1
(21)4407781/25-08
(22)11.04.88
(46) 15.08.90. Бюл. ff 30
(71)Краматорский научно-исследовательский и проектно-технологический институт машиностроения
(72)В.Ф.Чеботаев и С.А.Михалькова
(53)621.923.9(088.8)
(56)Барон Ю.М. Магнитно-абразивная
и магнитная обработка изделий и режущих инструментов. Л., 1986, с. 107.
(54)СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ
(57)Изобретение относится к обработке изделий ферроабраэивным порошком в магнитном поле. Целью изобретения является повышение качества и производительности обработки крупногабаритных деталей типа тел вращения. Обработка детали осуществляется путем ее вращения между парами полюсных наконечников С-образных магнитных систем, которым сообщают осевую осцилляцию с различивши частотами, некрат-1 ными одна другой. Наиболее целесообразное отношение частот осцилляции . пар полюсных наконечников 10:13. 2 ил., 1 табл.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной обработки деталей типа тел вращения | 1986 |
|
SU1342705A1 |
| Станок для обработки деталей магнито-абразивным порошком | 1977 |
|
SU776889A1 |
| Устройство для магнито-абразивной обработки | 1978 |
|
SU764954A1 |
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1722790A1 |
| Устройство для магнитно-абразив-НОй ОбРАбОТКи ТЕл ВРАщЕНия | 1979 |
|
SU814684A1 |
| Устройство для магнитно-абразивной обработки | 1979 |
|
SU931414A1 |
| Головка для обработки поверхностей вращения с криволинейной образующей ферроабразивным порошком | 1982 |
|
SU1041272A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2098258C1 |
| Способ магнитно-абразивной обработки | 1977 |
|
SU992173A1 |
Изобретение относится к обработке изделий ферроабразивным порошком в магнитном поле. Целью изобретения является повышение качества и производительности обработки крупногабаритных деталей типа тел вращения. Обработка детали осуществляется путем ее вращения между парами полюсных наконечников С-образных магнитных систем, которым сообщают осевую осцилляцию с различными частотами, некратными одна другой. Наиболее целесообразное отношение частот осцилляции пар полюсных наконечников 10:13. 2 ил., 1 табл.
Изобретение относится к обработке изделий ферроабразивным порошком в магнитном поле и предназначено для отделочной обработки крупногабаритных тел вращения.
Целью из9бретения является повышение качества и производительности обработки путем обеспечения неповторяемости траектории движения абразивных частиц.
В способе магнитно-абразивной обработки деталей ферроабразивным порошком, подаваемым в рабочие зазоры между вращающейся деталью и двумя парами осциллирующих вдоль оси детали полюсных наконечников оппозитно расположенных С-образных электромагнитных систем, парам полюсных наконечников сообщают осциллирующее движение с различной .частотой, при этом отношение частот осцилляция принимают дробным (не кратным друг другу).
Для получения эффекта неповторяемости траектории движения абразивных зерен относительно обрабатываемой поверхности необходимо, чтобы отношение частот осцилляции пар полюсных наконечников и вращения детали было дробным числом (некратным друг другу). Однако при обработке крупногабаритных деталей увеличивать частоту вращения детали нецелесообразно. Следовательно, необходимо варьировать частотой осцилляции наконечников.
При различной частоте осцилляции полюсных наконечников получается,что число волн царапин на длине окружности детали одной пары полюсных наконечников при частоте (л}..„ равно (., ОС|Ь
«, - Т5
число волн царапин на длине окружности детали второй пары полюсных наконечников при частоте и ц равно
01 00
ел №
4
N2 . ш
Насыщенность рисунка царапин зависит от отношения N,/N., которое равно
N - fЈЈ4i i 4J и)%
В описываемом способе парам полюсных наконечников сообщают осцилли- щ рующее движение с различной частотой, не краткой друг другу, при этом можно дополнительно варьировать амплитудой осцилляции и одновременно частотой осцилляции и амплитудой.
