1
Изобретение относится к средствам изготовления резиновых технических изделий и предназначено для формования и вулканизации резиновых полых изделий, в частности эластичных диафрагм для вулканизационных устройств.
Цель изобретения - улучшение условий труда и сокращение непроизводительных простоев пресса.
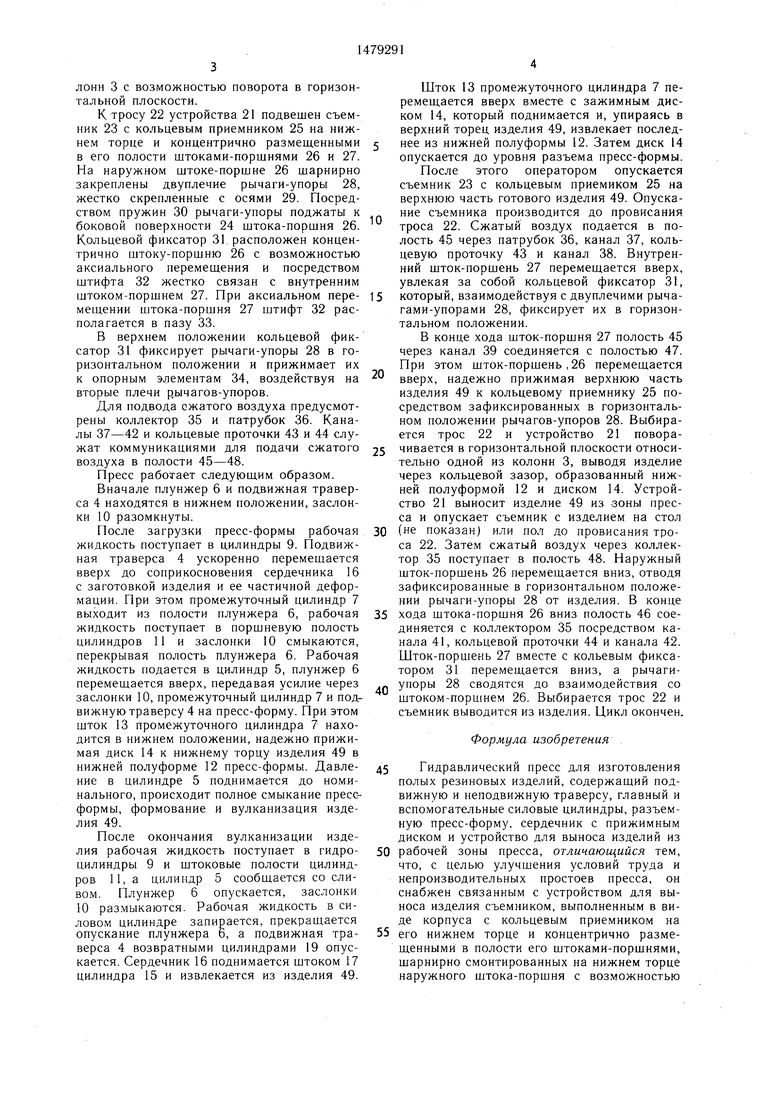
