1
Изобретение относится к области литейного производства.
Известна установка для изготовления керамических форм по выплавляемым моделям, включающая сушильную камеру и устройство для окраски и обсыпки модельного блока, выполненное в виде приводного барабана с горизонтальной осью вращения. Однако при такой конструкции после образования каждого керамического слоя, перед нанесением последующего слоя требуется естественная сущка модельного блока на воздухе или в аммиачной среде с большими затратами времени.
Целью изобретения является повышение производительности на операциях изготовления керамических форм и улучшения их качества.
Для этого сушильная камера состоит из герметичной камеры аммиачной сушки, которая обхватывает снаружи устройство окраски и обсыпки, и обогреваемой камеры предварительной сушки, отделяющей устройство окраски и обсыпки от герметичной камеры, и снабжена кольцевыми поворотными столами для транспортирования модельных блоков, один из которых расположен в камере предварительной сушки, а другой - в камере аммиачной сушки.
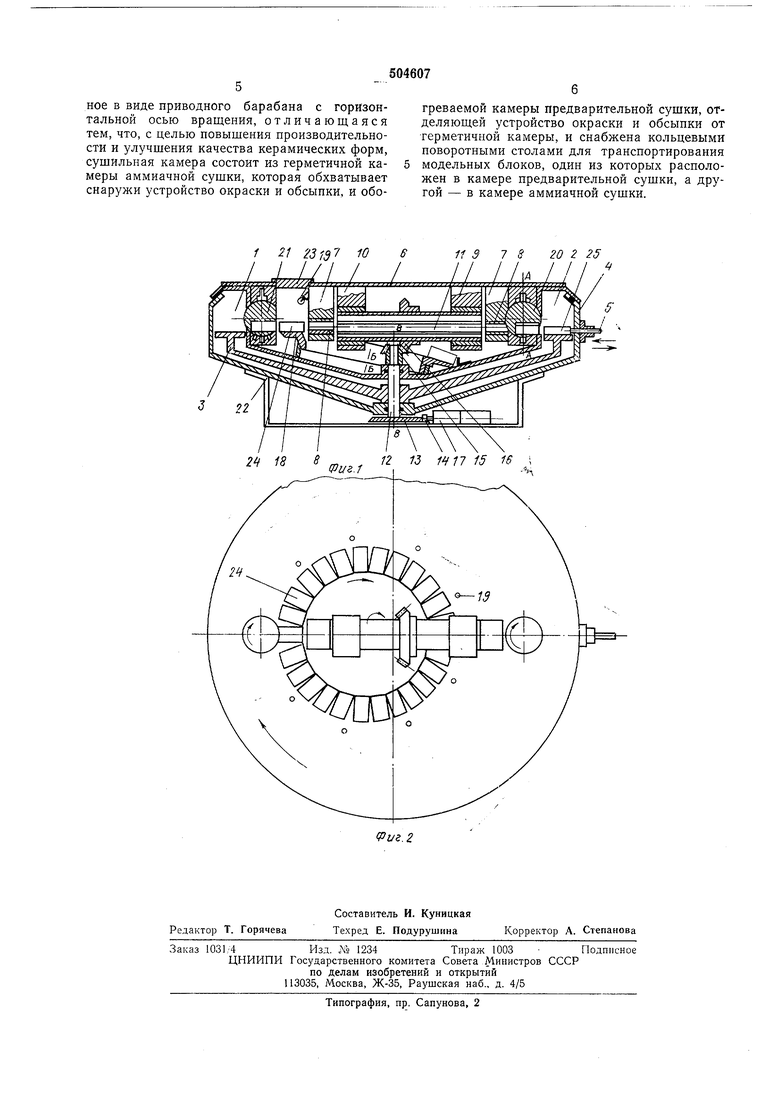
На фиг. 1 представлена предлагаемая установка, общий вид; на фиг. 2 - то же, вид сверху со снятой крышкой. Установка содержит сушильную камеру,
устройство для окраски и обсыпки модельных блоков и кольцевые поворотные столы для транспортирования модельных блоков.
