(54) СПОСОБ УСТРАНЕНИЯ МАГНИТНОГО ДУТЬЯ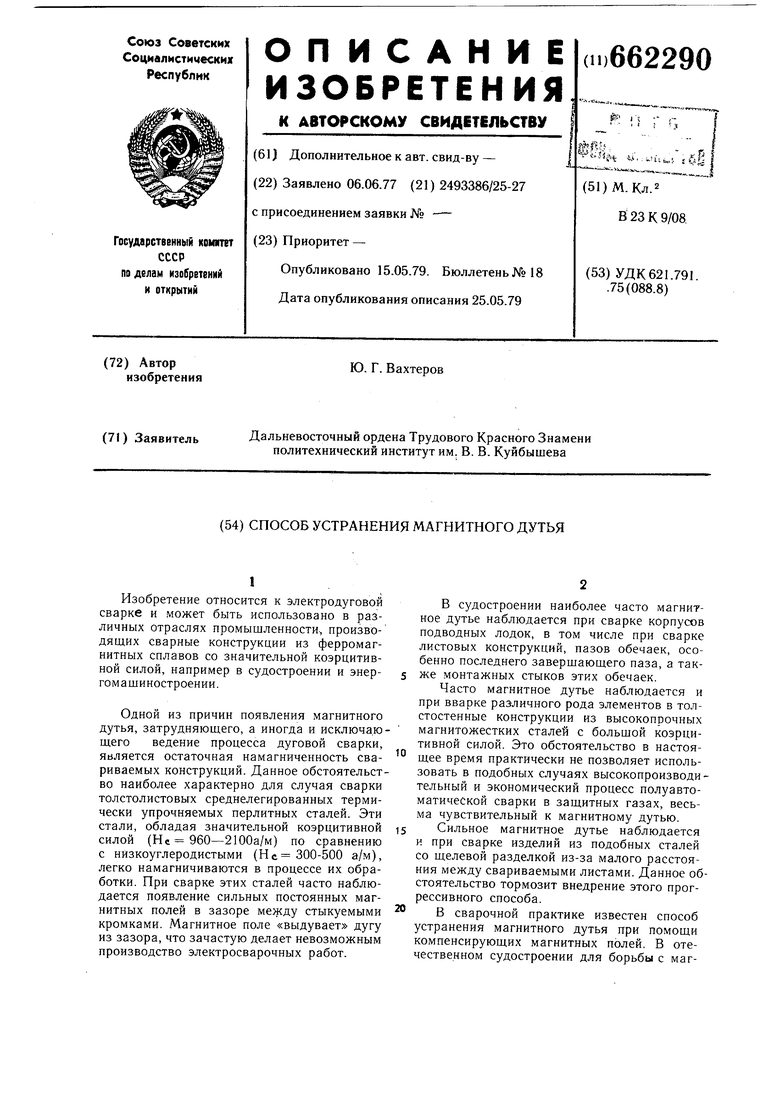
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1976 |
|
SU656760A1 |
| УСТРОЙСТВО ЛОКАЛЬНОГО РАЗМАГНИЧИВАНИЯ ТРУБОПРОВОДОВ | 2009 |
|
RU2404471C1 |
| УСТРОЙСТВО ЛОКАЛЬНОГО РАЗМАГНИЧИВАНИЯ ЭЛЕМЕНТОВ ТРУБОПРОВОДОВ | 2007 |
|
RU2331945C1 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ НАМАГНИЧЕННЫХ ОБЪЕКТОВ ПРИ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТАХ | 2007 |
|
RU2344909C2 |
| Способ дуговой сварки | 1976 |
|
SU647075A1 |
| Способ дуговой сварки | 1990 |
|
SU1726177A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2003 |
|
RU2272699C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ | 1998 |
|
RU2141394C1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
1
Изобретение относится к электродуговой сварке и может быть использовано в различных отраслях промышленности, производящих сварные конструкции из ферромагнитных сплавов со значительной коэрцитивной силой, например в судостроении и энергомашиностроении.