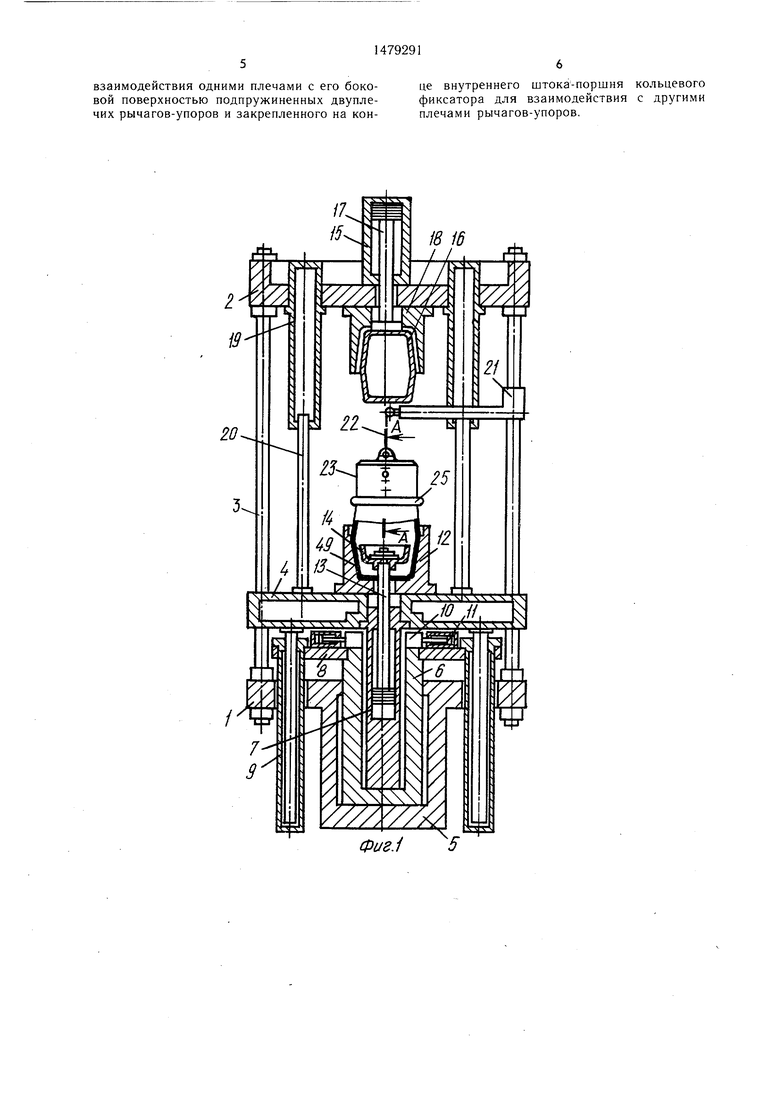
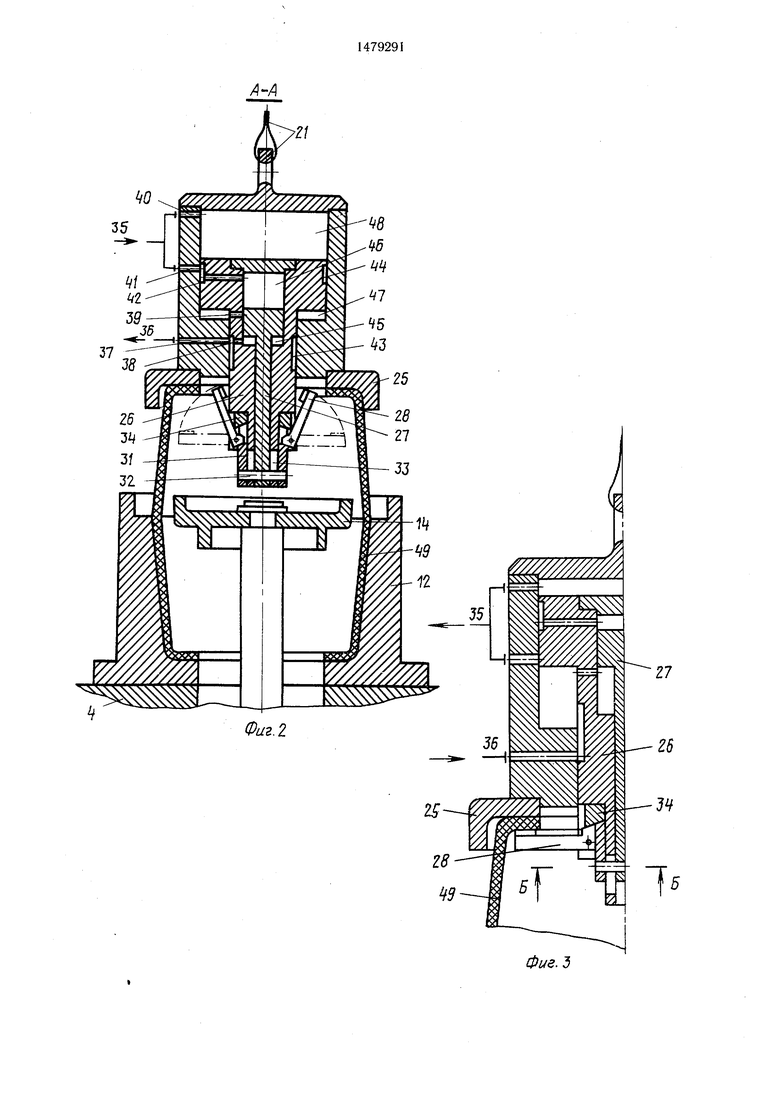
На фиг. 1 изображен предлагаемый пресс в начальный момент извлечения изделия; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - момент прижатия верхней части изделия к кольевому приемнику съемника; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 4.
