11
. П 5
ХУ7 ; УУу%Л,,УУЦСУУАУуУч 1
