Изобретение относится к обработке металлов давлением, а именно к устройствам для накатывания внутренних и наружных резьб.
Известна реаьбонакатная головка для накатывания резьб, содержащая резьбонакатные ролики, установленные на эксцентриковых осях, кинематически свяяаиные между собой Ц .
Недостатком этой гоповкк является недостаточная жесткость, а следовательно, и недостаточная точность накатываемой резьбы.
Наиболее близким по техническому решению к предлагаемому является резь-, бонакатной инструмент, содержащий корпус и накатные ролики с кольцевой резьбой, установленные цапфами в радиальных пазах сепараторов под тлом к оси инструмента, равным угпу подъема обрабатываемой резьбы 2 .
Однако в этом инструменте накатные ролики с кольцевой резьбой в процессе опираются своим резьбовым про-
филем на резьбовой профиль опорного стержня, и при их вращении работают со скольжением опорных поверхностей в зоне контакта. Если учесть, что практически невозможно обеспечить точное прилегание профилей, то проскальзывание опорных поверхностей осуществляется по малым площадкам контакта, прижатых аруг к другу с больщими силами, возникающими при деформировании металла обрабатываемой детали. Это создает большой износ профилей резьбы как на роликах, так и на опорном стержне, поэтому конструкция имеет низкую надежность и малую долговечность.
Цель изобретения - повышение надежности и долговечности инструмента.
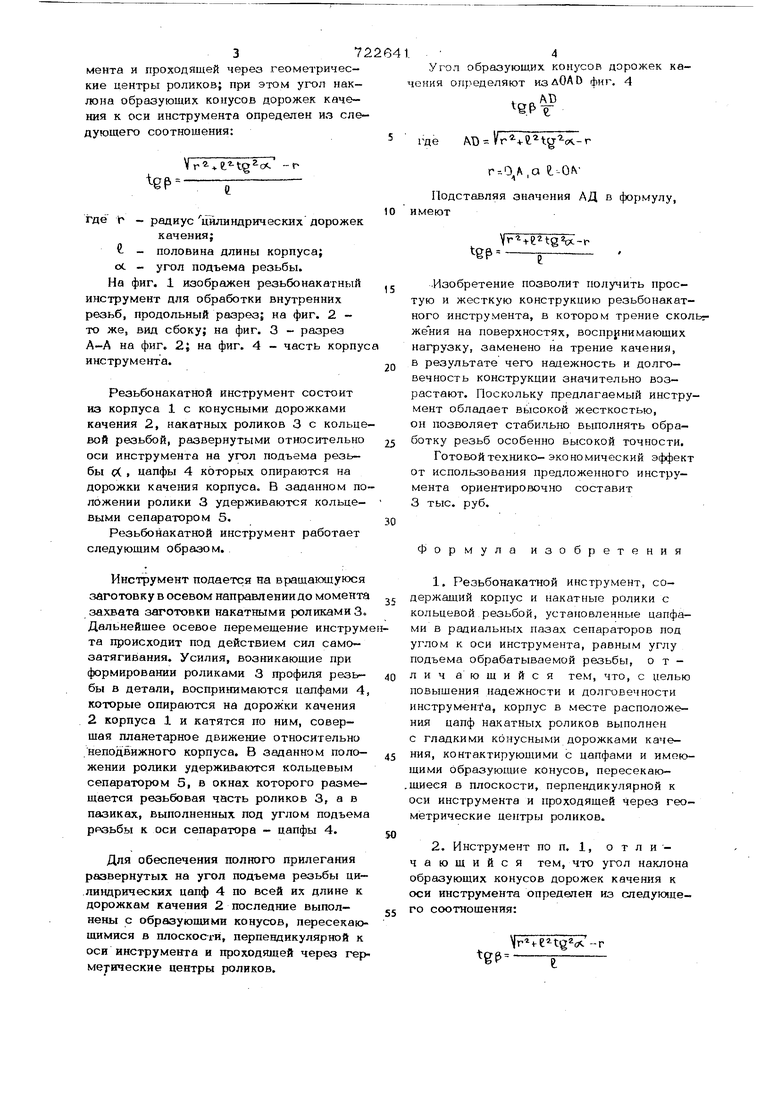
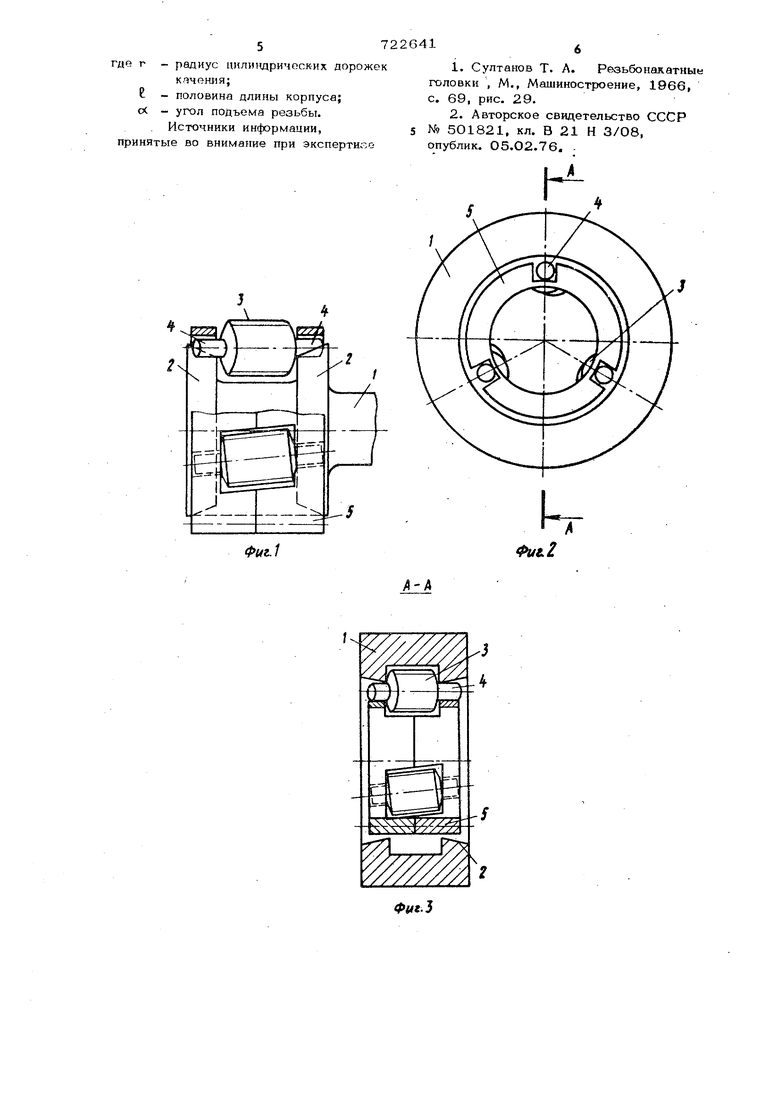
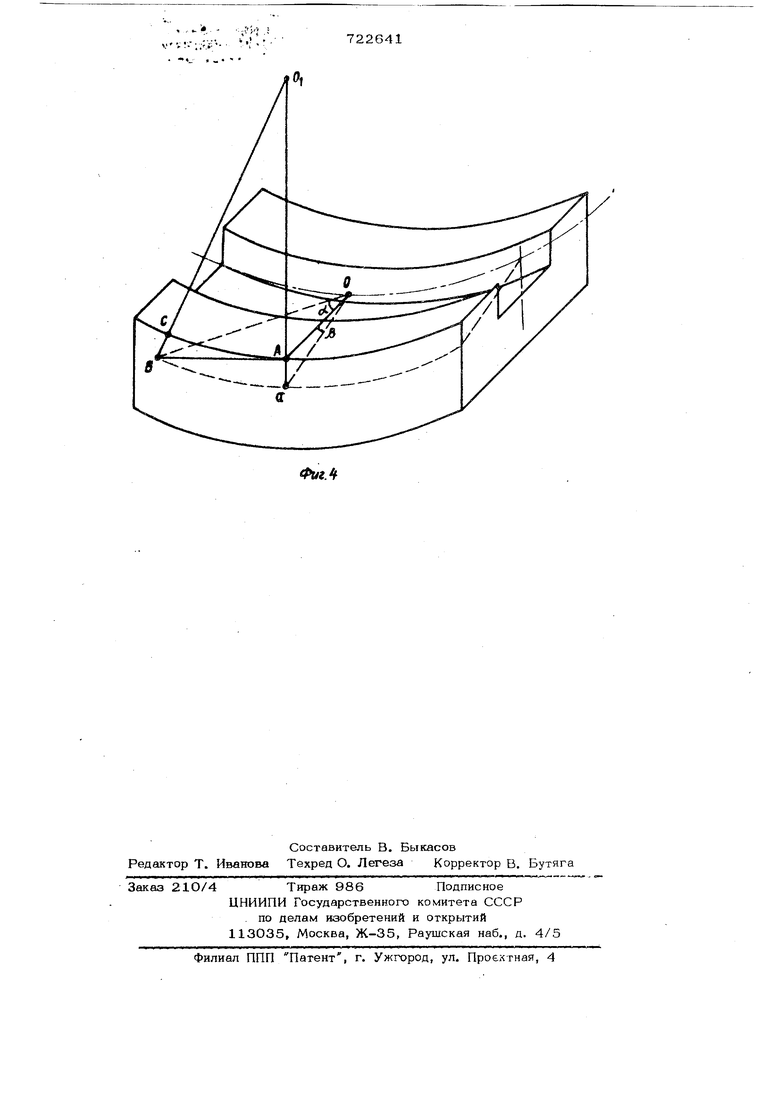
Указанная цель достигается тем, что корпус в месте расположения цапф накатных роликов вьшолнен с гладкими конусными дорожками качения, контактирующими с цапфами и имеющими образующие конусов, пересекающиеся в плоскости, перпендикулярной к оси инстру372264мента и проходящей через геометрические центры роликов; при этом угол образующих конусов дорожек качения к оси инструмента определен иа следующего соотношения: Vr2- + -ггде г - радиус цилиндрических дорожек качения; . - половина длины корпуса; ot - угол подъема