Пресс содержит нижнюю траверсу 1, верхнюю траверсу 2, колонны 3 и подвижную траверсу 4. Нижняя траверса 1 выполнена заодно с силовым цилиндром 5, плунжен 6 которого имеет центральную полость для размещения промежуточного цилиндра 7. К плунжеру 6 прикреплена плита 8 со смонтированными на ней гидроцилиндрами 9, плунжеры которых связаны с подвижной траверсой 4. На верхнем торце плунжера 6 размещены заслонки 10, подвижные от поршневых гидроцилиндров 11. На подвижной траверсе 4 установлена нижняя полуформа 12 пресс-формы и промежуточный цилиндр 7 со штоком 13, жестко связанным с зажимным диском 14. На верхней траверсе 2 расположен поршневой цилиндр 15 с прикрепленным к сердечнику 16 штоком 17. К нижней поверхности траверсы 2 прикреплена вторая полуформа 18 пресс-формы и возвратные цилиндры 19, плун- жены 20 которых соединены с подвижной траверсой 4. Пресс снабжен устройством 21 для выноса изделия из рабочей зоны пресса, установленным на одной из его коЈъ
J
со ю
со
лонн 3 с возможностью поворота в горизонтальной плоскости.
К тросу 22 устройства 21 подвешен съемник 23 с кольцевым приемником 25 на нижнем торце и концентрично размещенными в его полости штоками-поршнями 26 и 27. На наружном штоке-поршне 26 шарнирно закреплены двуплечие рычаги-упоры 28, жестко скрепленные с осями 29. Посредством пружин 30 рычаги-упоры поджаты к боковой поверхности 24 штока-поршня 26. Кольцевой фиксатор 31 расположен концентрично штоку-поршню 26 с возможностью аксиального перемещения и посредством штифта 32 жестко связан с внутренним штоком-поршнем 27. При аксиальном пере- мещении штока-поршня 27 штифт 32 располагается в пазу 33.
В верхнем положении кольцевой фиксатор 31 фиксирует рычаги-упоры 28 в горизонтальном положении и прижимает их к опорным элементам 34, воздействуя на вторые плечи рычагов-упоров.
Для подвода сжатого воздуха предусмотрены коллектор 35 и патрубок 36. Каналы 37-42 и кольцевые проточки 43 и 44 служат коммуникациями для подачи сжатого воздуха в полости 45-48.
Пресс работает следующим образом.
Вначале плунжер 6 и подвижная траверса 4 находятся в нижнем положении, заслонки 10 разомкнуты.
После загрузки пресс-формы рабочая жидкость поступает в цилиндры 9. Подвижная траверса 4 ускоренно перемещается вверх до соприкосновения сердечника 16 с заготовкой изделия и ее частичной деформации. При этом промежуточный цилиндр 7 выходит из полости плунжера 6, рабочая жидкость поступает в поршневую полость цилиндров 11 и заслонки 10 смыкаются, перекрывая полость плунжера 6. Рабочая жидкость подается в цилиндр 5, плунжер 6 перемещается вверх, передавая усилие через заслонки 10, промежуточный цилиндр 7 и подвижную траверсу 4 на пресс-форму. При этом шток 13 промежуточного цилиндра 7 находится в нижнем положении, надежно прижимая диск 14 к нижнему торцу изделия 49 в нижней полуформе 12 пресс-формы. Давление в цилиндре 5 поднимается до номинального, происходит полное смыкание пресс- формы, формование и вулканизация изделия 49.
После окончания вулканизации изделия рабочая жидкость поступает в гидроцилиндры 9 и штоковые полости цилиндров 11, а цилиндр 5 сообщается со сливом. Плунжер 6 опускается, заслонки 10 размыкаются. Рабочая жидкость в силовом цилиндре запирается, прекращается опускание плунжера о, а подвижная траверса 4 возвратными цилиндрами 19 опускается. Сердечник 16 поднимается штоком 17 цилиндра 15 и извлекается из изделия 49.
0
5
0
5
0
5
0
55
Шток 13 промежуточного цилиндра 7 перемещается вверх вместе с зажимным диском 14, который поднимается и, упираясь в верхний торец изделия 49, извлекает последнее из нижней полуформы i2. Затем диск 14 опускается до уровня разъема пресс-формы.
После этого оператором опускается съемник 23 с кольцевым приемиком 25 на верхнюю часть готового изделия 49. Опускание съемника производится до провисания троса 22. Сжатый воздух подается в полость 45 через патрубок 36, канал 37, кольцевую проточку 43 и канал 38. Внутренний шток-поршень 27 перемещается вверх, увлекая за собой кольцевой фиксатор 31, который, взаимодействуя с двуплечими рычагами-упорами 28, фиксирует их в горизонтальном положении.
