1
I Изобретение относится к механизации процесса изготовления модельных блоков для литья по выплавляемым моделям В настоящее время изготовление керамических блоков осуществляется в раздель- ных агрегатах: в одном - окраска, в другом - обсыпка.
Обсыпочный агрегат включает камеру псевдокипения обсыпочного материала, в которой размещен приводной барабан с
горизонтальной осью вращения для нанесения обсыпочного материала на модель, ные блоки с перфорированной обе 1айкой и закрепленными на его наружной поверхности лопатками. Обсыпочный и окрасочный агрегаты соединены между собой конвейерными цепями с подвещенными на них керамическими блоками.
Однако в таких условиях возрастает
.стоимость каждого агрегата из-за нали- чия индивидуальных приводов, нерационально используются площади, и кроме того необходимы транспортные устройства для
, перемещени. модельных блоков от одного
агрегата к другому, при этом с блоков
стекает лишняя краска, что значительно ухудщает санитарно-гигиенические условия цеха.
Цель изобретения - повышение производительности .
Для этого предлагаемая установка для ; изготовления керамических блоков снабже: на окрасочным устройством и полым пер- Iфорированным цилиндром, внутренняя по- верхнОсть которого предназначена для пермещения по ней модельного блока, а на ;внещнейего поверхности последовательно ,закреплены окрасочнс.е устройство и бара бан для обсыпочного материала, причем окрасочное устройство выполнено в виде приводного барабана с продолын 1ми выступами по всей его внутренней поверхности.
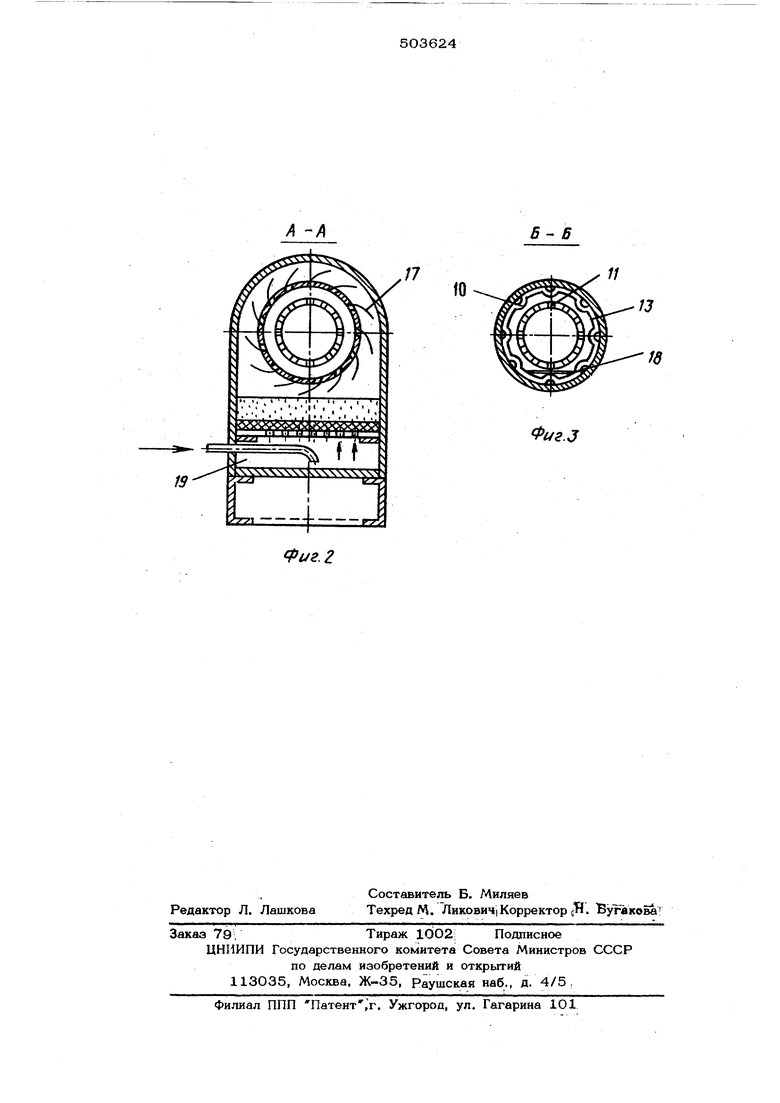
На фиг. 1 изображена предлагаемая установка, продольный разрез; на фиг.2разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг. 1. Установка имеет окрасочное устройство 1, обсыпочноё устройство ; 2, привод 3, раму 4 с опорами 5 и 6, i на которых установлен барабан 7. На ба рабане 7 закреплена шестерня 8, соединенная с шестерней 9. На внутренней цилиндрической части барабана 7 расположены выступы Юо Полый перфорированный цилиндр 11 установлен внутри барабана 7 и вращается вместе с ним. Вместо перфорированного цилиндра .11 могут быть установлены также направляющие в виде круглых стержней. Модельный блок 12 имеет по торцам круглые пояски, которыми он скользит внутри цилиндра 11. Внутри барабана 7 размещена эластичная оболочка 13, которая служит для удобства чистки барабана 7. В камере 14герме-, тично по периметру закреплена войлочнофетровая прокладка 15, на которой размешен материал обсыпки 16, Лопасти 17 укреплены снаружи барабана 7 и служат для подъема материала обсыпки 16. Краска 18 находится в нижней части оболочки 13. Полость 19 соединяется с магистралью сжатого воздуха.
Втулка 20 может свободно вращаться в своем гнезде в горизонтальном направлении. Втулка 21 аналогична по устройству втулке. 20.