Одной из причин появления магнитного дутья, затрудняющего, а иногда и исключаюшего ведение процесса дуговой сварки, является остаточная намагниченность свариваемых конструкций. Данное обстоятельство наиболее характерно для случая сварки толстолистовых среднелегированных термически упрочняемых перлитных сталей. Эти стали, обладая значительной коэрцитивной силой (Не 960-2100а/м) по сравнению с низкоуглеродистыми (Нс 300-500 а/м), легко намагничиваются в процессе их обработки. При сварке этих сталей часто наблюдается появление сильных постоянных магнитных полей в зазоре между стыкуемыми кромками. Магнитное поле «выдувает дугу из зазора, что зачастую делает невозможным производство электросварочных работ.
В судостроении наиболее часто магнитное дутье наблюдается при сварке корпусов подводных лодок, в том числе при сварке листовых конструкций, пазов обечаек, особенно последнего завершающего паза, а также монтажных стыков этих обечаек.
Часто магнитное дутье наблюдается и при вварке различного рода элементов в толстостенные конструкции из высокопрочных магнитожестких сталей с большой коэрцитивной силой. Это обстоятельство в настоящее время практически не позволяет использовать в подобных случаях высокопроизводительный и экономический процесс полуавтоматической сварки в защитных газах, весьма чувствительный к магнитному дутью.
Сильное магнитное дутье наблюдается и при сварке изделий из подобных сталей со щелевой разделкой из-за малого расстояния между свариваемыми листами. Данное обстоятельство тормозит внедрение этого прогрессивного способа.
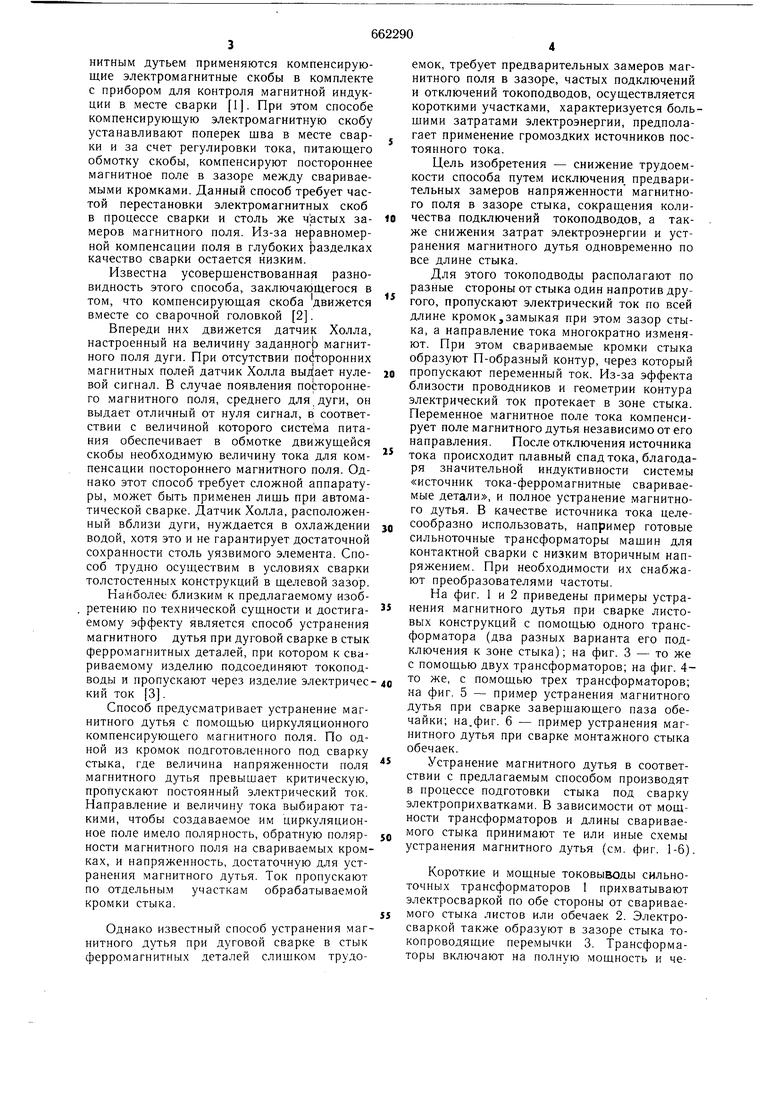
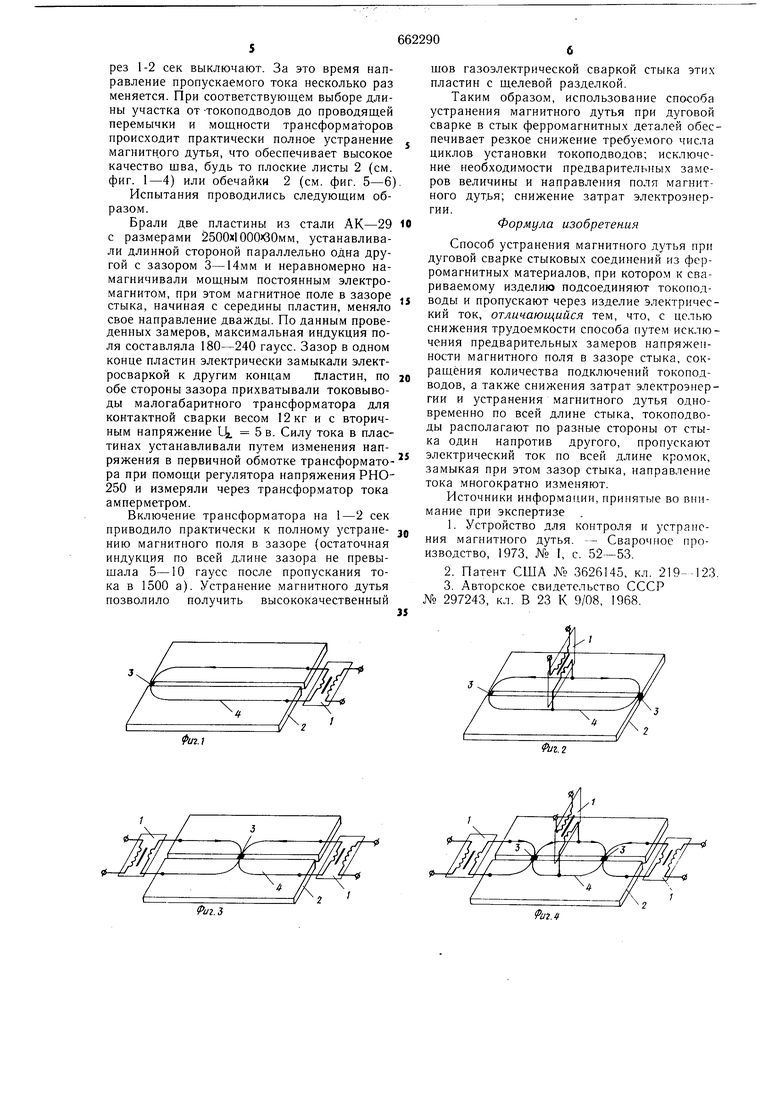
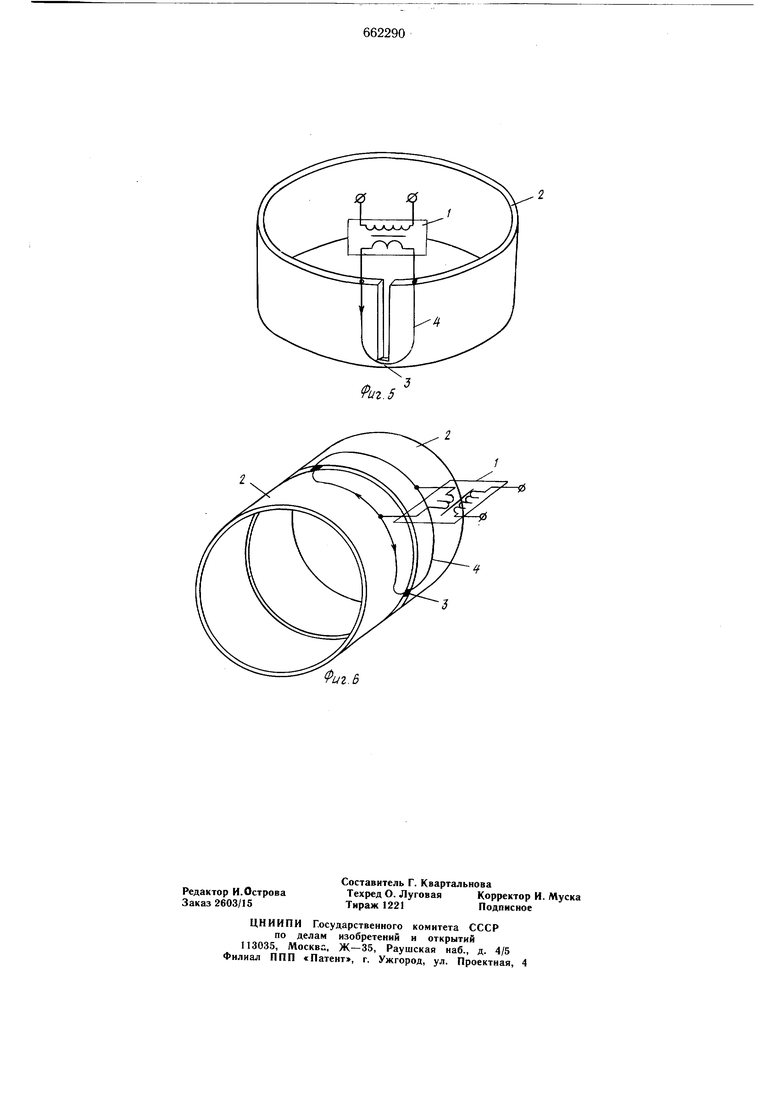
В сварочной практике известен способ устранения магнитного дутья при помощи компенсирующих магнитных полей. В отечественном судостроении для борьбы с магнитным дутьем применяются компенсирующие электромагнитные скобы в комплекте с прибором для контроля магнитной индукции в месте сварки 1. При этом способе компенсирующую электромагнитную скобу устанавливают поперек щва в месте сварки и за счет регулировки тока, питающего обмотку скобы, компенсируют постороннее магнитное поле в зазоре между свариваемыми кромками. Данный способ требует частой перестановки электромагнитных скоб в процессе сварки и столь же частых замеров магнитного поля. Из-за неравномерной компенсации поля в глубоких {эазделках качество сварки