Изобретение относится к области сварки плавлением, касается способов механизированной дуговой сварки под слоем флюса с применением дополнительной нагреваемой присадочной проволоки и может быть использовано при сварке металлоконструкций различной конфигурации.
Известен способ двухдуговой механизированной сварки под флюсом, включающий подачу в сварочную ванну основного электрода и дополнительной присадочной проволоки, подаваемой перед основным электродом по ходу сварки и расплавляемой под действием собственной сварочной дуги.
Известен способ дуговой сварки под флюсом, включающий подключение отрицательного сварочного провода и свариваемой поверхности и расплавления основного электрода и дополнительной нагреваемой присадочной проволоки, которую подают впереди него по ходу сварки под углом
Ё
55 к свариваемой поверхности при посто- янном контакте с ней на расстоянии между точками пересечения осей электрода и присадочной проволоки со свариваемым изделием, определяемом зависимостью
VJ
4
СА) VJ
СЯ
где S - расстояние между точками пересечения осей электрода и дополнительной нагреваемой присадочной проволоки со свариваемой поверхностью, мм;
I - сварочный ток, А;
U - напряжение дуги. В;
D - диаметр основного электрода, мм;
V - скорость сварки, м/ч;
d - диаметр дополнительной нагреваемой присадочной проволоки, мм.
Обладая высокой производительностью, этот способ сварки не обеспечивает качества сварных швов из-за нестабильности геометрических размеров наплавленных валиков, что приводит к несплавлениям, зашлаковкам и подрезам. ,
Целью изобретения является повышение качества сварного соединения при сохранении производительности процесса.
Для достижения поставленной цели в способе дуговой сварки под флюсом, при котором сварку ведут плавящимся электродом с дополнительной нагреваемой присадочной проволокой, которую подают впереди электрода по ходу сварки под углом 45-55° к свариваемой поверхности при постоянном контакте с ней на заданном расстоянии между точками пересечения осей электрода и присадочной проволоки с поверхностью свариваемого изделия, которое определяется зависимостью
d S О, V4d.
1 X
где S - расстояние между точками пересечения осей, мм;
I - сварочный ток, А;
U - напряжение дуги, В;
V - скорость сварки, м/ч;
D - диаметр электрода, мм;
d - диаметр присадочной проволоки, мм,
а отрицательный сварочный провод подключен к свариваемому изделию, согласно предложению, отрицательный сварочный провод подключают к свариваемому изделию позади основного электрода, а дополнительную присадочную проволоку подают со скоростью, равной 0,6-0,7 напряжения нагрева.
Место подключения отрицательного сварочного провода и подача дополнительной присадочной проволоки со скоростью, согласно предложению, обеспечивает устранение ее дестабилизирующего влияния на сварочную дугу и ванну расплавленного металла за счет оптимизации плавления дополнительной присадочной проволоки.
Известно, что под влиянием магнитного поля сварочная дуга может перемещаться и изменять свою форму.
Если отрицательный сварочный провод располагается позади оси пересечения оси электрода со свариваемой поверхностью, то поперечное магнитное поле (см. чертеж) отклоняет дугу в сторону от дополнительной проволоки, что исключает при соблюдении указанных условий возможность непосредственного взаимодействия дуги с допоянительной присадочной проволокой, В этом случае ДЬ 5%. За предельную допустимую величину относительного изменения ширины валика на единице длины принята величина ДЬ 5%, характерная для однодуговой механизированной сварки под флюсом и определяемая по формуле
ДЬ JM3KC
-ь
мин
Эср
х юо %,
где Ьмакс - максимальная ширина валика, мм;
Ьмин-минимальная ширина валика, мм; Ьср - средняя величина валика, мм.
При этом расстояние от точки подключения отрицательного провода по оси электрода может быть произвольным.
.Если отрицательный сварочный провод располагается со стороны дополнительной
присадочной проволоки и ближе (левее) оси пересечения оси электрода со свариваемой поверхностью, то поперечное магнитное поле отклоняет дугу в сторону дополнительной проволоки. В этом случае при соблюдении
указанных условий происходит непосредственное взаимодействие дуги с дополнительной присадочной проволокой, а величина относительного изменения ширины валика ДЬ 5%.