Установка работает следующим образом.
Материал окраски 18 в количестве, например, сменной нормы, заливают в оболочку 13. Материал обсыпки 16 в норме засыпают в камеру 14..Включа эт привод 3, который с помощью щестерен 8 и Э. приводит во вращашвльное движение барабан 7, который при определенном; числе оборотов приводит во взвешенное состояние покрасочный, и обсыпочныйматериалы. Затем наполняют полость 19 сжатым воздухом, который поддерживает материал обсыпки 16 в состоянии псевдоки- пения. Далее во втулку 2 О закладывают модельный блок 12 и проталкивают его вручную или механически справа налево, и он поступает в перфорированный цилиндр 11, где начинает вращаться вместе с ним и равномерно окращиваться. У барабана 7 в зоне, где происходит окрашивание модельного блока, имеются конусные части, предохраняющие краску 18 от растекания, Пройдя зону окраски,- модельный блок 12j попадает в узкую часть барабана 7, где с б-лока стекает лишняя краска 18. При Дальнейшем движении модельного блока 12 0 перфорированном цилиндре 11 в том же
направлении, он попадает в камеру 14, т.е. в зону обсыпки, где с помощью сжатого воздуха, выходящего вверх из полости 19, материал обсыпки 16 находится в
состоянии псевдокипения. Лопасти 17 обеспечивают подъем тяжеловесных материалов обсыпки 16. Модельный блок 12, пройдя перфорированный цилиндр 11, заканчивает свое движение во втулке 21, откуда он
или механически поступает на
линию сушки, после чего цикл повторяется снова. Таким образом, каждый модельный блок может совершать в установке столько циклов, сколько необходимо получить на нем слоев. За счет ликвидации
.ручного труда и за счет сокращения межоперационного времени предлагаемая установка в одну и ту же единицу времени значительно повышает выпуск керамических блоков.
Рахшональное смежное размещение агрегатов без конвейерных транспортных цепей делает установку компактной, занимающей небольшую производственную площадь, что, в свою очередь, значительно снижает капитальные затраты и улучшает производственную культуру цеха.
30
Формула изобретения
1. Установка для изготовления керамических блоков, включающая камеру псевдокипения обсыпочного материала, в которой
размещен приводной барабан с горизонтальной осью вращения для нанесения обсыпочного материал;: на модельные блоки с перфорированной ос,; и закрепленными на его наружной i ., охности лопатками, .j:
отличающа iтем, что, с |
целью повышения прол . лдительрости, она снабжена окрасочным устрбйством и полым перфорированным цилиндром, внутренняя поверхность которого предназначена для
перемещения модельного блока , а на внешней его поверхности последовательно закреплены окрасочное устройство и барабан для обсыпочного материала.
