стол вручную до тех пор, пока показания измерителя линейных перемещений ие стапут поетоянными. В этом положении устанавливают на нуль шкалу измерителя линейных иеремещеннй.
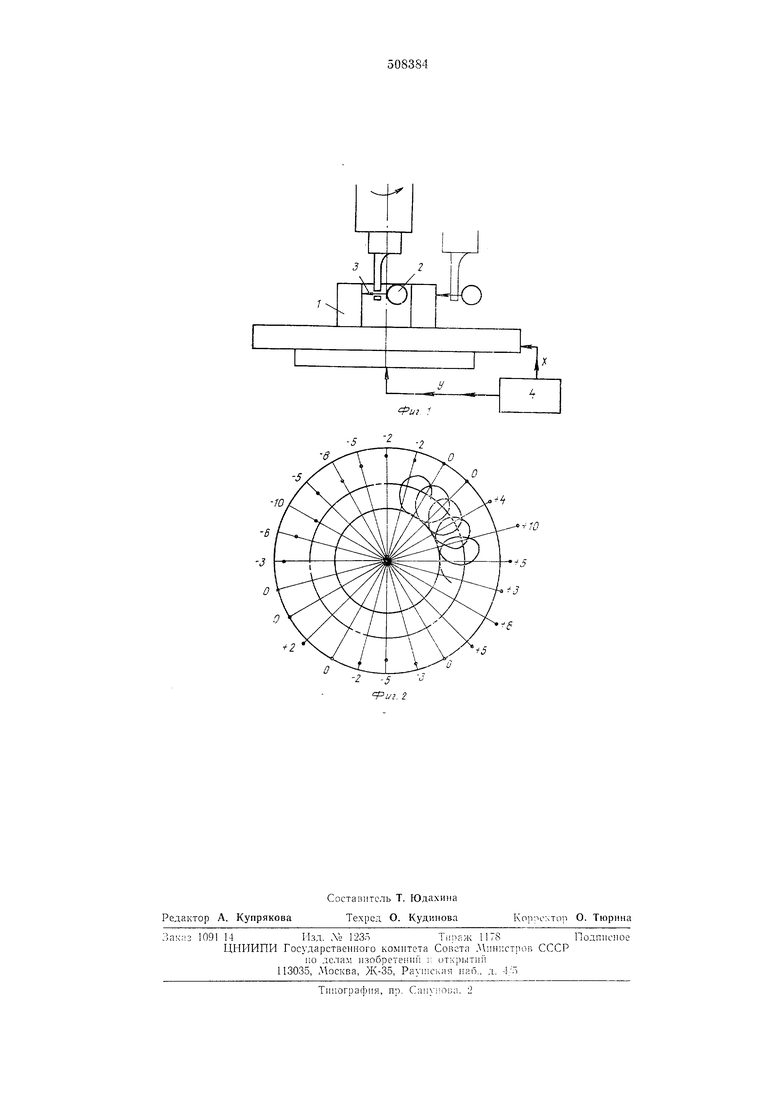
Затем включают устройетво 4 числового программного управления (ЧПУ), которое в соответствии с записанной на программоносителе программой выводит измеритель линейного перемеш,ения из отверстия, неремещает шпиндель радиально иа величи 1у, занисанную на программоносителе и равную сумме радиусов наружной и внутрепней поверхностей цилиндрической опразки, опускает шпиндель до первоначального уровня, перемещает шпиндель в плоскости ЛОУ так, чтобы обеспечить движение но окружности радиусом, равным сумме раднусов внутренней и наружной поверхностей. Одновременно с движением по окружности приводят во вращение шпиндель с угловой скоростью, но крайней мере на порядок большей, чем скорость движения по заданной траектории.
Во время двилсення шпинделя регистрируют экстремальные показания измерителя линейных перемещений.
Движение шпинделя но окр /1 ности выполняют до тех пор, пока не будет пройден угол, несколько превышающий 2rt; напри.мер: 2.тт, 5я или Зл, что позволяет исключить ошибки, связапные с началом движення.
В конце цикла целесообразно вернуться в исходную точку и проверпть центровку щппнделя относительно оправки.
Отклонення показаний измерителя линейных перемещений от пулевой отметки свидетельствуют о погрещности раднуса траектории в каждой из контрольных точек. По результатам измерения можно построить диаграмму, аналогичную изображенной на чертеже. По результатам измерения можно судить об отклонении радиуса траектории от номннального (по средпем значению показаний), о С1мещении центра траектории относительно начальной точки (оси онравки) и о некруглости траектории.
В качестве измерителя линейных перемещений может быть использовано любое измерительное средство, одиако наиболее удобно нрименеине центроискателя с невращающейся нгкалой.