резьбы. На фиг. 1 изображен резьбонакатный инструмент для обработки внутренних резьб, продольный разрез; на фиг. 2 то же, вид сбоку; на фиг. 3 - разрез А-А на фиг, 2; на фиг. 4 - часть корпус инструмента. Резьбонакатной инструмент состоит из корпуса 1 с конусными дорожками качения 2, накатных роликов 3 с кольце вой резьбой, развернутыми относительно оси инструмента на угол подъема резьбы с( , цапфы 4 которых опираются на дорожки каче1шя корпуса, В заданном по ложении ролики 3 удерживаются кольцевыми сепаратором 5, Резьбонакатной инструмент работает следующим образом. Инструмент подается на вращающуюся заготовку в осевом направлении до момента захвата заготовки накатными роликами 3 Дальнейщее осевое перемещение инструм та происходит под действием сил само- затягивания. Усилия, возникающие при формировании роликами 3 профиля резьбы в детали, воспринимаются цапфами 4 которые опираются на дорожки качения 2 корпуса 1 и катятся по ним, соверщая планетарное движение относительно неподвижного корпуса. В заданном положении ролики удерживаются кольцевым сепаратором 5, в окнах которюго размещается резьбовая часть роликов 3, а в пазиках, выполненных под углом подъема рр«ьбы к оси сепаратора - цапфы 4. Для обеспечения полного прилегания развернутых на угол подъема резьбы ци.линдрических цапф 4 по всей их длине к дорожкам качения 2 последние выполнены с образующими конусов, пересекаю щимися в плоскости, перпендикулярной к оси инструмента и проходящей через гер метические центры роликов. 5 1 4 Угол образующих конусов дорожек качения определяют издОАО фиг, 4 ЧРТ где AD - г--0/,а e.--ON Подставляя значения АД в формулу, имеют r + e t8«oc-r tgp , Изобретение позволит получить простую и жесткую конструкцию резьбонакатного инструмента, в котором трение скольгжения на поверхностях, воспринимающих нагрузку, заменено на трение качения, в результате чего надежность и долговечность конструкции значительно возрастают. Поскольку предлагаемый инструмент обладает высокой жесткостью, он позволяет стабильно выполнять обработку резьб особенно высокой точности. Готовойтехнико-экономический эффект от использования предложенного инструмента ориентировочно составит 3 тыс. руб. Формула изобретения 1.