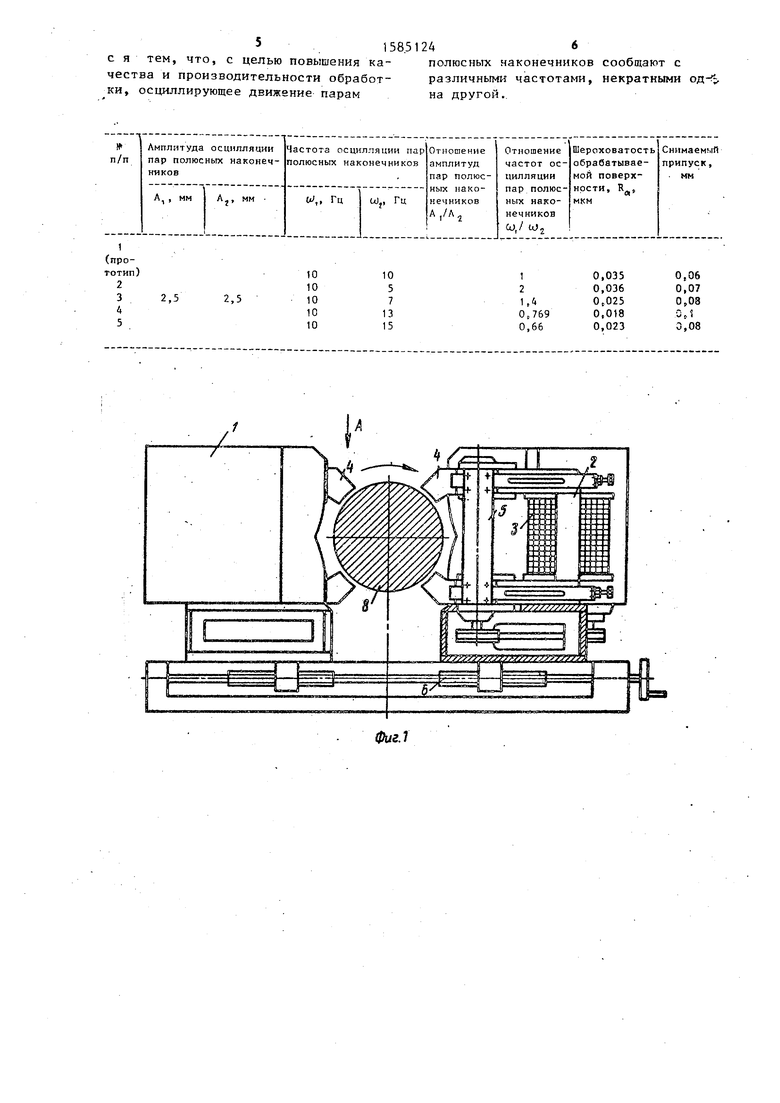
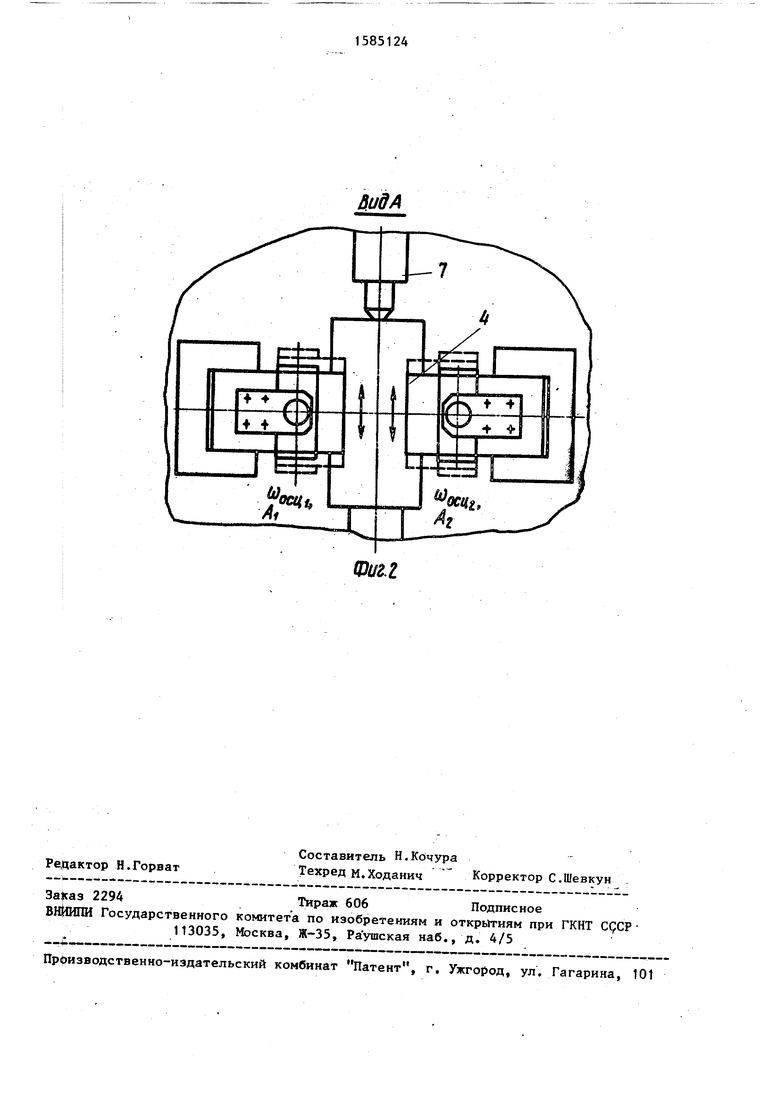
На фиг. 1 изображена схема установки для осуществления способа; на фиг. 2 - вид А на фиг. 1.
