1
Изобретение относится к области переработки полимерных материалов, в частности порошка фторопласта-4.
Известна пресс-форма для изостатического формования полых изделий из полимерных материалов, содержащая корпус с установленными в нем двумя полуформами, выполненными с возможностью возвратно-постунательного перемещения и образующими полость, соответствующую наружной поверхности формуемого изделия, и сердечник, обтянутый стационарно загерметизированной эластичной оболочкой.
Известная пресс-форма не позволяет изготавливать качественные полые изделия из фторопласта-4, снабженные широким фланцем.
Предлагаемая пресс-форма отличается от известной тем, что она снабжена формующим зеркало фланца кольцом, установленным с возможностью возвратно-поступательного перемещения, а сердечник выполнен с кольцевым выступом.
Целью изобретения является улучшение качества полых изделий из фторопласта-4 с широким фланцем.
Конструкция пресс-формы и принцип ее действия поясняются фиг. 1-6.
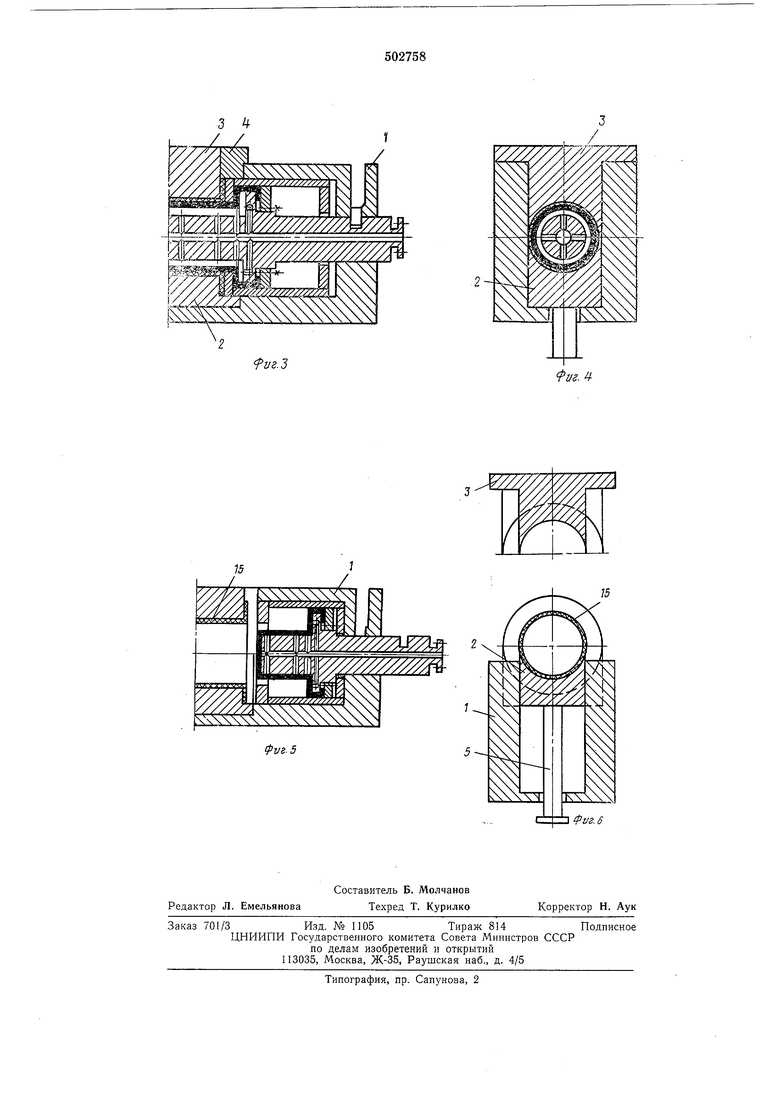
Пресс-форма для изостатического формования полых изделий из порошка фторопласта-4 содержит корпус 1, две полуформы 2 и 3, вставку 4, выталкиватель 5, сердечник 6, выполненный с кольцевым выступом 7 и об тянутый стационарно загерметизированной с помощью накидного кольца 8 и крепежны) деталей 9 эластичной оболочкой 10, формую щее зеркало фланца кольцо 11, снабженное параллельными оси сердечника 6 направляющими 12 с ограничительными шипами 13. Сердечник 6 фиксируется на время формования изделия закладным фиксатором 14.
Формование полых изделий с фланцем в описываемой пресс-форме осуществляется
следующим образом.
В полуформу 2 (фиг. 1, 2) засыпают половину навески порошка фторопласта-4 и разравнивают его так, чтобы образовалась ложбинка для сердечника 6. После этого в прессформу вводят сердечник 6, который кольцевым выступом 7 через эластичную оболочку 10 взаимодействует с формующим зеркало фланца кольцом И, устанавливая последнее в положение, необходимое для загрузки порошка. Сердечник 6 фиксируют закладным фиксатором 14. Засыпают навеску порошка фторопласта-4, предназначенную для формования верхней части изделия без фланца, и устанавливают верхнюю полуформу 3 (фиг.
3, 4). В зазор между торцом верхней полу fvs.3
иг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изостатического формования фторопласта-4 | 1991 |
|
SU1836219A3 |
| Устройство для изостатического формования фторопласта-4 | 1991 |
|
SU1836220A3 |
| Устройство для изостатического формования фторопласта-4 | 1991 |
|
SU1836217A3 |
| Устройство для изостатического формования порошка фторопласта-4 | 1991 |
|
SU1836221A3 |
| Устройство для изостатического формования фторопласта-4 | 1991 |
|
SU1836218A3 |
| СПОСОБ ИЗОСТАТИЧЕСКОГО ФОРМОВАНИЯ | 1992 |
|
RU2051036C1 |
| Гидравлический пресс для изготовления полых резиновых изделий | 1987 |
|
SU1479291A1 |
| Устройство для изготовления резиновых оболочек | 1981 |
|
SU994288A1 |
| Пресс-форма для напрессовки порошкового слоя на поверхность детали | 1989 |
|
SU1691115A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ВЫСОКОВОЛЬТНОГО КЕРАМИЧЕСКОГО ИЗОЛЯТОРА И ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2318657C1 |