Сушильная камера состоит из герметичной камеры 1 аммиачной сушки и обогреваемой
камеры 2 предварительной сушки.
В камере аммиачной сушки размещен кольцевой стол 3 с устанавливаемыми на него модельными блоками, подлежащими многократной окраске и обсыпке. На кожухе 4 камеры 2
закреплен толкатель 5, который соединен с главным приводом или имеет самостоятельный привод. На крышке 6 неподвижно закреплены подвески 7 с втулками 8, имеющими возможность свободно поворачиваться, и подвески 9 и 10 с направляющими отверстиями. Длина втулок 8 равна длине модельного блока. В последних установлено устройство окраски .и обсыпки, которое выполнено в виде барабана И, соединенного посредством вала 12
и шестерен 13-16 с электродвигателем 17.
В камере предварительной сушки расположень кольцевой стол 18 и лампы 19 инфракрасного излучения. Камеры 1 и 2 соединены шлюзовыми камерами 20 и 21, которые выполнены в форме шара и служат для перегрузки модельных блоков. Подставка 22 является основанием всей конструкции. Крышка 6 оборудована люком 23, через который производится закладка модельных блоков и выемка после образования керамической формы.
Установка работает следующим образом.
Материал окраски и обсыпки в количестве, например, сменной нормы, загружают в специальные отсеки барабана 11. В камеру 1 подают рабочую среду, например аммиачную. На стол 18 устанавливают модельные блоки 24. Толкатель 5 совершает свое рабочее движение справа налево на величину, равную длине модельного блока 24.
Далее включают электродвигатель 17, который посредством шестерен 13-16 приводит во вращательное движение барабан 11. Последний при соответствующем числе оборотов приводит во вращательное движение, а точнее во взвешенное состояние с одной стороны материал обсыпки, а с другой - покрасочный материал. Затем включают передачу, которая приводит в возвратно-поступательное движение толкатель 5, передачу вращательного движения шлюзовых камер 20 и 21, а также передачу вращения столов 3 и 18. Включают лампы 19. Вначале несколько модельных блоков
24по одному проталкивают вручную справа налево в рабочую полость камеры 21, которая, автоматически поворачиваясь на 180° вокруг оси А-А, выталкивает при помощи сжатых пружин или какого-либо другого устройства модельный блок 24 на стол 3, после чего последний поворачивается на одну позицию и освобождает место для следующего модельного блока.
Оператор ставит модельные блоки 24 при открытом люке 23 на стол 18 до полной его загрузки и появления модельного блока в позиции против толкателя 5 (см. фиг. 1). После этого весь цикл окраски, обсыпки и сушки модельных блоков происходит на автоматическом режиме, а именно толкатель 5, совершая рабочий ход справа налево, проталкивает модельный блок 25 с неподвижно стоящего в это время стола 3 в расположенную против блока
25рабочую полость шлюзовой камеры 20, которая в это время тоже неподвижна. Кроме проталкивания на толкатель 5 можно возложить при необходимости функции взведения пружин, находящихся в рабочей полости шлюзовой камеры 20. После этого толкатель 5 возвращается в свое исходное положение, соверщая движение слева направо, стол 3 поворачивается на одну позицию и доставляет к толкателю 5 следующий модельный блок 24. Шлюзовая камера 20, поворачиваясь на 180° вокруг оси А-А, проталкивает силой взведенных пружин находящийся в ней модельный блок 25 в неподвилсно стоящую в это время втулку 8. После этого шлюзовая камера 20 поворачивается в том же направлении вокруг оси А-А и, совершая полный оборот, приходит в исходное положение, показанное на фиг. 1. Опять срабатывает толкатель 5, передвигая очередной модельный блок 25 в рабочую полость шлюзовой камеры 20. Последняя, поворачиваясь на 180° силой тех же пружин, вталкивает модельный блок 25 во втулку 8, а
находившийся там ранее модельный блок занимает положение крайнее справа в барабане 11.
