(54) УСТАНОВКА ДЛЯ НАНЕСЕНИЯ КЕРАМИЧЕСКОГО ПОКРЫТИЯ НА БЛОК ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ
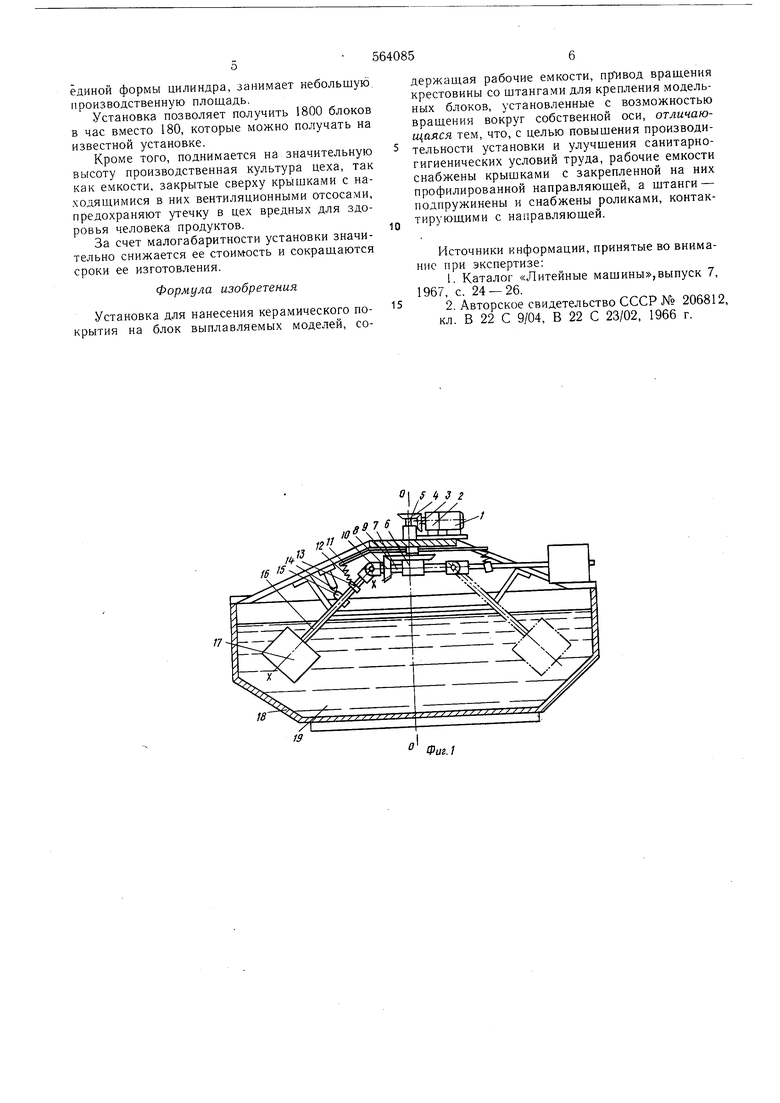
следней свободно вращается вал 7, на одной стороне которого недалеко от конца saxpeiL-ieHa коническая шестерня 8, сцепляющаяся с неподвижно закрепленной конической шестерней 9. Шарнирная муфта 10 является элементом передачи вращательного движения от электродвигателя 1 и обеспечивает пространственное перемещение второму присоединительному к ней концу. Коромысло 11 вращается вместе с валом 5 вокруг оси О-О, а укрепленная на нем пружина 12 с помощью кольца 13 стремится поднять и всегда прижать к направляющей 14 ролик 15, который укреплен на трубе 16, несущей модельный блок 17.
Бак 18 имеет форму полу кольцевого цилиндра, в нем находится покрасочный материал 19. Бак 20 имеет такую же форму полукольцевого цилиндра, в нем находится обсыпочный материал 21.
При монтаже в уст;човке баки 18 и 20 образуют форму круга со своими независимыми и несоединяемыми емкостями.
Установка работает следующим образом.
В бак 18 заливают покрасочный материал 19 в количестве, например, сменной нормы, а в бак 20 в той же норме засыпают обсыпочный материал 21. Включают двигатель мещалки (на чертеже не показан), приводящий в рабочее состояние покрасочный материал 19 и подают сжатый воздух в бак 20 для придания обсыпочному материалу 21 взвешенного состояния.
Затем включают двигатель 1, который посредством элементов 2, 3, 4, 5 приводит во вращательное движение втулку 6, а находящийся внутри ее вал 7 двигается вместе с ней по кругу, по стрелке А, и получает вращательное движение вокруг своей продольной оси Х-Х за счет обкатывания шестерни 8 вокруг неподвижной шестерни 9.
Вал 5, а вместе с ним и втулка 6, несущая посредством деталей 7, 10, 16 модельные блоки 17, вращаются с такой скоростью вокруг оси О-О, которая необходима для нормального пребывания по времени последнего в агрегате окраски и обсыпки.
Следовательно, труба 16 с укрепленным на ней модельным блоком 17 соверщает от двигателя 1 одновременно три движения: одно - непрерывное по кругу, по стрелке А вокруг вертикальной оси 6-6, другое - непрерывное вращательное вокруг продольной оси Х-Х, и третье - периодическое по вертикали только на некоторых участках пути.
