1
Изобретение относится к области станкостроения, в частности, к станкам для чистовой обработки деталей ферромагнитными порошками в магнитном поле.
Известны устройства для магнитно-абразивной обработки деталей ферромагнитными порошками, удерживаемыми в зазорах сердечников продольно расположенных электромагнитов барабана, установленного с возможностью враш.ения и снабженного токосъёмным устройством щ,еточно-кольцевого типа.
В известных устройствах для чистовой обработки осцилляцию инструмента или детали осуществляют механически, путем их перемещения в поперечном направлении с определенной частотой, что существенно усложняет конструкцию приводного механизма инструмента или механизма транспортировки деталей.
Целью изобретения является создание устройства с поперечной осцилляцией только ферромагнитной абразивной массы в момент ее перемещения по обрабатываемой поверхности, в то время как деталь и вращающийся барабан сохраняют постоянное положение в пространстве.
Для этого в предлагаемое устройство введен дополнительный подковообразный электромагнит, полюса которого охватывают в рабочей зоне в осевом направлении сердечники
электромагнитов барабана с зубчатой торцевой поверхностью, выполненные установленными один в другой П-образными элементами, причем зубцы размещены в шахматном порядке.
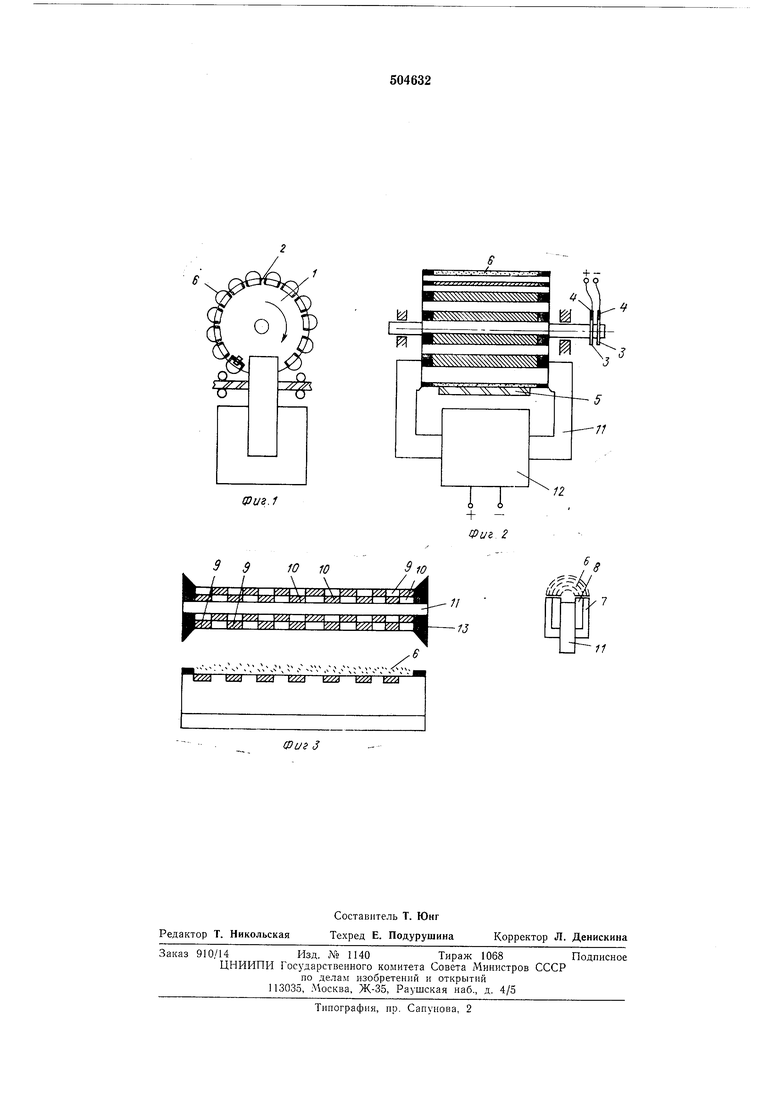
На фиг. 1 представлен общий вид устройства; на фиг. 2-то же, вид сбоку; на фиг. 3- электромагнит барабана в трех проекциях. Установка работает следующим образом.
