Изобретение относится к области чистовой обработки поверхностей типа тел вращения в .магнитно.м поле с использованием в качестве режущего инструмента ферромагнитного порошка.
Известные способы магнитоабразявной обработки деталей ферромагнитным порошком в магнитном -поле, по которым деталь располагают между разноименными полюсами электромагнитов, обладают сравнительно .низкой производительностью при чистовой обработке, ИМИ нельзя обрабатывать отверстия, И, кроме того, под действием сил иаправлеииого магинтного поля происходит деформация обрабатываемых изделий, имеющих пониженную жесткость.
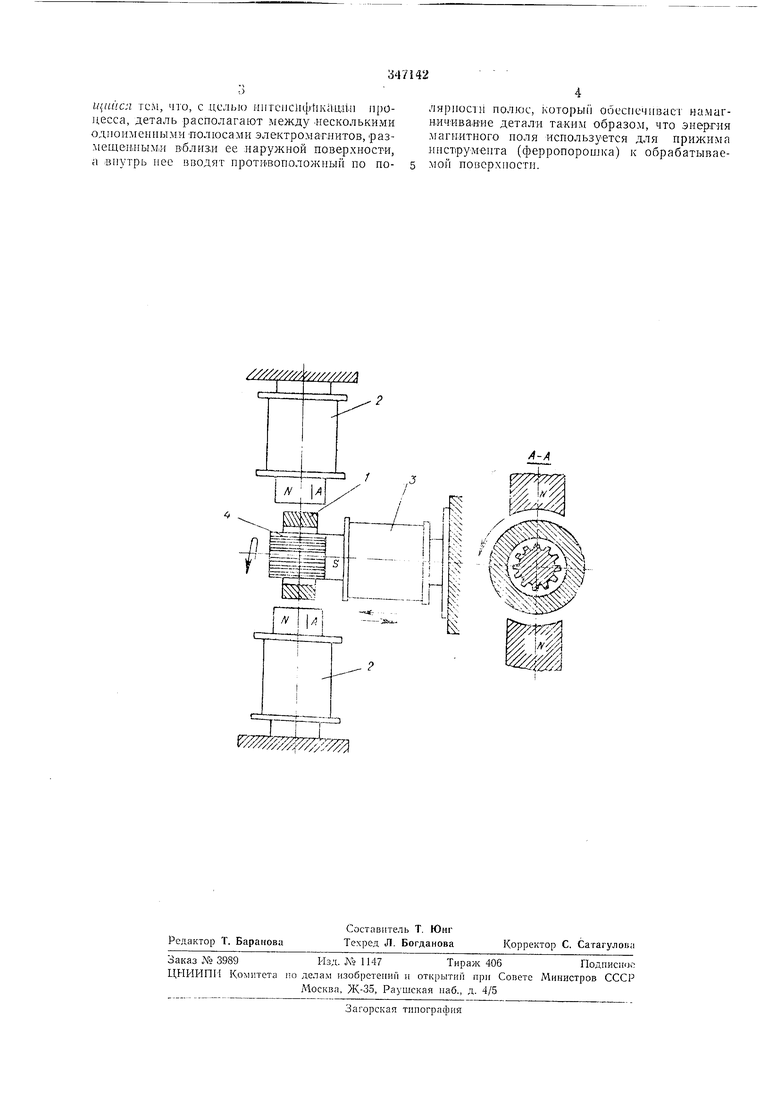
По предлагаемому способу, с целью Ннтенсификации процесса, деталь располагают между несколькими (от двух и более до полного угла охвата) одноименными полюсами электромагнитов, размещенными вблизи ее наружной поверхности, а внутрь нее вводят противополож ный по полярности полюс, который обеспечивает намагничивание детали таким образом, что энергия магиитиого ноля используется для прижима инструмента (ферропорошка) к обрабатывае.мой иоверхтюсти.
магнитное поле, образованное несколькими, панример, двумя, электромагнитами 2, и.меюидими одноименную полярность (предельное количество этих - полный угол охвата обрабатываемой детали), и электромагнитом ,, полярность которого противоположиа.
Сердечник 4 электромаг 1ита 3 входит в обрабатываемое отверстие с онределенным зазором. С целью интенсификации процесса, сердечник выполнен удлиненной формой с рнфленнями, наиесенными по образующей. В зазор между cepдeчиикo 4 и деталью / насыпают ферромагннтный порошок, который является режущнлг инструментом. Порощок орнентируется и удерживается .магиитным полем па сердечнике 4. При относительном иеремещеиии детали 1 и сердечника 4 происходит ироцесс обработки. Детали сообщается движеи 1е враидешш и осцилляции по известио.му споеобу. Эти же движення .могут быть сообщен) и сердечнику. В этом случае деталь остается неподвижной..
Даиный способ позволяет получить BbicoKini класс чистот обрабатываемого отверстия.
П р е д м е т и з о б р е т е и и я
ii{iLLic:i тем, что, с цель нитсис11ф11Кс|ц;11п процесса, деталь располагают между несколькими од1101П1ен 1Ыми -полюсами электромагнитов, размещенньп1|И вблизи ее наружной поверхности,
а внутрь нее вводят противоположный по по- 5 мои поверхности.
лярностн полюс, которын обеспечивает намагничивайие детали таким образом, что энергия магнитного поля используется для прижима инструмента (ферропорошка) к обрабатьшае
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной обработки | 1971 |
|
SU657978A1 |
| Способ магнитно-абразивной обработки изделий | 1977 |
|
SU677896A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ ОБРАБОТКИФЕРРОМАГНИТНЫХ ДЕТАЛЕЙЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1972 |
|
SU428927A1 |
| Устройство для магнитно-абразивной обработки деталей | 1974 |
|
SU504632A1 |
| Устройство для нанесения покрытий из ферромагнитных порошков | 1988 |
|
SU1627352A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1973 |
|
SU396254A1 |
| ВПТБ | 1973 |
|
SU399353A1 |
| Установка для магнитно-абразивной обработки листовых материалов | 1980 |
|
SU944889A1 |
| Установка для чистовой обработки ферропорошками в магнитном поле | 1976 |
|
SU663565A1 |
| Устройство для чистовой обработки ферромагнитных деталей цилиндрической формы | 1975 |
|
SU516514A1 |