По приведении всех агрегатов установки в рабочее состояние вручную или механически, не прекращая движения, модельный блок 17 соединяют с трубой 16 в месте, где расположен (О.П.) операторский пост (фиг. 2). Здесь модельный блок 17, получив одновременно два движения (круговое по стрелке А и вращательное вокруг оси Х-Х), dosepmaeT третье движение- опускается до полного погружения в бак 18 за счет наклона профиля направляющей 14 на этом участке пути.
После полного его погружения в покрасочный материал 19 движение по вертикали прекращается за счет прямолинейного профиля направляющей 14 на этом участке пути. Имея два
движения, он перемещается по горизонтали, осуществляя свою основную технологическую операцию по окрашиванию всех своих наружных и внутренних поверхностей.
На всем пуги следования в баке 18 модельный блок 17 успевает сделать пол-оборота вокруг оси 0-0 и два оборота вокруг оси Х-Х. Незадолго до конца пути в баке 18 модельный блок 17 начинает в соответствии с выступом направляющей 14 на этом участке пути подниматься до полного его выхода из покрасочного материала 19. После этого движение его по вертикали прекращается за счет прямолинейного профиля направляющей 14 на этом участке пути. Здесь он перемещается только по горизонта.ш, совершая два движения, благодаря чему
5 на нем равномерно удерживается тонкий слой покрасочного материала 19.
По истечении небольшого времени, исчисляемого несколькими секундами, когда излишняя краска стекла в бак 18, модельный блок 17, получив равномерный покрасочный слой и непрерывно двигаясь по кругу, покидает пределы бака 18 и подходит к баку 20, в котором находится кипящий слой обсыпочного материала 21. Здесь совершаются аналогичные движения модельного блока 17 по вертикали в соответствии с профилем направляющей 14; сначала движение вниз до полного его погружения в обсыпочный материал 21, затем его движение по горизонтали с осуществлением его основной технологической операции по обсыпке всех окрашенных наружных и внутренних поверх0 Гостей, далее движение вверх до полного его выхода из обсыпочного материала 21 и движениепо горизонтали с завершением полного оборота по кругу.
Покинув пределы бака 20, модельный блок 17, получив за один оборот по. кругу без участия
оператора один слой равномерного керамического покрытия, вращаясь, перемещается по горизонтали, подходит к О.П., где он так же, как и в начале пути, вручную или механически снимается с трубы 16 и поступает на конвейерную или стелшжную сушку для подготовки перед нанесением на него последующего керамического с.тоя.
На освободившийся конец трубы 16 надевается следующий модельный блок, и цикл повторяется снова и непрерывно.
5 Каждый модельный блок может совершать в установке столько кругов, сколько ему необходимо иметь керамических слоев, определяющих полную толщину керамического покрытия, придающего керамической форме необходимую механическую прочность и обеспечивающего все технологические требования, предъявляемые к ней.
Таким образом, на установке постоянно осуществляются два непрерывных вращательных движения и одно движение программное по
вертикали, за счет соответствующего профиля направляющей 14, которая задает движение опускания илодъема модельного блока 17, как в покрасочный, так и в обсыпочный материалы. Предлагаемая установка весьма компактна за счет смежного расположения агрегатов
О окраски и обсыпки и придания обоим агрегатам единой формы цилиндра, занимает небольшую производственную площадь. Установка позволяет получить 1800 блоков в час вместо 180, которые можно получать на известной установке. Кроме того, поднимается на значительную высоту производственная культура цеха, так как емкости, закрытые сверху крышками с находящимися в них вентиляционными отсосами, предохраняют утечку в цех вредных для здоровья человека продуктов. За счет малогабаритности установки значительно снижается ее стоимость и сокращаются сроки ее изготовления. Формула изобретения Установка для нанесения керамического покрытия на блок выплавляемых моделей, содержащая рабочие емкости, вращения крестовины со штангами для крепления модельных блоков, установленные с возможностью вращения вокруг собственной оси, отличающаяся тем, что, с целью повышения производительности установки и улучщения санитарногигиенических условий труда, рабочие емкости снабжены крыщками с закрепленной на них профилированной направляющей, а щтанги - подпружинены и снабжены роликами, контактирующими с направляющей. Источники информации, принятые во внимание при экспертизе; 1. Каталог «Литейные машины,выпуск 7 1967, с. 24 - 26. у 2. Авторское свидетельство СССР № 206812 кл. В 22 С 9/04, В 22 С 23/02, 1966 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления керамических блоков | 1971 |
|
SU503624A1 |
| Установка для изготовления керамических форм | 1972 |
|
SU504607A1 |
| Автоматическая линия изготовленияфОРМ пО ВыплАВляЕМыМ МОдЕляМ | 1979 |
|
SU846102A1 |
| Установка для изготовления кера-МичЕСКиХ фОРМ пО ВыплАВляЕМыММОдЕляМ | 1979 |
|
SU839655A1 |
| Способ изготовления керамических оболочек | 1985 |
|
SU1353565A1 |
| Установка для изготовления керамических форм | 1976 |
|
SU662245A1 |
| Способ изготовления керамических форм | 1989 |
|
SU1692720A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532583C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ДЛЯ РАВНООСНОГО ЛИТЬЯ ЖАРОПРОЧНЫХ СПЛАВОВ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2016 |
|
RU2641205C1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2018 |
|
RU2691914C1 |

/7- - -
fS
Фиг.
21
20
