(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ


| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления керамических форм | 1976 |
|
SU662245A1 |
| Манипулятор для нанесения огнеупорных покрытий при изготовлении крупногабаритных литейных форм по выплавляемым моделям | 1983 |
|
SU1180150A1 |
| Установка для изготовления керамических форм по выплавляемым моделям для точного литья | 1983 |
|
SU1450900A1 |
| Элеваторный пескосып | 1982 |
|
SU1044412A1 |
| Установка для изготовления кера-МичЕСКиХ фОРМ пО ВыплАВляЕМыММОдЕляМ | 1979 |
|
SU839655A1 |
| Установка для изготовления керамических форм | 1972 |
|
SU504607A1 |
| Способ изготовления керамической формы для литья по выплавляемым моделям | 2021 |
|
RU2754334C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2020 |
|
RU2729229C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ОБОЛОЧКОВОЙ ФОРМЫ | 2020 |
|
RU2725921C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ ВОСКОВЫМ МОДЕЛЯМ | 2020 |
|
RU2736145C1 |
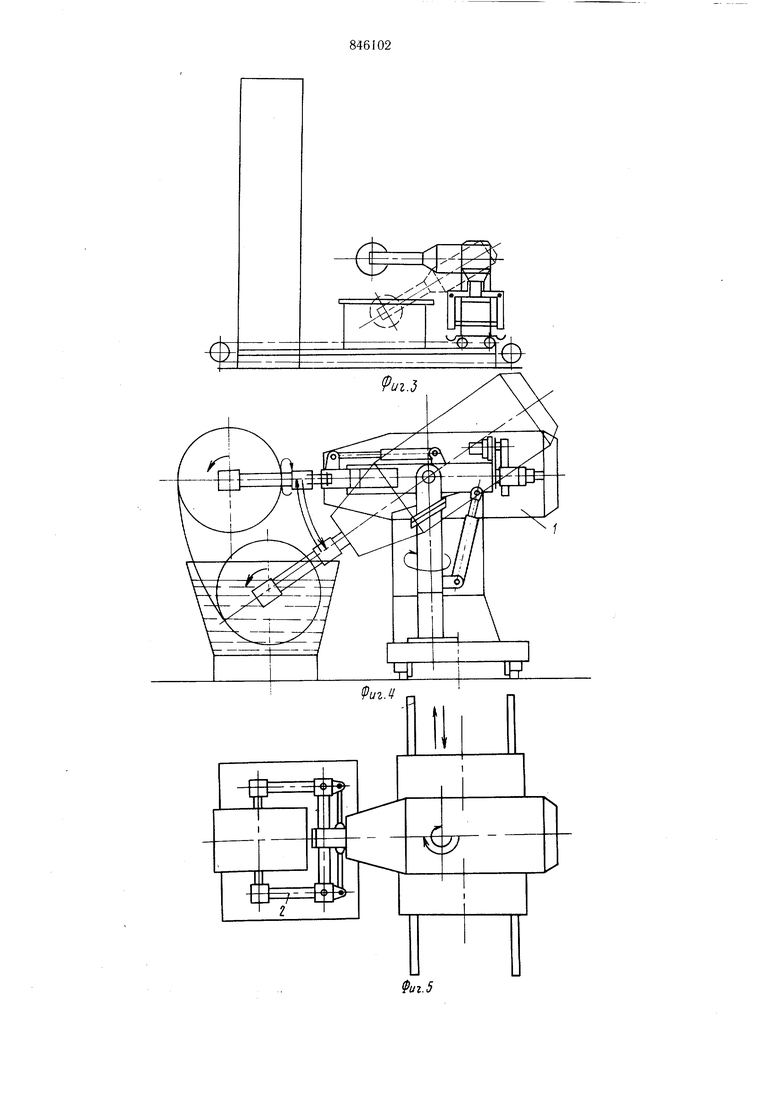
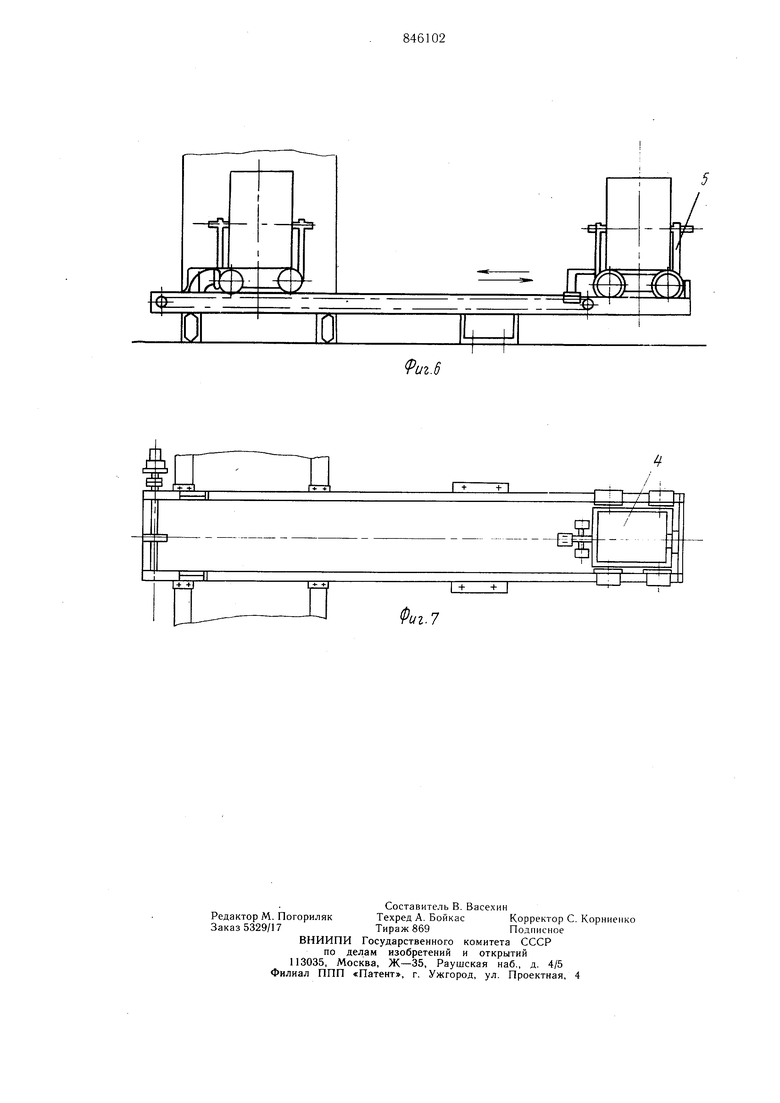
Изобретение относится к,литейному производству, а именно к технологии изготовления крупногабаритных форм в производстве литья по выплавляемым моделям и может найти применение при нанесении и формировании огнеупорного покрытия на модель ных блоках в литье по выплавляемым моделям. Известен полуавтомат для изготовления керамических оболочек литья по выплавляемым моделям, включающий в себя несущую часть, баки для обмазки и обсыпки блоков в «кипящем слое песка, сущильные воздущные (аммиачные) камеры и узел поворота, подъема и опускания модели 1. Наиболее близкой к изобретению по технической сущности является автоматическая линия, состоящая из агрегата приготовления огнеупорного покрытия, автомата обмазки и обсыпки модельных блоков и камеры для воздущно-аммиачной сущки 2. Недостатка.ми этих конструкций являются применение ручных операций установки, закрепления и съема модельных блоков, ограничение их номенклатуры по габаритным и весовым характеристикам в связи с консольным закреплением блоков и нарущением целостности при увеличении размеров и .масс а также некачественное формирование кера.мического покрытия на моделях сложной конфигурации (наличие глухих протяженных полостей, сочетание протяженных тонких стенок с массивными узлами) в связи с неравномерной обмазкой и обсыпкой блоков в приспособлении, имеющим недостаточное для выполнения указанных операций колическо степеней свободы (две), а также отсутствие возможности изготовления форм на непрерывно движущемся конвейере по индивидуальному режиму в зависимости от их номенклатуры, поэтому эт1 конструкции не могут быть использованы при изготовлении сложного крупногабаритного литья по выплавляемым моделям. Цель изобретения - возможность изготовления оболочковых форм любой сложности по индивидуальному режиму в зависимости от номенклатуры, без ограничения размерных и весовых характеристик, повыщение их