Для получения качественного наплавленного валика необходимо, чтобы нагретая до тестообразного состояния дополнительная проволока плавилась в головной части расплавленной ванны, не соприкасаясь
при этом непосредственно с дугой. При скорости подачи дополнительной нагреваемой проволоки V 0,71)н см/с (где UH - напряжение подогрева присадочной проволоки, В) проволока не успевает нагреться до требуемой температуры и плавится не в головной части сварочной ванны, а в зоне дуги. Возрастают электромагнитное взаимодействие и конвекционные потоки в сварочной ванне и, следовательно, Д Ь 5%. В результате
при высокой производительности возникают дефекты сварного соединения, такие как зашлаковки, несплавления, подрезы. При скорости подачи производительность сварки из-за V 0,6UH, см/с, падает производительность сварки из-за меньшей скорости подачи дополнительной проволоки. Из-за увеличения времени контакта дополнительной проволоки с твердой подложкой она плавится не доходя до сварочной ванны.
Возникает нестабильность процесса и возрастает относительное изменение ширины валика, т.е. ЛЬ 5%.
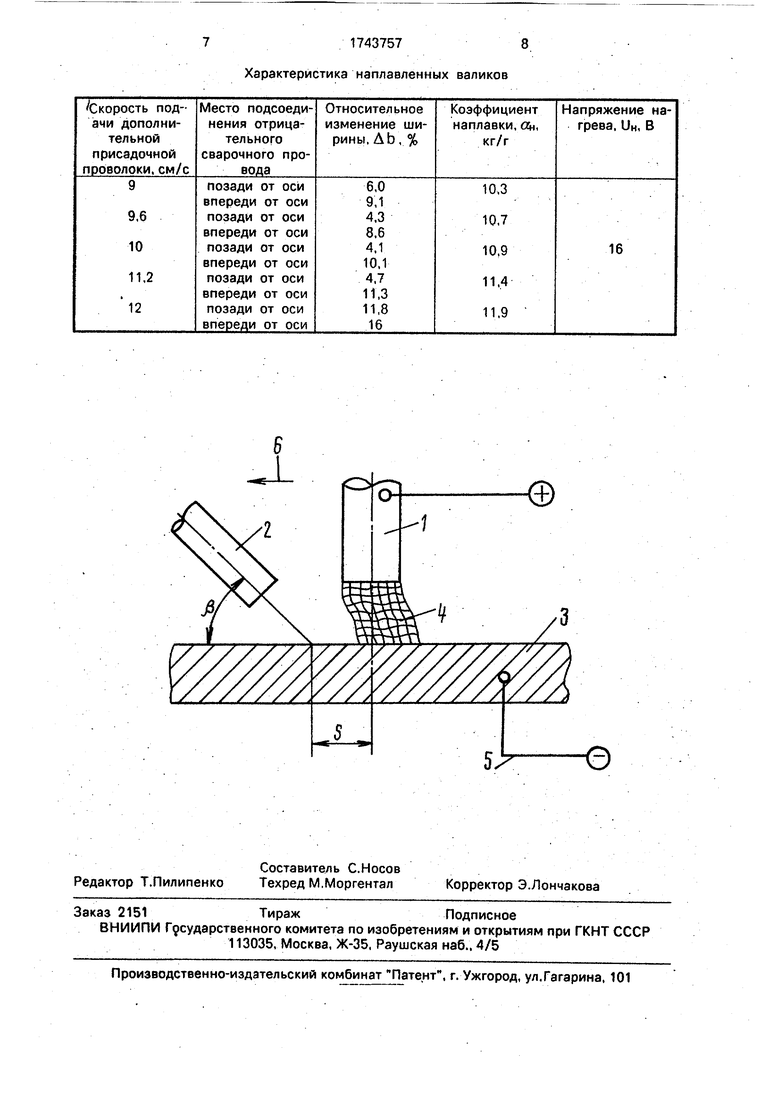
Предлагаемый способ поясняется чертежом, где 1 - основной электрод, 2 - допол- нительная нагреваемая присадочная проволока, 3 - свариваемая поверхность, 4 - сварочная дуга, 5 - отрицательный сварочный провод, 6 - направление сварки.
Способ осуществляется следующим образом. Сварочная дуга 4 возбуждается между основным электродом 1 и свариваемой поверхностью 3. Дополнительную нагреваемую присадочную проволоку 2 подают под углом р 45-55° к свариваемому изделию. В зависимости от режима сварки устанавливают расстояние между осями основной и присадочной проволок. Отрицательный сварочный провод 5 подключается позади (правее) оси пересечения оси электрода со свариваемой поверхностью. Сварку осуществляют в направлении 6. Скорость подачи дополнительной нагреваемой присадочной проволоки устанавливают в зависимости от напряжения нагрева. Дополнительная проволока благодаря постоянному контакту со свариваемым изделием нагревается проходящим током и подается в головную часть расплавленной ванны.