В конце хода шток-поршня 27 полость 45 через канал 39 соединяется с полостью 47. При этом шток-поршень ,26 перемещается вверх, надежно прижимая верхнюю часть изделия 49 к кольцевому приемнику 25 посредством зафиксированных в горизонтальном положении рычагов-упоров 28. Выбирается трос 22 и устройство 21 поворачивается в горизонтальной плоскости относительно одной из колонн 3, выводя изделие через кольцевой зазор, образованный нижней полуформой 12 и диском 14. Устройство 21 выносит изделие 49 из зоны пресса и опускает съемник с изделием на стол (не показан) или пол до провисания троса 22. Затем сжатый воздух через коллектор 35 поступает в полость 48. Наружный шток-поршень 26 перемещается вниз, отводя зафиксированные в горизонтальном положении рычаги-упоры 28 от изделия. В конце хода штока-поршня 26 вниз полость 46 соединяется с коллектором 35 посредством канала 41, кольцевой проточки 44 и канала 42. Шток-поршень 27 вместе с кольевым фиксатором 31 перемещается вниз, а рычаги- упоры 28 сводятся до взаимодействия со штоком-поршнем 26. Выбирается трос 22 и съемник выводится из изделия. Цикл окончен.
Формула изобретения
Гидравлический пресс для изготовления полых резиновых изделий, содержащий подвижную и неподвижную траверсу, главный и вспомогательные силовые цилиндры, разъемную пресс-форму, сердечник с прижимным диском и устройство для выноса изделий из рабочей зоны пресса, отличающийся тем, что, с целью улучшения условий труда и непроизводительных простоев пресса, он снабжен связанным с устройством для выноса изделия съемником, выполненным в виде корпуса с кольцевым приемником на его нижнем торце и концентрично размещенными в полости его штоками-поршнями, шарнирно смонтированных на нижнем торце наружного штока-поршня с возможностью
взаимодействия одними плечами с его боковой поверхностью подпружиненных двуплечих рычагов-упоров и закрепленного на конце внутреннего штока-поршня кольцевого фиксатора для взаимодействия с другими плечами рычагов-упоров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический пресс для изготовления полых резиновых изделий,например,диафрагм | 1982 |
|
SU1058791A2 |
| Гидравлический пресс для изготовления полых резиновых изделий | 1987 |
|
SU1479290A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2131355C1 |
| Гидравлический пресс для изготовления полых резиновых изделий | 1985 |
|
SU1242392A1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
| Гидравлический пресс | 1977 |
|
SU692738A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Гидравлический пресс для изготовления полых резиновых изделий, например, диафрагм | 1975 |
|
SU536063A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1984 |
|
SU1243280A1 |
| Вулканизационный пресс для изготовления резиновых изделий с открытой полостью | 1968 |
|
SU267877A1 |

Изобретение относится к области изготовления резиновых технических изделий и предназначено для формования и вулканизации резиновых полых изделий, в частности эластичных диафрагм для вулканизационных устройств. Цель изобретения - улучшение условий труда и сокращение непроизводительных простоев пресса. Для этого с устройством 21 для выноса изделия из рабочей зоны пресса связан съемник. Съемник выполнен в виде корпуса 24 с кольцевым съемником 25 на его нижнем торце и концентрично размещенными в полости его штоками - поршнями 26 и 27. На нижнем торце наружного штока - поршня 26 шарнирно закреплены с возможностью взаимодействия одними плечами с его боковой поверхностью подпружиненные двуплечие рычаги - упоры 28. На конце внутреннего штока - поршня 27 закреплен кольцевой фиксатор 31 для взаимодействия с вторыми плечами рычагов - упоров 28. Во время выгрузки верхний борт изделия 49 зажимается между съемником 25 и разведенными рычагами - упорами 28. После этого съемник с изделием 49 устройством 21 выносится из рабочей зоны пресса. 5 ил.
Фиг.1
Lt
ЈЈ
Oh
6S6ZfrI
29
28
J7
27
ФигЛ
Фиг. 5
| Гидравлический пресс для изготовления полых резиновых изделий, например, диафрагм | 1975 |
|
SU536063A1 |
| Солесос | 1922 |
|
SU29A1 |
| Гидравлический пресс для изготовления полых резиновых изделий,например,диафрагм | 1982 |
|
SU1058791A2 |
| Солесос | 1922 |
|
SU29A1 |