качества и устранение поломок моделей, повыщение производительности труда и полное исключение ручных операций. Поставленная цель достигается тем, что автоматическая линия изготовления форм по выплавляемым моделям, в которой совокупно применены последовательно установленные (по ходу технологического процесса) ванна обмазки, элеваторный пескосып для обсыпки модельных блЬков, агрегат для позонной воздушно-аммиачной сушки каждого отдельного керамического слоя, транспортные механизмы и устройства ri общая система автоматизированного управления технологическим оборудованием и транспортом, снабжена передвигающимися по рельсам манипулятором, имеющим пять степеней свободы с П-образным вилочным захватом для двухстороннего закрепления, съема и установки модельных блоков, а также выполнения необходимых и достаточных движений при изготовлении керамических форм, загрузочным и разгрузочным механизмами с ложементами вилочного типа для установки и передачи модельных блоков с операции нанесения керамического покрытия на сушку и обратно, установленными в начальном и конечном пунктах зоны передвижения манипулятора, а также движущимся конвейерным съемным устройством П-образного типа для двухстороннего закрепления, съема, транспортировки модельного блока в проходном трехзонном агрегате воздущно-аммиачной сушки и установки его на загрузочный и разгрузочный механизмы. На фиг. 1, 2, 3.приведена автоматическая линия, общий вид; на фиг. 4, 5 - манипулятор; на фиг. 6, 7 - загрузочный (разгрузочный) механизм. В состав линии входит манипулятор 1 с П-образным захватом 2 для закрепления, съема, перемещения и установки модельного блока и нанесения керамического покрытия, направляющие 3 для передвижения манипулятора, разгрузочный механизм 4 с ложементами 5 вилочного типа для установки и передачи модельных блоков с операции нанесения керамического покрытия на сушку и обратно, ванна 6 с суспензией для нанесения обмазки, элеваторные пескосыпы 7 для обсыпки огнеупорным зернистым м атериалом, направляющие 8 для передвижения загрузочного механизма 9 (с ложементами 5 вилочного типа), проходной агрегат 10 для воздущно-аммяачной сущки каждого отдельного слоя, съемное устройство 11 для закрёп ления, съема, и установки модельного блока на загрузочный и разгрузочный механизмы, цепной транспортный конвейер 12 с натяжным механизмом 13 для передвижения съемного устройства. Предлагаемая автоматическая линия работает следующим образом. Манипулятор 1 производит двухстороннее закрепление и съем модельного блока в П-образном захвате 2, передвигаясь в левое положение по направляющим 3 к разгрузочному механизму 4 с ложементами вилочного типа 5. Затем модельный блок перемещается к ванне б с суспензией для нанесения обмазки. Опуская и погружая блок в ванну с-Обмазкой, манипулятор производит одновременное вращение его вокруг оси, плавный поворот и качание относительно горизонтального положения до ± 90° в двух взаимно перпендикулярных плоскостях. При подъеме