Фор Л ;i а изобретения
1. Способ нроверки кинематической точноcTii вертикальных станков с контурным числовым программпым управлением (ЧПУ) по отклонениям индикатора, установленного на ишипделе станка и взаимодействующего с наружной поверхностью цилиндрической оправки, предварительно установленной на столе, в центре запрограммированной окружности по оси щпинделя, отличающийся тем, что, с целью обеспечения полного контроля точности всех параметров исполняемой траектории движення, иа столе устанавливают кольцевую оправку, которую центрируют по внутренней поверхности относительно шпинделя посредством установленного на нем индикатора, нанример центроискателя, а затем вводят последний посредством программированного движения шнинделя при его вращении во взан.модействие с наружной поверхностью оправки, предварительно сместив его по радиусу, равному сумме радиусов внутренней и наружной поверхностей оправки.
2.Способ по п. 1, отличающийся тем, что радиус программированной траектории относительно движения оси шпинделя по окружности задают равным сумме радиусов внутренней и наружной поверхностей оправки.
3.Способ по пп. 1 и 2, отличающийся тем, что ншинделю сообщают вращение с угловой скоростью, большей чем на порядок уг,|()вой скорости дв; жения новерхности оправки.
4.Способ но ин. 1-3, отличающийся тем, что о кинематической точности станка
судят по экстремальным значениям отклонения индикатора.
L
Фиг 1
в
-5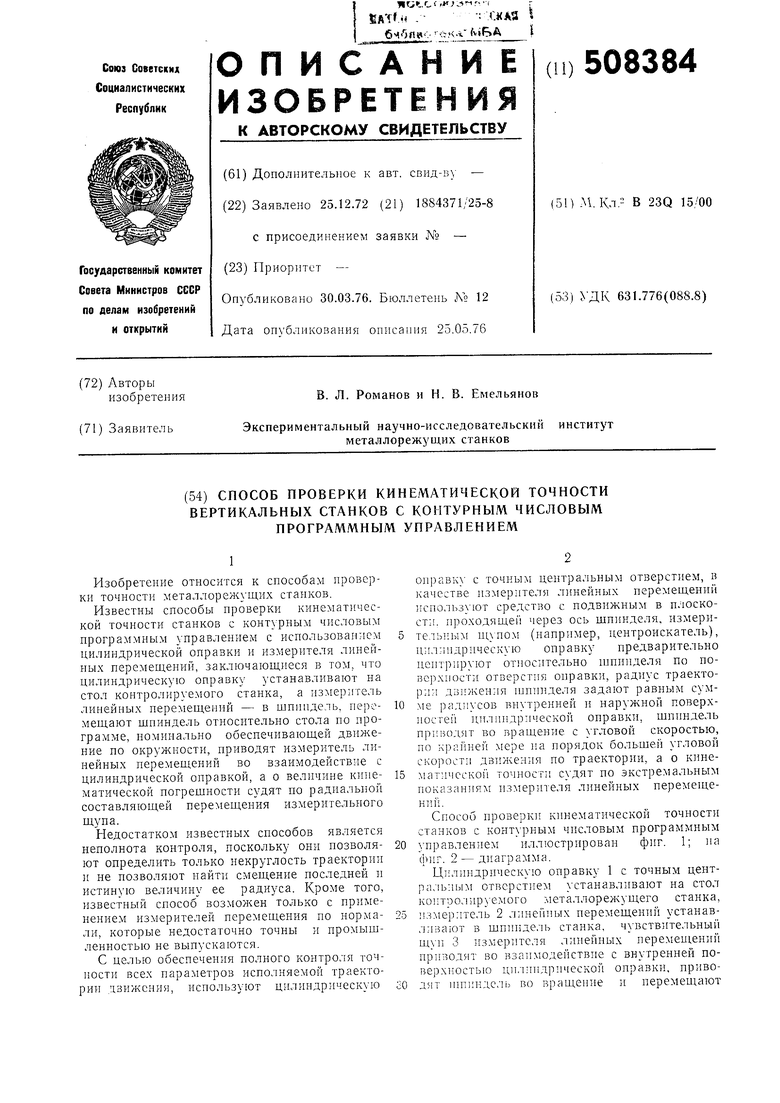
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения геометрических погрешностей траектории движения стола фрезерных станков с ЧПУ | 2016 |
|
RU2641939C2 |
| Способ контроля технического состояния станков с ЧПУ | 1983 |
|
SU1228971A1 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| СПОСОБ АТТЕСТАЦИИ СТАНКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1990 |
|
RU2028873C1 |
| Устройство стабилизации скорости резания для токарных станков с ЧПУ | 1983 |
|
SU1136112A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| Способ изготовления кулачков генераторов волновых передач Абрамова В.А. | 2015 |
|
RU2625221C2 |
| Способ диагностики точности металлорежущего станка под нагрузкой | 2022 |
|
RU2794584C1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| СТАНОК С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ С КРИВОЛИНЕЙНЫМ ПРОФИЛЕМ | 2003 |
|
RU2254223C2 |