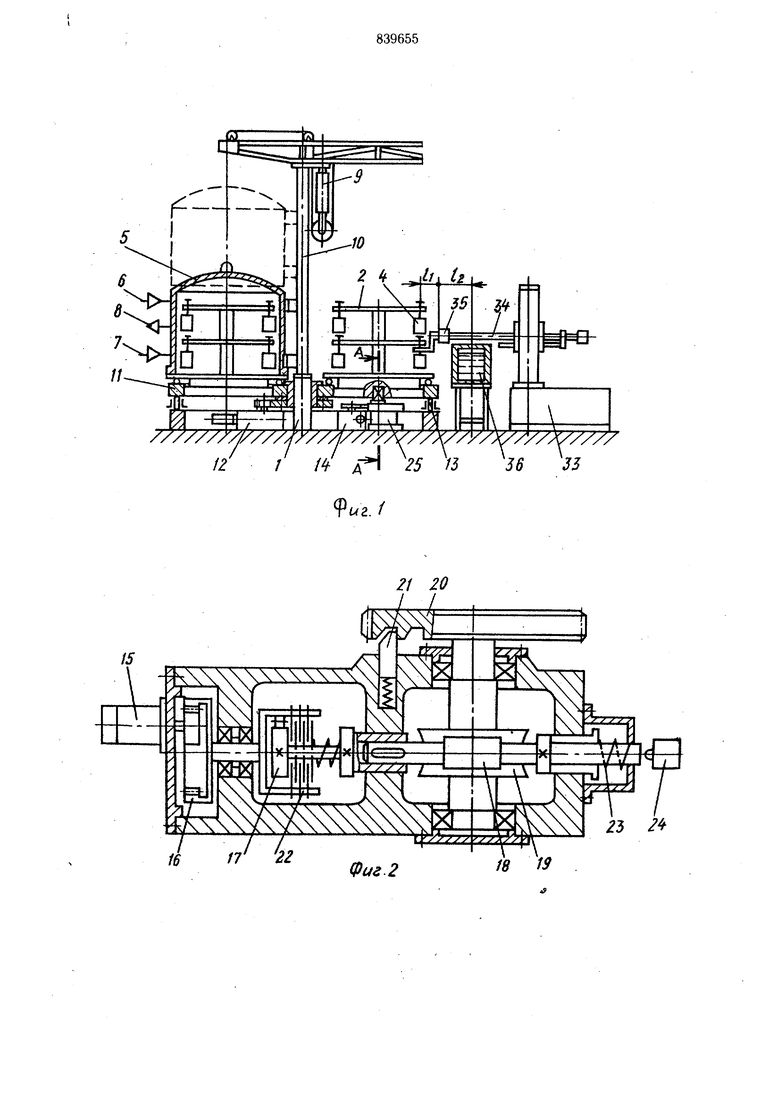
(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ную камеру, где расположены ванна для обмазки, ванна для обсыпки порошками мелкой и крупной фракции, аьтооператор с захватами для перемещения и вращения модельных блоков 2. Установка работает следующим образом, Модельные блоки, загружаемые через проем, транспортное средство попадает в зону петли, опущенной под сущильную камеру, и периодически перемещает их на один щаг. Поворотные траверсы вильчатыми захватами снимают с транспортного средства модельный блок и опускают его в захваты автооператора, который переносит модельный блок в ванну для обмазки, а затем в ванну «кипящеголслоя для обсыпки. Затем автооператор с блоком возвращается на позицию перегрузки и передается в сущильную камеру. Процесс нанесения повторяется по числу керамических слоев с обсыпкой порощком мелкой фракции и блоки выгружают через проем. Недостатки этой установки. 1.Наличие перегрузочного устройства, которое производит передачу с транспортной системы на автооператор и обратно, что значительно усложняет систему управления установкой. 2.Циклическая система нанесения покрытия по партиям создает необходимость иметь, систему автоматического учета за количест-вом наносимых слоев. 3.Низкая производительность воздущной сущки составляющая 3-4 для каждого блока. 4.Отсутствие ванны для краски с малой вязкостью для нанесения первых слоев, что снижает качество поверхиости отливок. 5.Простои автооператора из-за перегрузки блоков с него на транспортное средство и обратно,что снижает производительность нанесения огнеупорного покрытия. Цель изобретения - обеспечение непрерывного нанесения многослойного керамического покрытия с одновременной вакуумно-аммиачной сущкой, повыщение производительности и качества керамического покрытия. Эта цель достигается тем, что предлагаемая установка снабжена сущильной камерой, в которой установлены привод ее подъема и трубопроводы для вакуумирования, подачи аммиака и воздуха для продувки сушильной камеры, а транспортное средство для перемещения блоков в сушильной камере выполнено в виде поворотной платформы, снабженной приводом поворота, на которой расположены три двухъярусных накопителя, имеющие пазы для размещения блоков, и свои приводы поворота и отключения которые обеспечивают синхронность поворота накопителей с поворотом руки робота-манипулятора в исходное положение. Установка размещена в поточной линии для получения необходимого количества слоев керамического покрытия. На фиг. 1 изображена установка,, разрез; на фиг. 2 - привод поворота платформы и накопителей; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - линия нанесения огнеупорного покрытия, в которой размещены установки. Установка 1 включает три двухъярусных накопителя 2, имеющие пазы 3 для размещения блоков 4, сущильную камеру 5, к которой подводятся три трубопровода: для подачи аммиака 6, для подачи воздуха 7 и для создания вакуума 8, привод 9 подъема сущильной камеры 5, центральную колонку 10, которая служит направляющей при подъеме и опускании сущильной камеры 5, поворотную платформу 11 для размещения трех накопителей 2. Платформа 1 I имеет возможность вращения на 120° от привода 12 