Устройство состоит из двух оппо- зитно расположенных С-образных магнит д ных систем 1, каждая из которых со- держит магнитопровод 2 с электромагнитной катушкой 3, подвижные полюсные наконечники 4, механизмы осцилляции 5 полюсных наконечников 4.
Электромагнитные системы 1 с помощью передачи 6 винт-гайка обеспечивают установку необходимых зазоров между обрабатываемой деталью и полюсными наконечниками. Позицией 7 о боз- начен центр, позицией 8 - обрабатываемая деталь.
Устройство работает следующим об- , разом.
Обрабатываемая деталь помещается между полюсными наконечниками 4 при раздвижении двух магнитных систем 1 и закрепляется в кулачковом патроне и центре 7. Полюса электромагнитов с полюсными наконечниками 4 подводят к обрабатываемой детали 8 с определенным зазором. Зазор заполняют ферромагнитным порошком. В обмотки катушек 3 подается ток.
Далее включают механизм осцилля- , ции 5 с предварительно установленной частотой и амплитудой, деталь приводят во вращение, и всему устройству сообщается продольная подача.
Регулирование частоты осцилляции полюсных наконечников 4 производят с помощью регулирования частоты вращения электродвигателя.
)0
50
Амплитуду осцилляции устанавливают, изменяя величину эксцентриситета при- водного вала механизма осцилляции.
Варьируя частотой осцилляции пар полюсных наконечников, можно увеличить
j
,
0
0
величину съема металла и снизить шероховатость поверхности.
Производилась магнитно-абразивная обработка цилиндрических образцов, изготовленных из стали 40Х (НВ 230- 260), диаметром 160 мм и длиной 300мм, Исходная шероховатость поверхности образцов Ra 0,8-1,2 мкм.
Устройство для магнитно-абразивной обработки устанавливали на поперечных направляющих суппорта станка мод. 165. t
Применяли СОЖ, приготовленную на основе триэтаноламина. Для обеспечения оптимальной шероховатости и производительности магнитно-абразивная обработка производилась со следующими режимами:
Скорость резания, м/с 1,2 Подача,, мм/об3
Магнитная индукция в рабочих зазорах, Т 1,2 Сила рабочего тока, А 5 Рабочий зазор (серповидный клин), Время обработки, с 300 В качестве йагни.тно-абразивного материала использовался псевдосплавной порошок зернистостью 0,2-0,3 мм. При обработке исследовались параметры шероховатости поверхности и I профиль поперечного сечения деталей.
В ходе испытаний осцилляцию полюсных наконечников осуществляли с одинаковой частотой, с различной частотой, с различной амплитудой, с рас- личной частотой и амплитудой.
Результаты испытаний приведены в таблице.
Из результатов проведенных испытаний следует, что наиболее целесообразное отношение частот осцилляции пар полюсных наконечников 10:13.
Формула изобретения
Способ магнитно-абразивной обработки цилиндрических деталей большого диаметра, при котором деталь располагают между двумя парами полюсных наконечников оппозитно расположенных С-образных магнитных систем, в рабочие зазоры подают ферроабразивный. порошок и сообщают детали вращение, а полюсным наконечникам - осцилляцию вдоль ее оси, отличающий
51585124
с я тем, что, с целью повышения ка- полюсных наконечников сообщают с чества и производительности обработ- различными частотами, некратными од- ки, осциллирующее движение парам на другой.
ВидА
Фиг2
