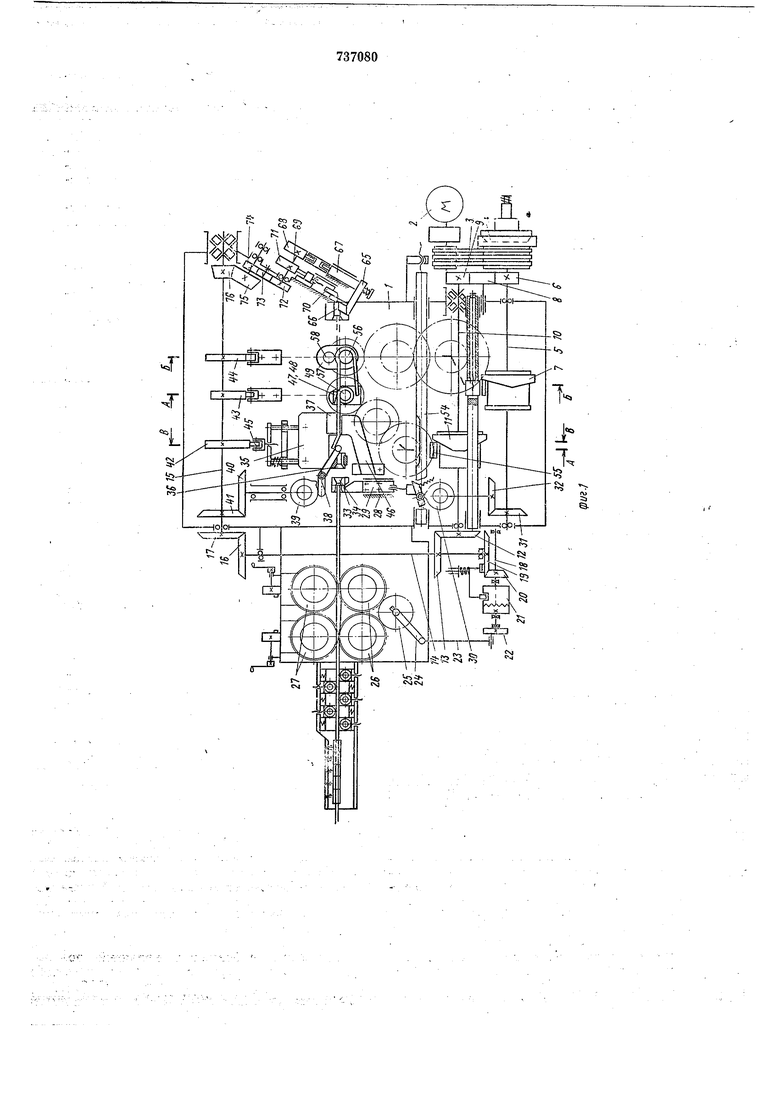
Привод 2 клиноременной передачей 3 через предохранительную муфту 4 связан с валом 5, на котором установлены шестерня 6 и кулачок 7. Шестерня 6 посредством промежуточной шестерни 8 связана с шестерней 9, установленной на валу 10, несущем кулачок и и коническую шестерню 12, сцепленную с конической шестерней 13 вала 14. Вал 14 связан с валом 15 конической парой 16, 17т с валом 18 парой конических шестерен 19, 20. Вал 18 через однооборотную муфту 21 соединен скривош1ипом 22, шатун 23 которого связан с рычаDOM 24, закрепленным на валу шестерни 25 привода роликов 26 механизма подачи проволоки, включаюш его прижимные ролиш27. ,. .
Мехаййзм фезки проволоки состоит «з прикреплённой к станине / направляюш.ей 28 и ползуна 29 подпружиненного к кулачку 30, связанному с валом 5 конической нарой 31, 32, и имеет режущие часш, образованные направляющими втулками 33, 34, одна из которых закреплена на ползуне 29, а. другая - На станине /.
Механизм формообразования заднего конца заготовки выполнен в виде П-образной плиты 35 с направляющей втулкой 36 па одном конце и направляющим пазом 37 на другом и поворотного двуплечего рычага 38, конец которого расположен ниже направления оси подачи проволоки, между направляющими плиты. Другой конец поворотного рычага 38 взаимодействует с профилем кулачка 39, установленного на одной оси с конической шестерней 40, находящейся в зацеплении с конической шестерней 41 вала 15, несущего кулачки 42, 43 и 44.
П-образная плита 35 подпружинена к кулачку 42 через ролик 45, а против направляющего паза 37 на ее конце расположен конец опары 46, закрепленной к станине /. Опора 46 смещена параллельно напрйвлёнию оси подачи проволоки вперед на величину диаметра заготовки.
