1
Изобретение относится к термической обработке металлических пластин, в частности многопазных пластин, применяемых для статоров различных электромеханических устройств.
Известен способ терморихтовки пластин, включающий набор пластин в пакет, размещение его сначала между промежуточными пластинами, затем между опорными шайбами, приложение давления, термическую обработку в вакууме и разборку пластин.
Сборку пластин в пакеты перед термической обработкой производят простым наложением пластин одной на другую в столбик.
Однако, при обработке многопазных пластин отдельные их лепестки попадают в пазы соседних пластин и наоборот. В результате термической обработки такие пластины деформируются. Деформация происходит также и при разборке пластин, когда пластины цепляются одна за другую лепестками.
Каждая деформированная пластина является причиной ухудшения свойств статорного пакета: ухудшаются свойства материала при появлении внутренних напряжений; в связи с тем, что при склеивании все пластины должны быть выпрямлены, приходится увеличивать механические давления, прикладываемые к склеиваемому статору; после склейки в выпрямленной пластине остаются внутренние наояжения, которые могут явиться причиной расклеивания пакета при обработке его боковых поверхностей.
С целью повышения качества многопазиых пластин магнитопроводов набор пластин и их разборку производят с центрированием по пазам пластин.
При терморихтовке опорные шайбы, между которыми устанавливают пластины, выполняют с отверстиями, совпадающими с пазами пластин, вводят в отверстия закрепленные на общем основании центрирующие стержни и производят набор пакета с помощью указанных стержней. Пластины поочередно нанизывают на центрирующие стержни без пересыпки тальком. Предварительно пластины тщательно очищают и обезжиривают. Собранный пакет накрывают второй опорной шайбой и стягивают прижимными винтами, удаляя центрирующие стержни по мере стягивания пакета. Собранный пакет, имеющий сквозные отверстия в местах пазов, помещают в плотно закрывающуюся банку из мягкой стали и термообрабатывают в вакууме при температуре
820±10°С. После термообработки разборку пакета производят при вновь вставленных центрирующих стержнях, исключающих де-. формацию пластин за счет перепутывания лепестков. Применение предлагаемого способа значительно уменьшает механические воздействня, оказываемые на пластины после термообработки.
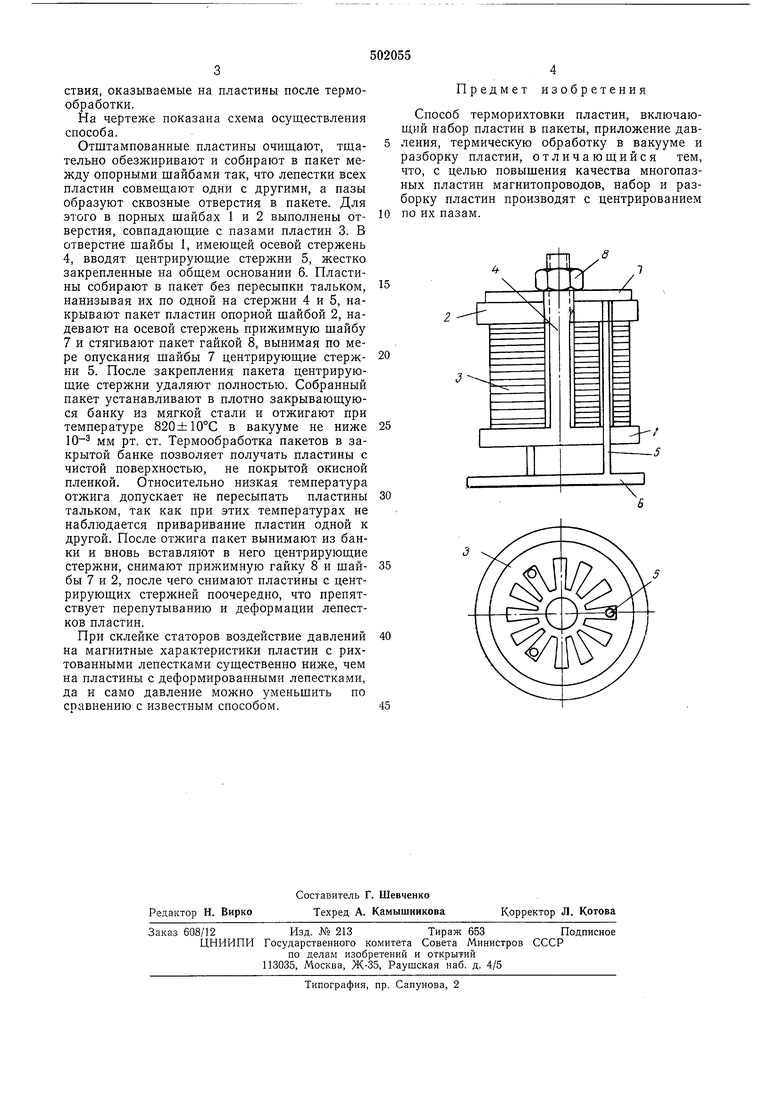
На чертеже показана схема осуществления способа.
