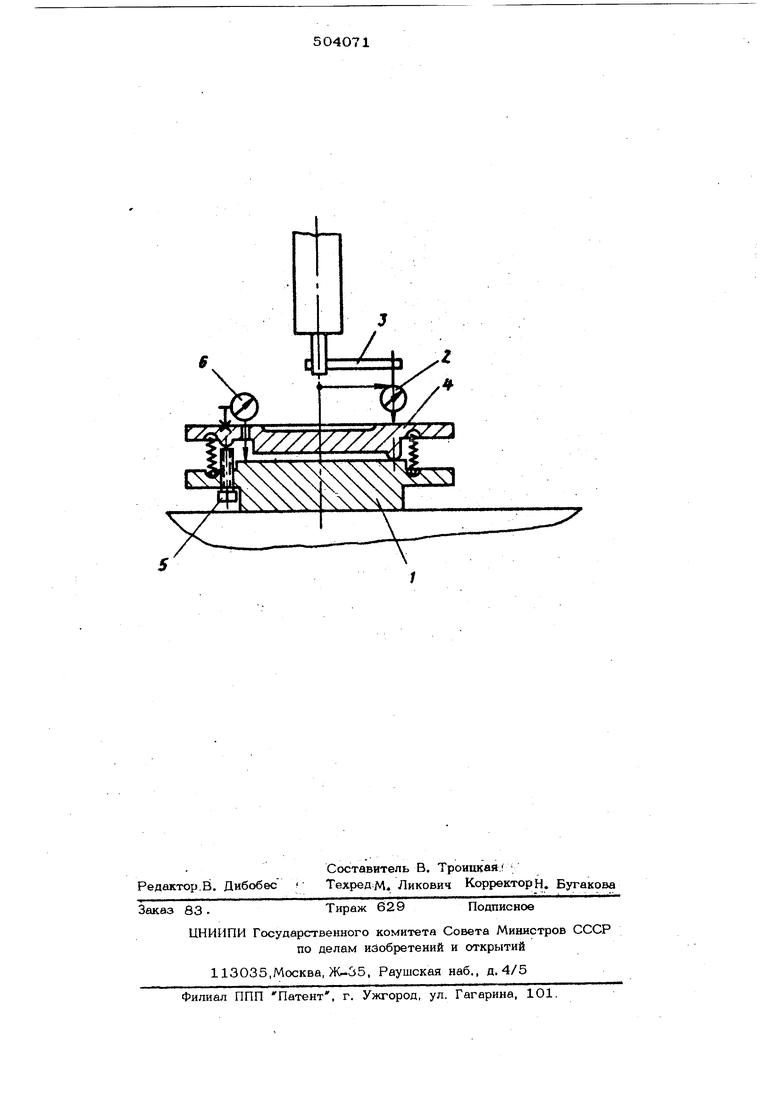
ыяемой плитой 4. Шпиндель приводят во (решение, пос/ю чего с помощью регули ровочных винтов 5 наклоняют плиту 4 так, чтобы разность показаний измерит ли 2 была бы минимальной. Найденное положение наклоняемой плиты отмечают по измерителям 6 наклона. Обычно ио пользуют два измерителя, расположенных в двух взаимно перпеидшсулярЫых направлениях.
Затем останавливают вращение деля и перемешают накладной регулируемый столик по поверхности стола поверя« емого станка так, что измерительный на« .конечник измерителя 2 проходит примеру. по по тем же точкам наклоняемой плиты 4, что и при вращении шпинделя. С помощь регулировочных винтов 5 наклоняют плиту 4 так, чтобы мию1ьгазировать разность показаний измерителя 2. Новое полол ерне наклонн 5 1ой плиты 4 также отмечают по измерителям 6 наклона. Разность показаний измерителей наклона при первой и второй минимизашш принимают за неперпендикулярность оси вращения шпинделя к плоскости стола поверяемого станка.
Для того, чтобы исключить влияние певой гармоники осевого биения шпинделя н результат измерения, весь цикл измерения повторяют, повернув предварительно оправку 3 с измерителем 2 относительно шпинделя на 180 . При этом первея гармоника осевбго биения шпинделя в первом и втором циклах измерений будет проявляться в противофазе, а среднее из двух результатов измерения будет свободно от ошибки. Разность углов наклона столика в первом и втором циклах измерений характеризует удвоенную амплитуду первой гармоники.
О суммарном влиянии высших гармоник, начиная со в,торой, судят по остаточной разности показаний измерителя после ее минимизаиви.. .
Формула изобретения
1. Способ измерения осевого шпинделя и положения оси его вращения с помощью накладного регулируемого сто.лика и измерителя линейных перемещений, заключающиеся в том, что накладной регулируемый столик устанавливают на стол поверяемого станка, а измеритель линейных перемещений закрепляют с помошью оправки на шпинделе, приводят шпиндель во вращение, наклоняют per улируемый столик так, чтобы минимизировать разность показаний измерителя, и по остаточной разности судят о высших гармониках биения шпинделя, отличающийся тем, что, с целью повышения точности измерения положения оси вращения шпинделя, накладной регулируемый столик перемешают по ; поверхности стола станка при невращаюй мся шпинделе, минимизируют разность показаний измерителя линейных перемещений, а о положении оси вращения шпинделя судят по разности углов наклона при первом и втором измерениях.
2. Способ по п. 1, о т л и ч а ю щ и йс я тем, что оправку с измерителем поворачивают относительно шпинделя на 180°, повторяют весь цикл измерений, а о положении оси вращения шпинделя судят по среднему из авук пар измерений.
6
| название | год | авторы | номер документа |
|---|---|---|---|
| Диагностическое устройство для испытания фрезерного станка с программным управлением | 1985 |
|
SU1247241A1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ НОМИНАЛЬНО КРУГЛОЙ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2158895C1 |
| Способ проверки кинематическойточности вертикальных станков сконтурным числовым программнымуправлением | 1972 |
|
SU508384A1 |
| Способ юстировки устройства для измерения плоских углов | 1987 |
|
SU1758425A1 |
| СПОСОБ ИЗМЕРЕНИЯ ОСЕВОГО БИЕНИЯ РАБОЧЕГО ОРГАНА СТАНКА | 2013 |
|
RU2564774C2 |
| Поворотный стол с газостатической опорой | 2022 |
|
RU2788876C1 |
| Диагностическое устройство для испытания фрезерного станка с программным управлением | 1986 |
|
SU1328086A2 |
| МНОГООПЕРАЦИОННЫЙ КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК | 2004 |
|
RU2261799C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ТЕЛА ВРАЩЕНИЯ И ЕГО ПОВЕДЕНИЯ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2227268C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ЗАГОТОВКИ | 2000 |
|
RU2196025C2 |