остается низким. Известна усовершенствованная разновидность этого способа, заключающегося в том, что компенсирующая скоба движется вместе со сварочной головкой 2. Впереди них движется датчик Холла, настроенный на величину заданногЬ магнитного поля дуги. При отсутствии посторонних магнитных полей датчик Холла выдает нулевой сигнал. В случае появления постороннего магнитного поля, среднего для, дуги, он выдает отличный от нуля сигнал, в соответствии с величиной которого система питания обеспечивает в обмотке движущейся скобы необходимую величину тока для компенсации постороннего магнитного поля. Однако этот способ требует сложной аппаратуры, может быть применен лищь при автоматической сварке. Датчик Холла, расположенный вблизи дуги, нуждается в охлаждении водой, хотя это и не гарантирует достаточной сохранности столь уязвимого элемента. Способ трудно осуществим в условиях сварки толстостенных конструкций в щелевой зазор. Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому эффекту является способ устранения магнитного дутья при дуговой сварке в стык ферромагнитных деталей, при котором к свариваемому изделию подсоединяют токоподводы и пропускают через изделие электрический ток 3. Способ предусматривает устранение магнитного дутья с помощью циркуляционного компенсирующего магнитного поля. По одной из кромок подготовленного под сварку стыка, где величина напряженности поля магнитного дутья превышает критическую, пропускают постоянный электрический ток. Направление и величину тока выбирают такими, чтобы создаваемое им циркуляционное поле имело полярность, обратную полярности магнитного поля на свариваемых кромках, и напряженность, достаточную для устранения магнитного дутья. Ток пропускают по отдельным участкам обрабатываемой кромки стыка. Однако известный способ устранения магнитного дутья при дуговой сварке в стык ферромагнитных деталей слишком трудоемок, требует предварительных замеров магнитного поля в зазоре, частых подключений и отключений токоподводов, осуществляется короткими участками, характеризуется большими затратами электроэнергии, предполагает применение громоздких источников постоянного тока. Цель изобретения - снижение трудоемкости способа путем исключения, предварительных замеров напряженности магнитного поля в зазоре стыка, сокращения количества подключений токоподводов, а также снижения затрат электроэнергии и устранения магнитного дутья