1
Известен резьбонакатный инструмент, содержащий накатные ролики с кольцевой резьбой, установленные в корпусе под углом, равньш углу подъема обрабатываемой резьбы, и опорный стержень с резьбовой поверхностью. Этот стержень представляет собой винт и потому накатные ролики контактируют с ним не по всей своей шириие, что снилсает жесткость инструмента. Кроме того, известный инструмент после накатыБания должен вывинчиваться из отверстия, что снижает его производительность.
С целью устранения этих недостатков в предлагаемом инструменте опорный стержень выполнен с гранями по числу накатных роликОв, расположенными иод углом к оси инструмента, равньгм углу наклона накатных роликов, лри этом инструмент снабжен смоитированнымн в корпусе крышками с радиальными пазами, а накатные ролики выполнены с цапфами, размещенными в пазах крышек.
Для свободного выхода роликов нз отйерстия после накатывания разность расстояний от центра опорного стержня до вершины его грани и от центра до середины грани выполиена большей, чем высота нрофиля обрабатываемой резьбы.
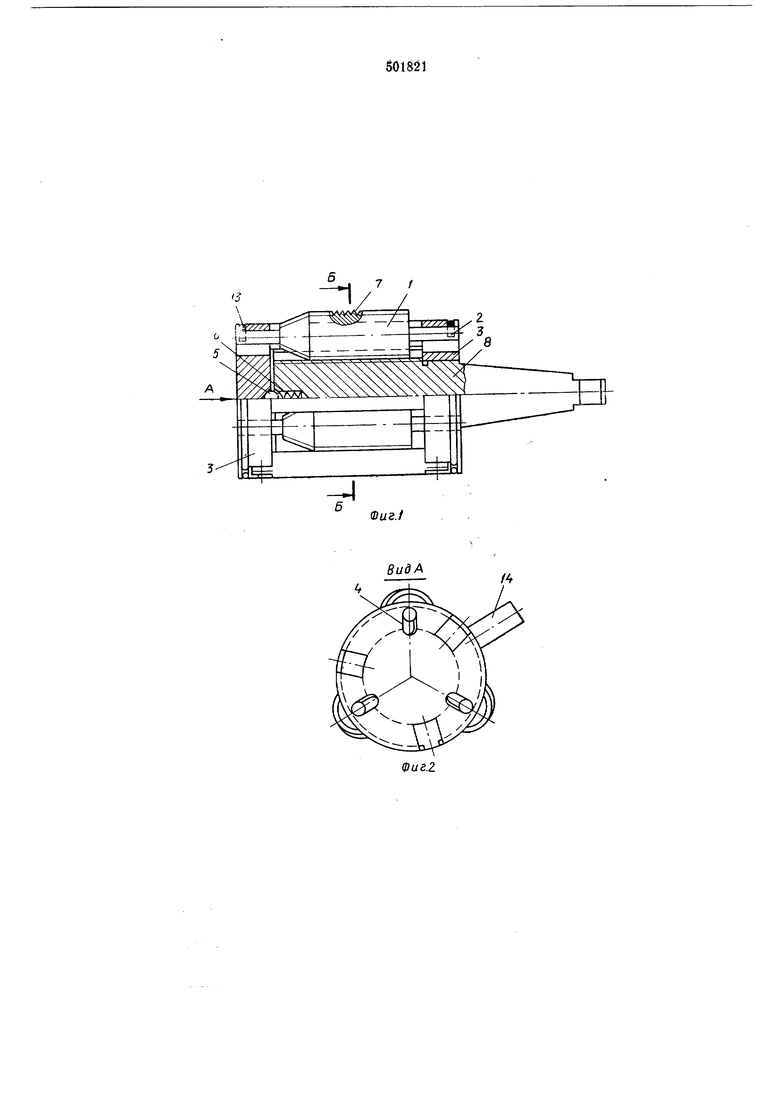
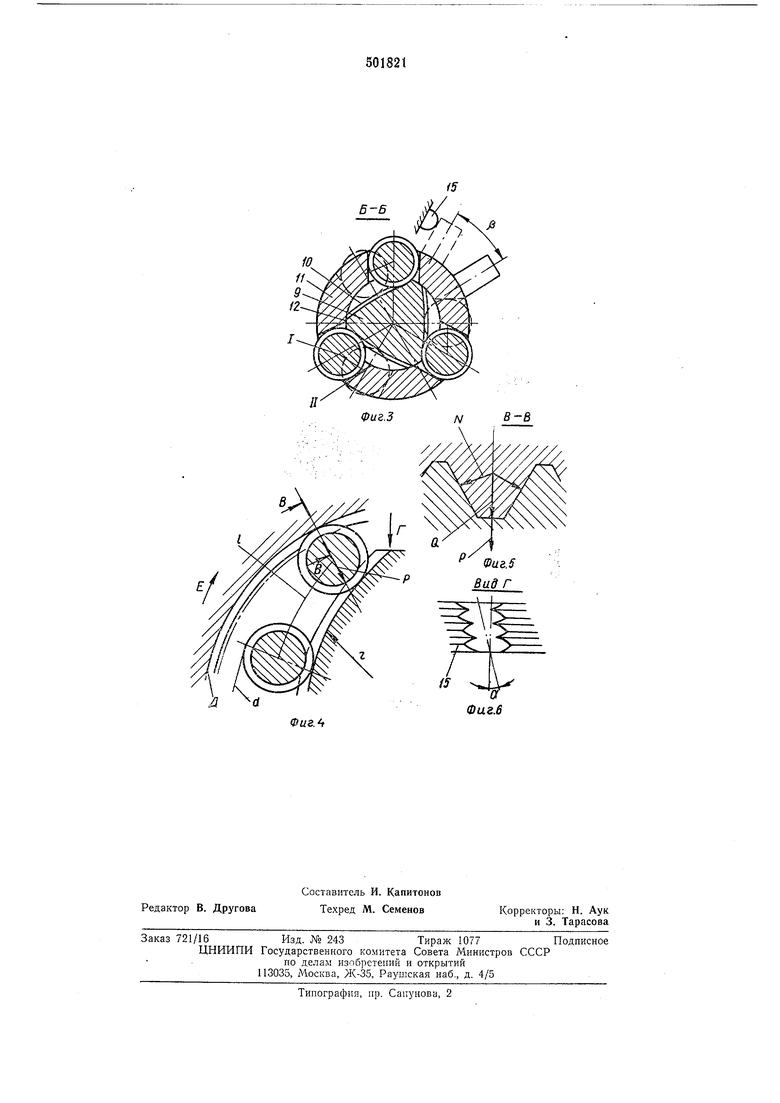
На фиг. 1 изображен лредлатаемый резьбонакатный инструмент, общий вид; на фиг. 2- вид по стрелке А на фиг. 1; на фиг. 3-сечеине по Б - Б на фиг. 1; «а фиг. 4 - нринципиальная схема обработки и работы предлагаемого инструмента; на фиг. 5-сечение по В - Б на фиг. 4; на фиг. 6 - вид по стрелке Г на фиг. 4.