Электромагнитный барабан 1 приводится во вращение внещним электроприводом. Число оборотов вала барабана обычно не превышает 200-250 об/мин. На обмотки электромагнитов 2 через токосъемник (кольца 3 и щетки 4)
подается постояиное напряжение. В результате в сердечниках электромагнитов 2 возбуждается постоянный магнитный поток, замыкающийся через воздущный зазор. Нри подаче на поверхность барабана или детали 5
из загрузочного бункера ферромагнитного абразивного порощка его зерна притягиваются к полюсам, замыкая своей массой магнитную цепь сердечников. Таким образом образуются шлифующие элементы в виде эластичных щеток 6. Масса абразивного материала располагается при этом по силовым лиииям магнитного поля полюсов.
Все электромагниты барабана имеют составные сердечники с П-образными магнитопроводамн 7 н 8, расположенными один в другом
параллельно образующей барабана. Для того, чтобы магнитное поле в зазоре имело рельефный волнообразный характер на полюсах электромагнитов на торцевой поверхности магнитопроводов имеются зубцы 9 и 10 - концентраторы поля. Причем для того, чтобы на образующей «щеток, максимально удаленной от оси цилиндра, ферромагнитный порошок располагался по цилиндрической поверхности, сердечники выполнены составными, а зубцы на одноименных полюсах сдвинуты на полпериода и расположены в шахматном порядке. В результате поверхность абразивных «щеток по образующей цилиндра будет ровной, а в месте прилегания к торцевой поверхности зубцов- волнистой. В связи с тем, что силовые линии магнитного поля под влиянием поперечного осциллирующего поля наклоняются, волнообразная поверхность также будет смещаться в поперечном направлении. Это, в свою очередь вызывает перемещение абразивной массы ферропорощка. Источником поперечного осциллирующего поля является дополнительный подковообразный электромагнит 11 с обмоткой 12, полюса которого охватывают в рабочей зоне в осевом направлении сердечники электромагнитов барабана.
С целью предотвращения попадания абразивного порошка в зазоры магнитной цепи электромагнита осцилляции поверхность полюсов электромагнитов барабана на краях
покрывают достаточно толстым слоем немагнитного вещества. Кроме этого, для уменьшения рассеяния поперечного магнитного потока сердечники электромагнита барабана имеют
на торцах утолщения 13.
В качестве магнитоабразивных материалов могут быть использованы: мелкая стальная стружка, чугунная крошка, железные порошки марки Пж, керметы марки ЭБМ-40-80%.
Скорость движения режущего инструмента «щетки достигает 10-12 м/сек.
Формула изобретения
Устройство для магнитно-абразивной обработки деталей ферромагнитными порошками, удерживаемыми в зазорах сердечников продольно расположенных электромагнитов барабана, установленного с возможностью вращения и снабженного токосъёмным устройством
щеточно-кольцевого типа, отличающееся тем, что, с целью улучшения технологичности конструкции путем сообщения поперечной осцилляции частицам порошка, в него введен дополнительный подковообразный электромагнит, полюса которого охватывают в рабочей зоне в осевом направлении сердечники электромагнитов барабана, причем указанные сердечники образованы двумя установленными один в другой П-образными элементами, торцовая рабочая поверхность которых выполнена зубчатой, а зубцы размещены в шахматном порядке.
Фиг.1
JO W
„f XJwxi p%1 p
Y/M
ri:;;-;:/ -:;: - :.--:;/- :;;/ ;: --
x tv-X yy/A K K
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1973 |
|
SU396254A1 |
| Установка для чистовой обработки ферропорошками в магнитном поле | 1976 |
|
SU663565A1 |
| Устройство для объемной полировки деталей | 1987 |
|
SU1558648A1 |
| Устройство для магнитно-абразивной обработки | 1981 |
|
SU975358A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1585124A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ ОБРАБОТКИПОВЕРХНОСТЕЙ ЗАГОТОВОКФЕРРОМАГНИТНЫМИ ПОРОШКАМИ В МАГНИТНОМПОЛЕ | 1972 |
|
SU428928A1 |
| Устройство для магнитно-абразивной отделочной обработки | 1975 |
|
SU564140A1 |
| СПОСОБ МАГНИТОАБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1972 |
|
SU347142A1 |
| Устройство для магнитно-абразивной обработки | 1974 |
|
SU495190A1 |
| Устройство для чистовой обработки ферромагнитных деталей | 1980 |
|
SU856767A1 |