Изобретение относится к области изготовления резиновых оболочек в частности диафрагм. .
Известно устройство для изготовления резиновых оболочек, содержащее верхнюю и нижнюю полуформы, систему выталкивания и разъемный дорн,.состоящий из съемных вкладашей и аксяально подвижного профильно1чэ сердечника tn.
В. этом устройстве после раскрытия пресс-формы готовое изделие остается на профильном сердечнике, что увеличивает простой устройства при выгрузке изделия и, следовательно, снижает его производительность.
Этот недостаток устранен в устройстве для изготовления резиновых оболочек , которое является ближайшим к описываемому изобретению по технической сущности и достигаемому эффекту и содержит разъемную прессформу, аксиально подвижное зажимное приспособление и жесткий вкладыш, состоящий из двух соосно расположенных профильной и, дисковой частей, последняя из которых связана с приводом аксиального перемещения t23.
В известном устройстве зажимное приспособление выполнено в виде ко1льцевого выступа, расположенного на дисковой части вкладыша, и диска, взаимодействующего торцом с дисковым вкладьлием и выступом, причем на,ружный диаметр кольцевого выступа больше диаметра горловины оболочки.
Устройство обеспечивает быструю выгрузку изделия, поскольку последнее после раскрытия форьвл остается
10 на дисковой части вкладыша. Однако для окончательного съема изделия с вкладыша приходится вручную растягивать горловину вкладапиа, чтобы она прошла через кольцевой выступ, что
15 затрудняет обслуживание устройства.
Целью изобретения является облегчение обслуживания устройства.
Для достижения поставленной цели в устройстве для изготовления рези20новых оболочек, сод жащем разъемную пресс-форму, аксиально подвижное зажимное приспособление и жесткий вкладыш, состоящий из двух соосно расположенных профильной и дисковой
25 частей, последняя из которых связана с приводе аксиального п емещения, зажимное приспособление выполнено в виде аксиально подвижного прижимного кольца и разъемной обжимной
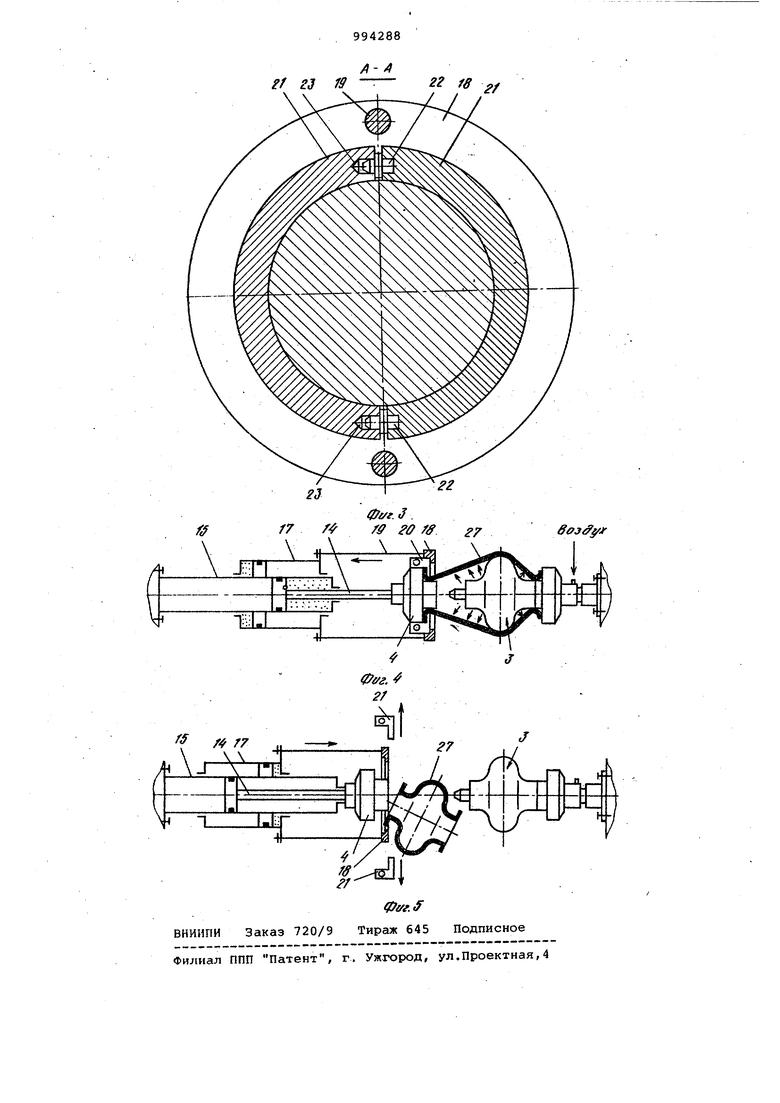
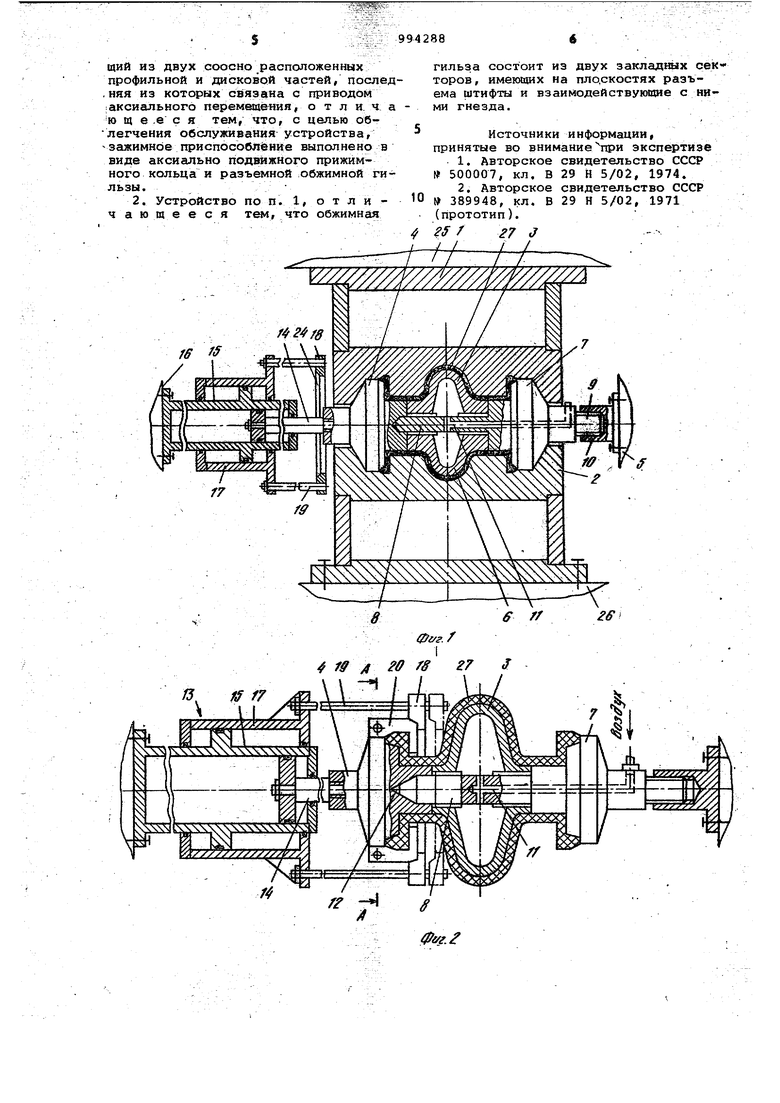
30 гильзы. .Обжимная гильза выполнена из двух закладных секторов, имеющих на плоскостях разъема штифты и взаимодействующие с ними гнезда. На фиг. 1 изображено описываемое .устройство и рабочем положении; на фиг. 2 - вкладыш с приводом и нажимное приспособление; на фиг. 3 разрез А-А на фиг. 2 в увеличенном масштабе) на фиг. 4 и 5 - различные стадии съема готового изделия вкладыша . Устройство для иэ готовлания резиновых оболочек содержит разъем ную пресс-форму с верхней 1 и нижЪей 2 полуформами, имеющими паровые рубашки, жесткий,вкладыш и зажимное приспособление. Вкладыш состоит из соосно распол