Отштампованные пластины очищают, тщательно обезжиривают и собирают в пакет между опорными шайбами так, что лепестки всех пластин совмещают одни с другими, а пазы образуют сквозные отверстия в пакете. Для этого в порных шайбах 1 и 2 выполнены отверстия, совпадающие с пазами пластин 3. В отверстие щайбы 1, имеющей осевой стержень 4, вводят центрирующие стержни 5, жестко, закрепленные на общем основании 6. Пластины собирают в пакет без пересыпки тальком, нанизывая их по одной на стержни 4 и 5, накрывают пакет пластин опорной шайбой 2, надевают на осевой стержень прижимную шайбу 7 и стягивают пакет гайкой 8, вынимая по мере опускания шайбы 7 центрирующие стержни 5. После закрепления пакета центрирующие стержни удаляют полностью. Собранный пакет устанавливают в плотно закрывающуюся банку из мягкой стали и отжигают при температуре 820±10°С в вакууме не ниже 10- мм рт. ст. Термообработка пакетов в закрытой банке позволяет получать пластины с чистой поверхностью, не покрытой окисной пленкой. Относительно низкая температура отжига допускает не пересыпать пластины тальком, так как при этих температурах не наблюдается приваривание пластин одной к другой. После отжига пакет вынимают из банки и вновь вставляют в него центрирующие стержни, снимают прижимную гайку 8 и шайбы 7 и 2, после чего снимают пластины с центрирующих стержней поочередно, что препятствует перепутыванию и деформации лепестков пластин.
При склейке статоров воздействие давлений на магнитные характеристики пластин с рихтованными лепестками существенно ниже, чем на пластины с деформированными лепестками, да и само давление можно уменьшить по спавнению с известным способом.
Предмет изобретения
Способ терморихтовки пластин, включаюндш набор пластин в пакеты, приложение давления, термическую обработку в вакууме и разборку пластин, отличающийся тем, что, с целью повышения качества многопазных пластин магнитопроводов, набор и разборку пластин производят с центрированием по их пазам.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ терморихтовки пластин | 1981 |
|
SU1014937A1 |
| СПОСОБ ТЕРМОРИХТОВКИ ЗАГОТОВОК И ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВОГО ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
SU1433037A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОРИХТОВКИ МЕТАЛЛИЧЕСКИХ ПЛАСТИН | 2014 |
|
RU2568803C1 |
| Способ сборки пакетов магнитопроводов микромашин со скошенными пазами | 1974 |
|
SU608233A1 |
| СПОСОБ ТЕРМОРИХТОВКИ ЛИСТОВОГО Л1АТЕРИАЛА | 1972 |
|
SU352953A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| Щелевой фильтр | 1989 |
|
SU1607880A1 |
| Устройство для сборки пакетов магнитопроводов электрических машин | 1982 |
|
SU1067570A1 |