Резьбонакатной инструмент, содержащий корпус и накатные ролики с кольцевой резьбой, уста110вленнь е цапфами в радиальных пазах сепараторов под углом к оси инструмента, равным углу подъема обрабатываемой резьбы, о т лич ающийся тем, что, с целью повышения надежности и долговечности HHCTpyM eHfa, корпус в месте расположения цапф накатных роликов выполнен с гладкими конусными дорожками качения, контактирующими с цапфами и имеющими Образующие конусов, пересекающиеся в плоскости, перпендикулярной к оси инструмента и проходящей Через геометрические центры роликов. 2.Инструмент по п. 1, отличающийся тем, что угол наклона образующих конусов дорожек качения к оси инструмента определен из следующего соотнощения: VrHlng2 -r где г - радиус инлиндричоских дорожек качения; - половина длины корпуса; с - угол подъема резьбы. . Источники информации, принятые во внимание при экспертидо 72264 5 1 1.Султанов Т. Л. Резьбонакатные головки , М., Машиностроение, 1966, с. 69, рис. 29. 2.Авторское свидетельство СССР № 5О1821, кл. В 21 Н 3/08, опублик. 05.02.76. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатной инструмент | 1978 |
|
SU782936A1 |
| Резьбонакатный инструмент | 1973 |
|
SU501821A1 |
| Способ изготовления конических резьб | 1976 |
|
SU664727A1 |
| Способ формирования резьб | 1988 |
|
SU1572733A1 |
| ГОЛОВКА ДЛЯ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ С РАДИАЛЬНОЙ ПОДАЧЕЙ РЕЗЬБОНАКАТНЫХ РОЛИКОВ | 2004 |
|
RU2252844C1 |
| ОХВАТЫВАЮЩИЙ ИНСТРУМЕНТ ДЛЯ СТАТИКО-ИМПУЛЬСНОГО НАКАТЫВАНИЯ РЕЗЬБЫ | 2005 |
|
RU2280526C1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО НАКАТЫВАНИЯ РЕЗЬБЫ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2005 |
|
RU2280527C1 |
| Способ изготовления конической резьбы на полых изделиях накатыванием и резьбонакатная головка для его осуществления | 1974 |
|
SU766719A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
г
722641