Механизм навивки центральной части заготовки аклйчает полый шпиндель 47 с жестко закрепленным на нем поводком 48 и установленную в нем цилиндрическую оправку 49, подпружиненную к кулачку 43. Шпиндель 47 посредством шестерни 50, промежуточных шестерен 51, 52 и шестерни 53 кинематическ1И связан с подвижно установленной на станине рейкой 54, несущей ролик 55, взаимодействующий с кулачком 11.
Механизм формообразования петли на заготовке представляет собой регулируемую по углу поворота эксцентриковую оправку 6 и планшайбу 57 с гибочным роликом 58, подпружиненные к кулачку 44. Планшайба 57 жестко связана с шестерней 59, кинематически связанной через шестерни ВО, 61 и 62 с зубчатой рейкой 63, взаимодействующей роликом 64 с кулачоком 7.
Механизм формообразования переднего конца заготовки имеет зажимные губки 65 и 66, одна из которых закреплена на станине J, а другая - на ползуне 67, подпружиненном к кулачку 68, установленному на валу 69, и гибочный ползун 70, опирающийся на кулачок 7J, также установленньш на валу 69. Ползуны 67 и 70 расположены на станине / под углом к направлению оси
подачи проволоки, а вал 69 через, шестерни 72, 73, 74 и 75 связан с шестерней 76, установленной на валу 15. Профиль кулачков 7 выполнен по соответствующей циклог;рам;ме и образован накладками, регулируемыми в зависимост1й от упругих свойств проволоки.
Работа автомата осуществляется следую1щим образом.
Конец неотожжеНной проволоки из бухты
(на чертежах не показана) сначала заправляется в механизмы правки, подачи и резки проволоки, после чего включается привод 2.
Вращение от привода через клиноременную пе1редачу 3, установленную на валу 5, предохранительную муфту 4, щестерни 6, 8 и 9 передается на вал 10. С вала 10 вращение передается валам 14 и 18 посредством конических щестерен 12, 13, 19 к 20 т через
установленную на валу 18 однооборотную муфту 21 кривощипу 22, шатун 23 которого сообщает движение рычагу 24 и шестерне 25, сцепленной с роликами 56 механизма подачи проволоки. Протягивание проволоки
через механизм правки и ее подача роликами 26, 27 осуществляется за оборот однооборотной муфты 21. Втулки 33, 34 механизма резки и втулка 36 П-образной плиты 35 сохраняют направленность движения
подаваемой проволоки, и она свободно проходит между поводком 48 и цилиндрической оправкой 49 механизма навивки центральной части заготовки, располагаясь концом между зажимными губками 65 и 66.
После того, как оцределенная длина проволоки подана, вращение роликов 26 и 27 прекращается,а кулачок 30, получая вращение от вала 5 через коническую пару 31 и 32, перемещает ползун 29 по прикрепленной к станине / направляющей 28. При этом втулка 33 ползуна 29, смещаясь относительно втулки 34, отрезает заготовку мерной длины, а затем возвращается совместно с ползуном в исходное положение под
действием дружины.
В этот же момент установленный на валу 10 кулачок //, набегая профилем накладок на ролик 55 рейки 54, сообщает последчей поступательное движение, которое преобразуется во вращательное сцепленной с
ней шестерней 53. Через промежуточные
шестерни 51, 52 это вращение передается
шестерне 50, установленной на шпинделе
47. С Бала 14 через, коническую пару вращение передается на вал 15, несущий конические шестерни 41, 76 и кулачки 42, 43, 44.. . : Цилиндрическая оправка 49, вращаясь совместно с жестко закрепленным на шпинделе 47 поводком 48, навивает на себя участок заготовки со стороны заднего ее конца. В процессе навивки передний конец заготовК|И, вращаясь со шпинделем -#7; пропускается между стенкой станины / и П-образной плитой $5, которая под действием кулачка 42, смещается вперед на диаметр проволоки, а затем под воздействием пружин, прижимаясь роликом 45 к профилю кулачка, возвращается в прежнее положение. В результате такого смещения П-образной плиты обеспечивается плотность н вивки витков на цилиндрическую оправку 49. За период навивки двух витков П-образная йлита 35 дважды пропускает передНИИ конец заготовки и устанавлява;ется против упора 46, а поводок 48 останав;гивается в положении, которое он занимал до взаимодействия ролика 55 рейки 54 с профилем накладки К1улач1ка //, т. е. над осью оправки 49. Эпи положения П-образной плиты 35 и поводка 48, обеспечивают заднему и переднему концам заготовки па- раллельное расположение яоОтношению К оси подачи проволоки. По окончании навивки центральной части заготовки кулачком 44 выдвигается механизм формообразования летЛи, а за счет передачи вращения От конйчейкой шестерни 76 через промежуточные шестерни 75, 74, 75 и 72 валу 69 происх;одит зажим участка переднего конца заготовки между закрепленной на станине / губкой 66 и губкой 65 на ползуне 67, перемещаемым в н1- правляющих кулачком 68, установленным на валу 69. После того, как зажим осуществлен, свободный конец заготовки формуется на , , губке 66 ползуном 70, дриводным кулачком 71, установленным на том же валу, что и кулачок 68. Затем ползуны 67, 70 возвращаются в исходное положение, освобождая конец заготовки.1 Одовременно с этим рейка 63, взаимодействуя роликом 64 с профилем накладок кулачка 7, перемещается в направляющих и через щестерни 62, 61 и 60 планщайба 57 механизма формообразования петли совершает вращательное реверсивное движение. Заготовка, расположенная между гибочным роликом 58 и эксцентриковой оцравкой 56 изгибается в петлю, после чего ханизм формообразования петли задвигается. В процессе гибки петли гибочный ролик сначала поворачивается навстречу напраМ лению движения подачи проволоки на й который угол, а затем в обратную сторону на регулируемый угол, обеспечивающий заданную конфигурацию петли, ивюзвращается в прежнее положение.