поворота при опоре на ролики 13. Привод 14 поворота обеспечивает поворот накопителей 2 на один фиксированный шаг через привод 15 отключения. Привод 14 поворота состоит из электродвигателя, цилиндрической зубчатой пары 17, обгонной муфты 18, червячной пары 19 и 20, зубчатого колеса 21, фиксатора 22 точного останова, фрикциона 23, пружины 24 и выключателя 25. Привод 15 предназначен для отключения накопителей 2 на время поворота платформы II на угол 120° состоит из зубчатого колеса 26, соединенного с зубчатым колесом 21 привода 14 поворота, втулки 27, наконечника 28, пружины 29 включения наконечника 28, цилиндра 30 и поршня 31, приводимого в движение от подачи сжатого воздуха через отверстие 32. Установка 1 размещена в поточной линии между роботами-манипуляторами 33, предназначенными для нанесения огнеупорного покрытия посредством руки 34 и механизма 35 захвата, для загрузки и разгрузки накопителей 2. Емкости 36 и 37 установлены между установками 1, размещенными в линии. В начале линии расположена приемная кассета 38, в конце линии - отдающая кассета 39. Обе кассеты снабжены приводами 14 поворота. Нанесение многослойного покрытия на модельные блоки происходит следующим образом. Блоки 4 загружаются на, приемную кассету 38, робот-манипулятор 33 перемешает руку 34 к кассете 38 нижнего яруса на | производит захват блока 4 и убирает руку с блоком на длину Е,. Рука робота поднимается вверх и убирается на длину 1г. Затем рука робота опускается и блок 4 погружается в емкость 36 с краской, выдерживается в ней и поднимается вертикально вверх. При помощи кисти 35 происходит разворот блока 4 в вертикальной плоскости. После этого рука 34 робота поворачивается
в горизонтальной плоскости от емкости с краской 36 к емкости с обсыпочным материалом 37 с одновременным разворотом блока 4 а исходное положение. Далее рука 34 опускается и блок 4 погружается в емкость 37 с обсыпочным материалом, выдерживается и поднимается вертикально вверх. Про изводится разворот блока 4 в вертикальной плоскости вверх и обратно.
Рука 34 выдвигается на длину fj, опускается вниз и еще раз выдвигается на длину 6|, вводя блок 4 в паз 3 накопителя 2.
Происходит разжим блока 4, рука вдвигается на длину f, и поворачивается в исходное положение. Загрузка и разгрузка верхних ярусов накопителя 2 из приемной кассеты 38 производится аналогично.
После завершения нанесения покрытия и установки блока 4 в паз накопителя 2 про-исходит поворот накопителей 2 на определенный угол от привода 14 поворота через привод 15 отключения. Для этого зубчатое колесо 21 получает вращение от электродвигателя 16 через цилиндрическую зубчатую пару 17, обгонную муфту 18 и червячную пару 19 и 20 и передает через зубчатое колесо 26 и втулку 27 крутящий момент наконечнику 28, а он - накопителю 27.
При повороте колеса 21 фиксатор 22 своим скосом утапливается в прорезь на колесе, сжимая пружину-. После поворота колеса 21 на определенный угол фиксатор 22 входит в следующую прорезь колеса 21 и обеспечивает реверсирование вращения электродвигателя 16, и движение через муфту 23 передается на червяк 19. Колесо 21 получает вращение в обратном направлении, но так как фиксатор 22 входит в прорезь колеса, то оно останавливается.