одновременно по все длине стыка. Для этого токоподводы располагают по разные стороны от стыка один напротив другого, пропускают электрический ток по всей длине кромок,замыкая при этом зазор стыка, а направление тока многократно изменяют. При этом свариваемые кромки стыка образуют П-образный контур, через который пропускают переменный ток. Из-за эффекта близости проводников и геометрии контура электрический ток протекает в зоне стыка. Переменное магнитное поле тока компенсирует поле магнитного дутья независимо от его направления. После отключения источника тока происходит плавный спад тока, благодаря значительной индуктивности системы «источник тока-ферромагнитные свариваемые детали, и полное устранение магнитного дутья. В качестве источника тока целесообразно использовать, например готовые сильноточные трансформаторы машин для контактной сварки с низким вторичным напряжением. При необходимости их снабжают преобразователями частоты. На фиг. 1 и 2 приведены примеры устранения магнитного дутья при сварке листовых конструкций с помощью одного трансформатора (два разных варианта его подключения к зоне стыка); на фиг. 3 - то же с помощью двух трансформаторов; на фиг. 4то же, с помощью трех трансформаторов; на фиг. 5 - пример устранения магнитного дутья при сварке завершающего паза обечайки; на.фиг. 6 - пример устранения магнитного дутья при сварке монтажного стыка обечаек. Устранение магнитного дутья в соответствии с предлагаемым способом производят в процессе подготовки стыка под сварку электроприхватками. В зависимости от мощности трансформаторов и длины свариваемого стыка принимают те или иные схемы устранения магнитного дутья (см. фиг. 1-6). Короткие и мощные токовыводы сильноточных трансформаторов 1 прихватывают электросваркой по обе стороны от свариваемого стыка листов или обечаек 2. Электросваркой также образуют в зазоре стыка токопроводящие перемычки 3. Трансформаторы включают на полную мощность и через 1-2 сек выключают. За это время направление пропускаемого тока несколько раз меняется. При соответствующем выборе длины участка от -токоподводов до проводящей перемычки и мощности трансформаторов происходит практически полное устранение магнитного дутья, что обеспечивает высокое качество шва, будь то плоские листы 2 (см. фиг. 1-4) или обечайки 2 (см. фиг. 5-6) Испытания проводились следующим образом. Брали две пластины из стали АК-29 с размерами 2500x1 