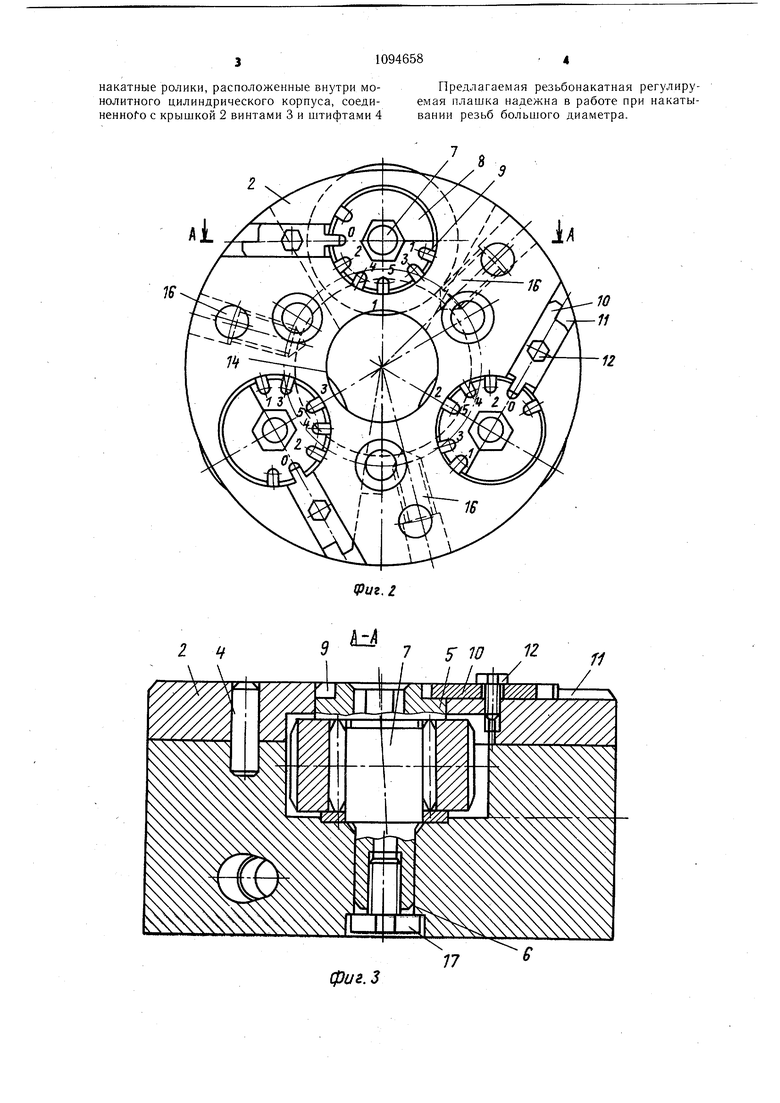
Изобретение относится к обработке металлов давлением и может быть использовано при накатывании резьбы на специальных и универсальных станках токарного типа. Известна резьбонакатная регулируемая плашка, содержащая корпус с размещенными в нем эксцентриковыми осями, на которых расположены накатные ролики. Эксцентриковые оси связаны между собой механизмом регулирования 1. Известная плащка характеризуется недостаточной жесткостью элементов механизма регулирования при накатывании резьб большого диаметра. Наиболее близкой к предлагаемой является резьбонакатная регулируемая плашка, содержащая корпус с размещенными в нем равномерно по окружности накатными роликами, установленными на эксцентриковых осях, связанных механизмом регулирования на размер 2. Недостатками плашки являются сложность изготовления и недостаточная жесткость механизма регулирования, что снижает надежность работы плашки и точность резьбы диаметром более М 56. Цель изобретения - обеспечение возмож кости накатывания крупных резьб. Поставленная цель достигается тем, что в резьбонакатной регулируемой плащке, содержащей корпус с размещенными в нем равномерно по окружности накатными роликами, установленными на эксцентриковых осях, связанных механизмом регулировки, последний выполнен в виде расположенного в корпусе фиксатора с выступами и размещенных на осях роликов соосно последнему делительных дисков с радиальными пазами под выступы фиксатора. При этом последний выполнен с двусторонним расположением выступов, причем один выступ выполнен относительно другого со смещением, равным половине шага между пазами делительного диска. На фиг. 1 показана плашка, разрез; на фиг. 2 - то же, вид спереди; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - вид на плащку. Резьбонакатная регулируемая плашка состоит из корпуса 1 с крыщкой 2, которые неподвижно соединены винтами 3 и штифтами 4 и создают жесткий монолитный корпус. В корпусе и крышке выполнены расточки 5 и 6, которые служат опорой осям 7, на эксцентричных шейках которых установлены на иглах резьбонакатные ролики под углом подъема резьбы. Шейка оси, на которой установлен ролик, эксцентрична относительно опорных шеек. Оси выполнены с одной стороны С фланцем §, котерый елужит как упор для ролика и игл, и, BMiCTt етем служит опорной цапфой в расточке крышки, Кроме того, этот же фланец служит делительным диском механизма регулирования диаметра накатываемой резьбы. На торце оси выполнены радиальные пазы 9, все пазы всех осей одинаково пронумерованы, так как рассчитаны положения эксцентричной шейки относительно направления эксцентриситета. Положение «О