При следующем позиционном перемещении модельный блок 25 занимает положение, где и
происходит его равномерное покрытие краской.
Дальнейшее позиционное проталкивание модельного блока 25, которое осуществляется все время справа налево, позволяет окрашенному модельному блоку 25 занять место в пескосыпе и получить там первый слой керамического покрытия. Как известпо, таких слоев на модельный блок надо уложить несколько. Предварительная сущка блоков осуществляется на столе 18 с равномерным подогревом в средней части стола и с плавно меняющимися пониженными режимами подогрева вначале и конце. Все эти условия осуществляются в позиционном движении стола 18. И каждый модельный блок 24 прежде чем попасть в камеру 1, где происходит окончательная сушка, делает полный оборот на столе 18 вокруг оси Б-Б и приходит в свое исходное положение. Тем же толкателем 5 (при его рабочем ходе)
модельный блок 24, отличающийся от модельного блока 25 одним слоем, передвигается в рабочую полость шлюзовой камеры 21, где, поворачиваясь вместе с ним на 180° вокруг оси А-А, поступает на стол 3 с помощью пружин
или какого-либо другого устройства.
Модельный блок 24 поворачивается по часовой стрелке, если смотреть сверху, со столом 3 и, совершая пол-оборота на нем вокруг оси В-В и полностью подсыхая, например, в аммиачной среде камеры 1, приходит снова в положение блока 25. Цикл повторяется снова. При этом каждый модельный блок может совершать в установке автоматически без участия оператора столько кругооборотов, сколько необходимо получить на нем керамических слоев.
Таким образом, за счет ликвидации ручного труда и сокращения межоперационного времени увеличивается выпуск керамических
форм. Рациональное размещение агрегатов, участвующих в технологическом процессе, делает установку весьма компактной, занимающей небольщую производственную площадь. Кроме того, полная автоматизация и механизация всего технологического процесса позволяет значительно улучщить качество керамического покрытия.
Формула изобретения
Установка для изготовления керамических форм по выплавляемым моделям, включающая сущильную камеру и устройство для ок65 раски и обсыпки модельного блока, выполненное в виде приводного барабана с горизонтальной осью вращения, отличающаяся тем, что, с целью повышения производительности и улучшения качества керамических форм, сушильная камера состоит из герметичной камеры аммиачной сушки, которая обхватывает снаружи устройство окраски и обсыпки, и обогреваемой камеры предварительной сушки, отделяющей устройство окраски и обсыпки от герметичной камеры, и снабжена кольцевыми поворотными столами для транспортирования модельных блоков, один из которых расположен в камере предварительной сушки, а другой - в камере аммиачной сушки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления керамических форм | 1976 |
|
SU662245A1 |
| Установка для изготовления керамических блоков | 1971 |
|
SU503624A1 |
| Установка для нанесения керамического покрытия на блок выплавляемых моделей | 1975 |
|
SU564085A1 |
| Установка для изготовления кера-МичЕСКиХ фОРМ пО ВыплАВляЕМыММОдЕляМ | 1979 |
|
SU839655A1 |
| Автоматическая линия изготовленияфОРМ пО ВыплАВляЕМыМ МОдЕляМ | 1979 |
|
SU846102A1 |
| Установка вакуумно-аммиачной сушки огнеупорных покрытий на крупногабаритных выплавляемых моделях | 1978 |
|
SU738748A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2433013C1 |
| Установка для изготовления керамических форм по выплавляемым моделям для точного литья | 1983 |
|
SU1450900A1 |
| Способ изготовления керамических оболочек | 1985 |
|
SU1353565A1 |
| Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям | 2020 |
|
RU2746664C1 |
1 21 2319 Ю 3 7 8 20 2 25
I LJJI /I // //. ////