женных профильной 3 и дисковой 4 частей. Профильная часть 3 установл на стационарно на опоре 5 и состоит из полого элемента б и сплошного по садочного элемента 7, имеющего леву 8и правую 9 полуоси. Правая полуос 9на резьбе установлена в: стакане 1 опоры 5, а левая полуось 8 имеет ка нал 11 для подачи сжатого воздуха в полость элемента б. Конец полуоси р выполнен коническим. I Дисковая часть 4 вкладыша имеет коническое гнездо 12, взаимодейству ющее с концом полуоси 8,и связана с приводом 13 аксиального перемещения Привод 13 аксиального перемещения выполнен в виде телескопического силового цилиндра, центргшьный шток 14 которого посредством резьбы свя зан с дисковой частью, внутренний цилиндр 15 смонтирован на ©поре 16, а внешний цилиндр 17 выполнен акси-ально подвижны м. Зажимное приспособление выполнено в виде аксиально подвижного коль ца 18, связанного посредством штанги 19 с внешним цилиндром 17 привода 13 аксиального перемещения, и разъемной обжимной гильзы 20. Гильза 20 выполнена из двух закладных секторов 21, имеющих на плоскостях разъема штифты 22 и взаимодействующие с ними гнезда 23. Прижимное кольцо 18 имеет коническую проточку 24, взаимодействующую с гильзой 20. При эксплуатации полуформы 1 и 2 монтируются соответственно на верхней 25 и нижней 26 плитах пресса. Работает устройство следуюищм об разом. Заготовка резиновой смеси уклады вается на нижнюю полуформу 2 и верх няя 1 и нижняя 2 полуформы смыкаются плитами пресса вокруг вкладыша. При этом происходит формование (отливка) резиновой оболочки 27, а зат и вулканизация по заданному режиму (см. фиг, 1). По окончании вулканизации прессформа раскрывается, полуформы 1 и 2 плитами 25 и 26 пресса отводятся от ;вкладыша, а он вместе с оболочкой 27 остается в горизонтальном положении, поскольку его дисковая часть 4 прижата приводом 13 к неподвижной профильной части 3. Затем подается давление в правую полость цилиндра 17 привода 13,и цилиндр 17 вместе со штангами 19 и прижимным кольцом 18 перемещается вправо относительно цилиндра 15. При этом кольцо 18 проходит за дисковую часть 4 с находящейся на ней бортовой зоной готовой оболочки 27. После этого на бортовую зону оболочки 27и дисковую часть 4 устанавливаются закладные сектора 21, при этом штифты 22 секторов 21 заходят в глухие гнезда 23. Затем подается давление в левую полость цилиндра 17 и он вместе со штангами 19 и кольцом 18 перемещается влево до взаимодействия кольца 18 с закладными секторами 21 (см. фиг. 2). Когда конусная проточка 24 кольца, охватит сектора 21 и последние прижмут бортовую зону оболочки к дисковой части 4, подается давление в правую полость цилиндра 15 привода 13. При этом дисковая т часть 4 стягивает оболочку 