роликов соответствует номинальному размеру диаметра резьбы. Положение «5 соответствует наибольшему сближению накатных роликов к оси плашки. Положение « + - наибольшее удаление роликов от оси плашки. Положения «1 - «4 определяют промежуточные значения между крайними значениями. Настраиваемый диаметр резьбы зафиксирован плоским фиксатором 10, который имеет фиксирующие элементы с двух сторон, причем они смещены на половину шага между пазами. Фиксаторы устанавливаются в пазах II, выполненных в крышке, и закрепляются винтами 12. В корпусе выполнены пазы 13. Корпус имеет центральное отверстие 14 для прохождения заготовки и центрирующее отверстие 15. Плашка фиксируется на шейке шпинделя винтами, установленными в радиальных отверстиях 16 корпуса, а оси роликов крепятся к корпусу винтами 17. Работа инструмента, в основном, осуществляется аналогично работе других плашек для формообразования резьбы накатыванием. Плашку устанавливают на шейку щпинделя станка, центрируя по отверстию 15, выполненного в корпусе 1, и фиксируют винтами через отверстие 16. Включают вращение шпинделя и деталь вводят в отверстие 14, где конусная часть шейки детали закусывается заборной частью накатного ролика. Продолжая вращение инструмента на поверхности заготовки, накатывается резьба необходимого профиля и размера. Размер или диаметр резьбы регулируется вручную при наладке инструмента на обработку детали с определенными прочностными и пластическими характеристиками. Для этого ослабляют натяг винтов 17 и поворачивают оси 7 на заранее определенное положение замаркированных радиальных пазов 9, выполненных на торце оси, и фиксируют положение фиксаторами 10, которые закрепляют винтами 12 в пазах 11, а затем затягивают винты 17. Определенный опытным путем эксцентриситет, равный 0,5 мм для накатывания точных резьб большого диаметра, реализуется в секторе фланца между крайними пазами со знаками «1 и « + . Пользуясь фиксатором с фиксирующим элементом, симметрично расположенным относительно своей оси, изменяют диаметр накатываемой резьбы с точностью 0,07 мм, используя фиксирующий элемент, не симметрично расположенный относительно оси фиксатора, точность получают i Д18 рааа 1ыша, т е, 0,031 мм.. Для пд ворота оеей 7 еоотвётетаующим ключом непользуют внутренний шестигранник. При повороте концентричных шеек оси врасточках 5 и 6 средняя шейка, выполненная с эксцентриситетом, удаляет или приближает
31094658 4
накатные ролики, расположенные внутри мо-Предлагаемая резьбонакатная регулирунолитного цилиндрического корпуса, соеди-емая плашка надежна в работе при накатыHeHHofo с крышкой 2 винтами 3 и штифтами 4вании резьб большого диаметра.