ОООКЗОмм, устанавливали длинной стороной параллельно одна другой с зазором 3-14мм и неравномерно намагничивали мощным постоянным электромагнитом, при этом магнитное поле в зазоре стыка, начиная с середины пластин, меняло свое направление дважды. По данным проведенных замеров, максимальная индукция поля составляла 180-240 гаусс. Зазор в одном конце пластин электрически замыкали электросваркой к другим концам пластин, по обе стороны зазора прихватывали токовыводы малогабаритного трансформатора для контактной сварки весом 12кг и с вторичным напряжение Ц. 5 в. Силу тока в пластинах устанавливали путем изменения напряжения в первичной обмотке трансформатора при помощи регулятора напряжения РНО250 и измеряли через трансформатор тока амперметром. Включение трансформатора на 1-2 сек приводило практически к полному устранению магнитного поля в зазоре (остаточная индукция по всей длине зазора не превыщала 5-10 гаусс после пропускания тока в 1500 а). Устранение магнитного дутья позволило получить высококачественный щов газоэлектрической сваркой этих пластин с щелевой разделкой. Таким образом, использование способа устранения магнитного дутья при дуговой сварке в стык ферромагнитных деталей обеспечивает резкое снижение требуемого числа циклов установки токоподводов; исключение необходимости предварительных замеров величины и направления поля магнитного снижение затрат электроэнергии. Формула изобретения Способ устранения магнитного дутья при дуговой сварке стыковых соединений из ферромагнитных материалов, при котором к свариваемому изделию подсоединяют токоподводы и пропускают через изделие электрический ток, отличающийся тем, что, с целью снижения трудоемкости способа путем исключения предварительных замеров напряженности магнитного поля в зазоре стыка, сокращения количества подключений токоподводов, а также снижения затрат электроэнергии и устранения магнитного дутья одновременно по всей длине стыка, токоподводы располагают по разные стороны от стыка один напротив другого, пропускают электрический ток по всей длине кромок, замыкая при этом зазор стыка, направление тока многократно изменяют. Источники информации, принятые во внимание при экспертизе 1.Устройство для контроля и устранения магнитного дутья. - Сварочное производство, 1973, № I, с. 52-53. 2.Патент США Л 3626145, кл. 219--123. 3.Авторское свидетельство СССР № 297243, кл. В 23 К 9/08, 1968.
V
U2.1
.г
иг.З
fu2.4
Фиг.Ь
.5