27 с неподвижной профильной части 3 вкладыша (см. фиг. 4). Одновременно с этим по каналу 11 подается воздух, который из полости элемента 6 через зазор между ним и полуосью 8 попадает в полость оболочки 27 и облегчает стягивание, последней с- части 3 вкладыша. . После стягивания оболочки 27 с неподв€ жной части 3 прекращаются подача воздуха в канал 11 и подача давления в правую полость цилиндра 15 ив левую полость цилиндра 17. Затем подается давление в правую полость цилиндра 17 ипоследний перемещается вправо и отводит кольцо-18 от гильзы 20, освобождая сЪктора 21, которые потом снимаются (см. фиг. 5). После снятия секторов 21 оболочка 27 полностью снимается с вкладыша. Затем дисковая часть 4 пе1ремеи1ается приводом 13 до взаимодействия гнезда 12 с концом полуоси 8, и процесс повторяется. Предложенное устройство обеспечивает легкий и быстрый съем готовой оболочки с сердечника, что упрощает его обслуживание и гарантирует высокую производительность. Формула изобретения 1. Устройство для изготовления резиновых оболочек, содержащее разъемную пресс-форму, зажимное приспо- собление и жесткий вкладыш, состоящий из двух соосно расположенных профильной и дисковой частей, послед,няя из которых связана с приводом :аксиального перемещения, о т л и ч а ю щ е .е с я тем, что, с целью обдегчения обслуживания устройства, зажимное приспособление выполнено в виде аксиально подвижного прижимного кольца и разъемной .обжимной гильзы.
2. Устройство по п. 1, о т л и чающееся тем, что обжимная
гильза состоит из двух закладных секторов , имеквдих на пло.скостях разъема штифты и взаимодействующие с ними гнезда.
Источники информации,
принятые во вниманиеЛпри зкспертизе
1.Авторское свидетельство СССР № 500007, кл. В 29 Н 5/02, 1974.
2,Авторское свидетельство СССР 389948, кл. В 29 Н 5/02, 1971 (прототип).
ef 27 J 4 fff А 0 г8 v .:. /-Г/1 .,. , „ J ,L, ,х у Ьс4х й/Ух/у Ж7 Ч, г

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления резиновых полых изделий | 1988 |
|
SU1537550A1 |
| Пресс-форма для вулканизации резино-кордных оболочек | 1982 |
|
SU1086638A1 |
| Устройство для вулканизации резино-кордных оболочек | 1982 |
|
SU1052414A1 |
| Пресс-форма для изготовления резиновых оболочек | 1979 |
|
SU856840A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU958127A1 |
| Пресс-форма для изготовления трубчатых эластичных оболочек | 1978 |
|
SU874386A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU994292A1 |
| Устройство для изготовления покрышек пневматических шин | 1987 |
|
SU1442423A2 |
| Устройство для формования и вулканизации резинокордных оболочек | 1983 |
|
SU1106674A1 |
| Устройство для формования и вулканизации покрышек | 1987 |
|
SU1442416A1 |