блока из ванны и продолжении манипуляций происходит стекание излишков обмазки с поверхности модели и равномерное покрытие огнеупорной суспензией. Далее модельный блок помещается в пескосып 7 элеваторного типа, где производится обсыпка огнеупорным зернистым материалом «дождевым способом. При повторении движений вращения поворота и качаний блока излищки обсыпочного материала удаляются и он равномерно распределяется по поверхностям модели. Модельный блок с нанесенным керамическим покрытием устанавливается манипулятором, перемещаемым в правое положение на загрузочный механизм 9 (с ложементами 5 вилочного типа), с помощью которого по направляющим 8 поступает в проходной трехзонный агрегат 10 для воздущно-аммиачной сущки. При подходе загрузочного механизма к дверце камеры производится двухсторонний захват блока съемным устройством 11, перемещаемым цепным транспортным конвейером 12 с помощью натяжного механизма 13 на величину шага его движения, и его съем с загрузочного устройства. При этом очередной модельный блок, находящийся на съемном устройстве у дверцы камеры, по окончании позонного цикла сушки устанавливается с помощью этого устройства на разгрузочный механизм. При возвращении разгрузочного устройства с блоком в исходное положение перечисленные операции формирования керамического покрытия повторяются в зависимости от заданных программой режимов изготовления форм согласно технологическому процессу. Предлагаемая автоматическая линия позволяет изготавливать оболочковые формы по выплавляемым моделям по индивидуальному режиму любой конфигурации без ограничения их массы, габаритов и нарущения целостности моделей, повысить качество нанесения и формирования керамического покрытия и производительность труда, а также улучшить условия работы за счет автоматизации и полного исключения ручного труда. Формула изобретения 1. Автоматическая линия изготовления форм по выплавляемым моделям, содержащая установленные в технологической последовательности ванну обмазки, элеваторный пескосып для обсыпки модельных блоков, агрегат для воздущно-аммиачной сушки каждого отдельного слоя, транспортные устройства и общую систему автоматизированного управления технологическим оборудованием
и транспортом, отличающаяся тем, что, с целью расширения номенклатуры изготовляемых форм, повышения их качества и производительное ги труда, линия снабжена манипулятором для закрепления, съема, передачи и установки блоков и нанесения керамического покрытия, подвешенным в приспособлении и имеюшим возможность перемещения по направляюш.им, загрузочным и разгрузочным механизмами для установки и передачи модельных блоков с операции нанесения керамического покрытия на сушку и обратно, установленными в начальном и конечном пунктах зоны передвижения манипулятора.
(b4
Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР
№ 217607, кл. В 22 С 23/02, 1968. 2. Авторское свидетельство СССР
jYo 167617, кл. В 22 С 23/02, 1965.
/J
Л44
х
,хл
иг.5
О
Фиг.7