Ai J
ZT
фиг.З
i
(риг. I
(риг. 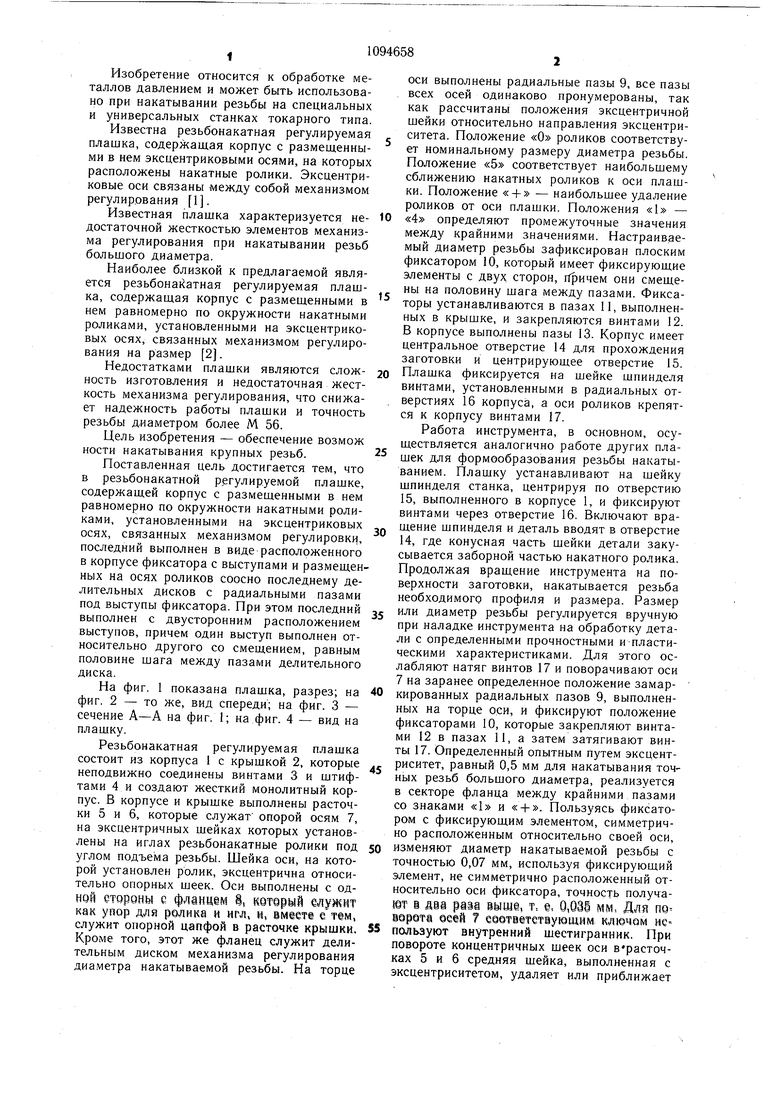
| название | год | авторы | номер документа |
|---|---|---|---|
| Плашка для накатывания резьбы | 1961 |
|
SU144145A1 |
| Плашка резьбонакатная | 1983 |
|
SU1072968A1 |
| Резьбонакатная плашка | 1989 |
|
SU1646657A2 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| Резьбонакатная плашка | 1982 |
|
SU1071343A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКАdK | 1972 |
|
SU426734A1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| Резьбонакатная головка | 1980 |
|
SU912363A1 |
| Резьбонакатное устройство | 1975 |
|
SU565762A1 |
| Установка для накатывания резьбы | 1981 |
|
SU984593A1 |

РЕЗЬБОНАКАТНАЯ РЕГУЛИРУЕМАЯ ПЛАШКА, со;1ержаш;ая корпус с размещенными в нем равномерно по окружности накатными роликами, установленными на эксцентриковых осях, связанных механизмом регулировки, отличающаяся тем, что, с целью обеспечения возможности накатывания крупных резьб, механизм регулировки выполнен в виде расположенного в корпусе фиксатора с выступами и размещенных на осях роликов соосно последним делительных дисков с радиальными пазами под выступы фиксатора, при этом последний выполнен с двусторонним расположением выступов, причем один выступ выполнен относительно другого со смещением, равным половине шага между пазами делительного диска. (Л со 4 О5 СП 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент ФРГ № 1225136, кл | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Султанов Т | |||
| А | |||
| Резьбонакатные головки | |||
| М., «Машиностроение | |||
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