Червяк 19, продолжая вращаться, ввинчивается в червячное колесо 20, перемещаясь вдоль своей оси, и, сжимая пружину 24, нажимает на конечный выключатель 25, котарый останавливает электродвигатель.
Далее цикл повторяется.
Параллельно с работой первого роботаманипулятора 33, который наносит первый слой покрытия, работают все семь роботовманипуляторов, нанося второй и последующие слои. Циклы работы семи роботов одинаковы.
Цикл работы восьмого робота отличается тем, что он обеспечивает только разгрузку блоков 4 с накопителя 2 вакуумно-аимиачной сущки 1 и загружает отдающую кассету 39.
После нанесения огнеупорного покрытия на блоки 4 и полной загрузки ими накопителей 2 на установке I происходит отключение питания сушильной камеры, которая поднимается вверх гидравлическим цилиндром 9. Одновременно отключаются приводы 14 поворота от накопителей 2 посредством привода 15 отключения. Для этого в цилиндр 30 через отверстие 32 подается сжатый воздух.
порщень 31 перемещается в цилиндре 30 вниз и тянет за собой наконечник 28, пружина 29 сжимается и наконечник 28 полностью выходит из зацепления с накопителем 2. Происходит фиксация накопителей 2 по отношению к поворотной платформе 11. За- тем происходит поворот платформы II, на которой установлены три двухъярусных накопителя 2, на угол 120°.
Поворотная платформа II поворачивается вокруг оси колонны 10 с опорой на ролики 13 при помощи привода 12 поворота. Происходит передвижение накопителей 2 на угол 120°, вследствие того, что загруженный накопитель 2 после нанесения покрытия перемещается под сушильную камеру 5, второй накопитель 2 перемещается на позицию для нанесения следующего слоя, третий - разгруженный накопитель 2 перемещается на позицию для загрузки блоками 4 новой партии.
После поворота платформы II происходит опускание сущильной камеры 5 посредством гидроцилиндра 9 подъема. Одновременно с этим происходит подключение питания сушильной камеры 5, включение приводов 14 поворота с накопителями 2, для чего сжатый воздух сбрасывается из цилиндра
30 через отверстие 32 и наконечник 28 под действием пружины 29 входит а зацепление с накопителем 2, отключая при этом фиксатор накопителя (на схеме не показан). Цикл сущкн блоков и нанесения покрытия на блоки новой партии повторяется.
Формула изобретения
Установка для изготовления керамических форм по выплавляемым моделям, содержащая сушильную камеру, транспортное средством для перемещения блоков в сущильной камере, ванну для обмазки и обсыпки модельных блоков, робот-манипулятор с захватами для перемещения, нанесеР ния огнеупорного покрытия, и вращения модел1 ных блоков, отличающаяся тем, что, с целью повышения производительности устаиовки путем обеспечения непрерывности технологического процесса нанесения покрытия, она снабжена приводом подъема верхней
5 части сушильной камеры, трубопроводами для вакуумирования, подачи аммиака и воздуха для продувки сушильной камеры, а транспортное средством для перемещения блоков в сушильной камере выполнено в виде поворотной платформы, на которой размещены двухъярусные накопители с пазами для размещения блоков и приводами поворота накопителей.
Источники информации, принятые во внимание при экспертизе
1- Авторское свидетельство СССР № 217607, кл. В 22 С 9/04, 1965.
2. Авторское свидетельство СССР № 529887, кл. В 22 С 9/04, 1972.
4//// ////Л(//Х//У/Х//У/А/////
/ // 5 -
Фиг. /
J5 Л


| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления керамических форм | 1976 |
|
SU662245A1 |
| Установка для изготовления керамических форм | 1972 |
|
SU529887A1 |
| Автоматическая линия изготовленияфОРМ пО ВыплАВляЕМыМ МОдЕляМ | 1979 |
|
SU846102A1 |
| Автоматическая линия для изготовления многослойных оболочковых форм по выплавляемым моделям | 1984 |
|
SU1207627A1 |
| Установка для изготовления керамических форм по выплавляемым моделям для точного литья | 1983 |
|
SU1450900A1 |
| Линия для получения форм методом электрофореза по выплавляемым моделям | 1986 |
|
SU1315110A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ НЕРАЗЪЕМНЫХ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2127649C1 |
| Установка для изготовления керамических форм | 1972 |
|
SU504607A1 |
| Гибкий производственный модуль | 1987 |
|
SU1541017A1 |
| Механизированная линия изготовления форм методом электрофореза для литья по выплавляемым моделям | 1980 |
|
SU897387A1 |

гъ 2
29
В
OF
А-А
noSepHiimo
Риа.д
56