Рабочие резьбовые ролики 1 (фиг. 1) своими цапфами 2 установлены в крышках 3, которые выполнены с пазами 4 (фиг. 2). Передняя крышка 3 через шарик 5 нодпружинена упругим элементом 6. Рабочие ролики 1 резьбовым профилем 7 сопрягаются с профилем резьбы опорного стержня 8, поперечным сечением которого является многогранник 9 (фнг. 3) с полным резьбовым профилем 10, ио его периметру. Рабочие ролики 1 заключены между поводковыми сегментами 11, которые базируются на цилиндрическую поверхность 12 опорного резьбового стержня 8. Рабочие ролики 1 при обкатке по опорному стерлсню 8 занимают рабочее I и нерабочее II положения (фиг. 3). Угол при вершине граней а (фиг. 6), и рабочие ролики всей длиной контактируют с опорным стержнем 8 под таким же углом. На крышках 3 установлены кольцевые пружины 13 (фнг. 1), которые вместе со стержневым новодком 14 служат для перемещения рабочих роликов 1 из положения I в положение IL а обратно - от упора 15.
Предлагаемый резьбонакатный кнстоумент работает следующим Образом.
Обрабатываемая деталь получает вращение по стрелке Е,- а- инструмент движется в осевdм йalпpaвлeнии. При этом стержневой поводок 14 в момент контакта с неподвижным упором & перемещаетсяна угол р.
На угол :р поворачиваются и поводковые сегменты 11, а следовательно, рабочие резьбовые ролики 1, обкатываясь по опорному стержню 8, перемещаются из положения II в положение I, разжимая кольцевые пружины 13. ШарИК 5 и упругий элемент 6, установленные в крышке 3, выполняют роль демпферного устройства. Центр ролика при регулировке раствора перемещается по дуге. TaiK как радиус г опорного стержня 8 переменный, то наружный диаметр d инструмента увеличивается (примерно на величину затылования опорного стержня) до наружного диаметра D обрабатываемой резьбы. В рабочем положении I резьбовых роликов 1 и происходит процесс пластической деформации резьбы на всей длине обработки, усилия Л Q которого (фиг. 5) действуют на резьбовые ролики 1. Суммарное усилие Р (фиг. 4, 5) воспринимается опорным стержнем 8, тем самым увеличивается жесткость инструмента и точность обрабатываемой резьбы. После окончания процесса накатывания рабочие ролики своим резьбовым профилем выводятся из контакта с обрабатываемой резьбой, t. е. перемещаются Ё Положение И и инструмент с ускоренной подачей возвращается в исходное положение. Такая конструкция позволяет компенсировать износ рабочих роликов и тем самым увеличить размерную стойкость резьбонакатного инструмента.
Формула изобретения
1. Резьбонакатный инструмент, содержащий накатные ролики с кольцевой резьбой, установленные в корпусе под углом, равным углу подъема обрабатываемой резьбы, и опорный стержень с резьбовой поверхностью, о тл и чающий с я тем, что, с целью повышения жесткости и увеличения производительности, опорный стержень выполнен с гранями по числу накатных роликов, расположенными к оси
инструмента под углом, равным углу наклона накатных роликов, при этом в корпусе смонтированы крышки с радиальными пазами, а накатные ролики выполнены с цапфами, размещенными в пазах крышек.
2. Инструмент по п. 1, отличающийся тем, что разность расстояний от центра опорного стержня до вершины его грани и от центра до середины грани больше высоты профиля обрабатываемой резьбы.
7 /
Фиг./
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатной инструмент | 1977 |
|
SU722641A1 |
| Резьбонакатной инструмент | 1978 |
|
SU782936A1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| Резьбонакатная головка | 1979 |
|
SU846019A1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| Резьбонакатная регулируемая плашка | 1982 |
|
SU1094658A1 |
| Резьбонакатной инструмент | 1978 |
|
SU673364A2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО НАКАТЫВАНИЯ РЕЗЬБЫ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2005 |
|
RU2280527C1 |
ВидА
10
д а
Б-в
Фиг.6