гУ После того, как петля отфррмована, вновьвступает в работу механизм навивки flSBfpf ffoH части заготовки, осуществляя Щ р ЖтГдГ-Для этого шпинделю 47 дается Вращение В направлении навсивки на регулируемый угол, учитывающий пружинение проволоки, после чего шпиндель возвращается в исходное положение. Формообразование заднего конца заготовки производится на П-образной плите 35 концом поворотного двуплечего рычага 38 при воздействии на другое его плечо ку Sf . приводимого от вала 15 посредйвШГкшйЧейетхучасток заготовки расположенный в направЛйЮЩёмцазу 37 П-образной плиты 35, предохраняется от деформации упором 46. После осуществления гибки заднего конта заготовки поворбтный двуплечий рычаг 35 возврап;аётся в прежнее положение, П-образная плита 35 устанавливается вдоль оси franpaeTfeHM подачи йров блокй, Цилиндрическая 6правка 49 задвигается и готовая лрабл-ина сбрасывается. MisStsatf Формула изо W ё н « я . „ Автомат изготовления изделий из проволоки, содержащий установленные на станине механизм правки, подачи, резки Тгфоволоки,Шхайизмъ1 формообразования переднего и заднего концов заготовки и механиэм навивки средней части заготовки, отличающийся тем, что, с целью расширнйТ теХШШ чёЙсихв6зШжШс ей, он имеет выдвижной механизм изгиба средней ч fcWШroтoв™ГEDCтoящ;lй из каретки, размещенной в направляющих ставины, оправки, жестко закрецленной на каретке, и привОднОгО регулируемого йбводка с гибочным тальЦём,раШё11 ;ён нймэксц:ентрИчно Оси опрЖЩГмёхайШм формообразозаднег ;ШнцаМготбнктГЖтеfatftoH плиты, установленной в направляющих станиньт с возможностью перемещения рт1носттелйо вё р тййал ной плоскости, проходяЩей через линию подачи проволоки, и приводного гибочного рычага, при этом механизм формообразования заднего конца загОтрвки. размещен по ходу технологического прОЦесианепОсредственно за механизмом рШкй, йехжнйзЖ формообразования переднего конца заготовки размещен на расстояйиир азвернутой длины заготовки от мехагазма резки по ходу подачи провОЛокИ, а Х г§ яГН:Измй «авивйи й йзшба средней части заТотовкиразмещены жеЖду механизмами формообразования переднего и заднегр концов заготовки. Источник информации, принятый во в11Ж|оте риТэкоГе изеТ . Авторское свидетельство СССР № 288928, кл. В 21 F 3/027, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления двух ветвевых пружин с отогнутыми концами | 1989 |
|
SU1657263A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ПЕТЕЛЬ | 1972 |
|
SU349454A1 |
| Автомат для изготовления проволочных разводных шплинтов | 1977 |
|
SU749513A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Автомат для изготовления двухветвевых пружин с отогнутыми концами | 1982 |
|
SU1052304A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Автомат для изготовления изделий из проволоки с образованием петли | 1978 |
|
SU715190A2 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Станок для горячей навивки пружин кручения | 1985 |
|
SU1282948A1 |

В2
nrБ-S
Фиг.З
(llin.f
/
737080
ii; iip-jisi4 ii Vi iyfZ if:iл f : 2
: - Я-г:Г;:- i,KSSiffi6a s:ai x :.v