Предлагаемым способом производили дуговую сварку под флюсом марки ФЦ-16 однопроходными валиками на низколегированную Cr-Ni-Mo-V сталь. В качестве присадочных материалов использовали низколегированную Cr-NI-Мо проволоку диаметром 5 мм (основной электрод) и диаметром 2 мм (дополнительная нагреваемая присадочная проволока). Параметры режима сварки были следующими: сварочный ток I 600 А, напряжением дуги U 32 В, скорость сварки V 28 м/ч, напряжение нагрева UH 16 В, расстояние между осями присадочных проволок S 10,5 мм, угол подачи дополнительной присадочной, проволоки .
Скорость подачи дополнительной проволоки определяли следующим образом. При напряжении нагрева UH 16B, подставляя в формулу получаем: минимально допустимую скорость подачи
УМин 0,6х 16 9,6 см/с
максимально допустимую скорость подачи
УМакс 0,7х 16 11,2 СМ/С
Таким образом, оптимальная скорость подачи дополнительной нагреваемой присадочной проволоки при напряжении нагрева UH 16B должна находиться в пределах 9,,2cM/c.
В таблице представлены данные, характеризующие качество сварных швов и производительность процесса нагреваемой присадочной проволоки и места подсоеди5 нения отрицательного сварочного провода. В качестве критерия для оценки качества сварки была принята величина относительного изменения ширины валиков Д Ь, не превышающая 5%. За критерий производи0 тельности процесса был принят коэффициент наплавки Он кг/ч.
Таким образом, использование предлагаемого способа дуговой сварки под флюсом с дополнительной нагреваемой
5 присадочной проволокой по сравнению с прототипом обеспечивает повышение качества сварного соединения за счет получения наплавленных валиков и стабильно небольшими отклонениями от геометрических раз0 меров и устранение в результате таких дефектов, как несплавления, подрезы, шлаковые включения при сохранении производительности способа.
5 Формула изобретения
Способ дуговой сварки под флюсом, при котором сварку ведут плавящимся электродом с дополнительной нагреваемой присадочной проволокой, которую подают
0 впереди электрода по ходу сварки под углом 45-55° к свариваемой поверхности при постоянном контакте с ней на заданном расстоянии между точками пересечения осей электрода и присадочной проволоки с по5 верхностью свариваемого изделия, которое определяется зависимостью
о,1 /i-u (i6 + P ) VifiTssiso.ix
2V
X
Г-ирб+рТ
v2 V
4d,
где S - расстояние между точками пересечения осей, мм;
I - сварочный ток, А;
U - напряжение сварки, В;
V - скорость сварки, м/ч; d - диаметр присадочной проволоки;
D - диаметр электрода, а отрицательный токоподводящий провод подключают к свариваемому изделию, о т- личающийся тем, что, с целью повыше- ния качества сварного соединения, токоподводящий провод подключают позади основного электрода, а дополнительную присадочную проволоку подают со скоростью, равной от 0,6 до 0,7 величины напряжения тока присадочной проволоки.
Характеристика наплавленных валиков
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки под флюсом | 1986 |
|
SU1389962A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ СТЫКОВ ТОЛСТОЛИСТОВЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2578303C1 |
| Способ дуговой сварки под флюсом с дополнительной присадкой | 2020 |
|
RU2735084C1 |
| Способ импульсно-дуговой сварки неплавящимся электродом | 1981 |
|
SU988489A1 |
| Способ многоэлектродной дуговой сварки в среде защитного газа | 2018 |
|
RU2702168C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2074071C1 |
Использование: машиностроение, сборка и сварка металлоконструкций. Сущность: сварку ведут плавящимся электродом и дополнительной нагреваемой присадочной проволокой. Проволоку подают впереди электрода по ходу сварки под углом 45-55° к свариваемой поверхности. Расстояние между точками пересечения осей электрода и проволоки с поверхностью деталей заодно. Отрицательный токоподводящий провод подключен к свариваемому изделию позади основного электрода. Дополнительную присадочную проволоку подают со скоростью, равной от 0,6 до 0.7 величины напряжения тока присадочной проволоки. 1 ил., 1 табл.
| Способ дуговой сварки под флюсом | 1986 |
|
SU1389962A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