2. Установка по п. 1, отличающа я с я тем, что окрасочное устройство выполнено в виде приводного барабана с продольными выступами по всей его внутренней поверхности.
ем
Фi/г.J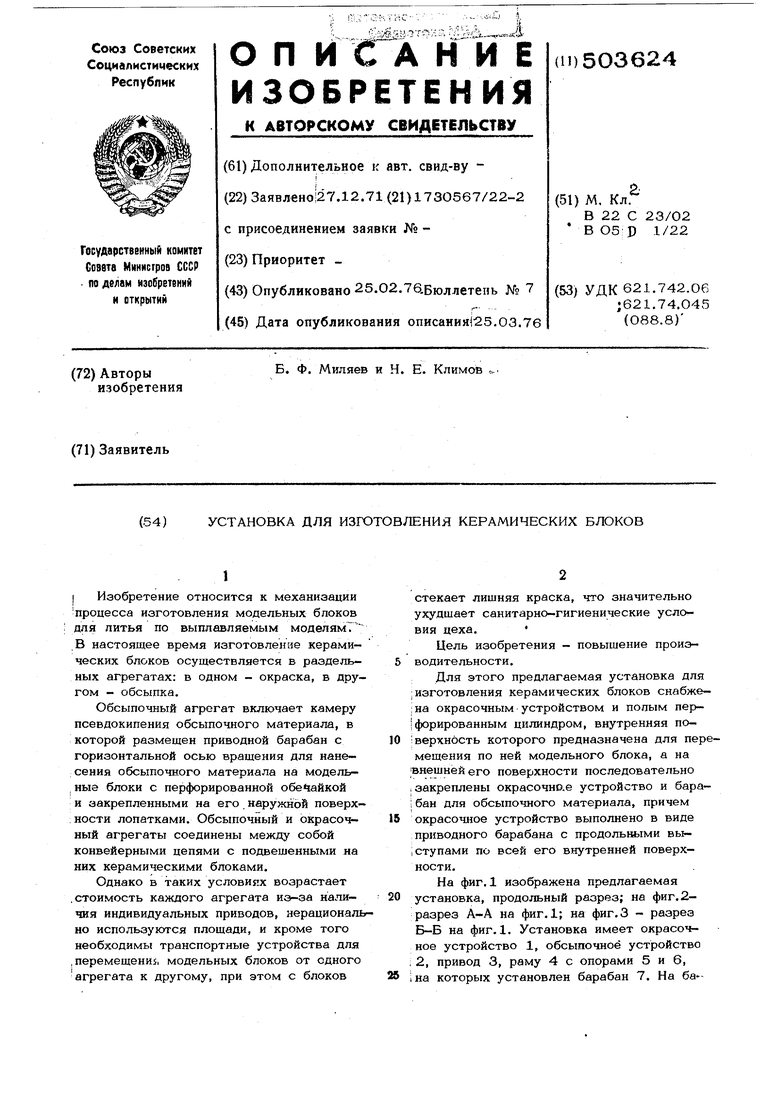
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения керамического покрытия на блок выплавляемых моделей | 1975 |
|
SU564085A1 |
| Установка для изготовления керамических форм | 1972 |
|
SU504607A1 |
| Устройство для нанесения покрытия на стержни | 1982 |
|
SU1058708A1 |
| Автоматическая линия изготовленияфОРМ пО ВыплАВляЕМыМ МОдЕляМ | 1979 |
|
SU846102A1 |
| Установка для изготовления кера-МичЕСКиХ фОРМ пО ВыплАВляЕМыММОдЕляМ | 1979 |
|
SU839655A1 |
| Установка для нанесения обсыпочного материала на модельные блоки | 1985 |
|
SU1242290A1 |
| Способ изготовления керамических форм по выплавляемым моделям для получения точных отливок из химически активных и жаропрочных сплавов | 2021 |
|
RU2757519C1 |
| Линия для получения форм методом электрофореза по выплавляемым моделям | 1986 |
|
SU1315110A1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2018 |
|
RU2691914C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532583C1 |