полость верхнего штампа. Верхний штамп, совершая пульсируюшее движение и утрамбовывая формовочную смесь, обеспечивает двустороннее прессование изделий.
По окончании прессоваиия, когда верхний штамп находится в нижнем положении, пустотообразователи поднимаются и .выходят из изделия. В этот момент верхний штамп выполняет роль съемника.
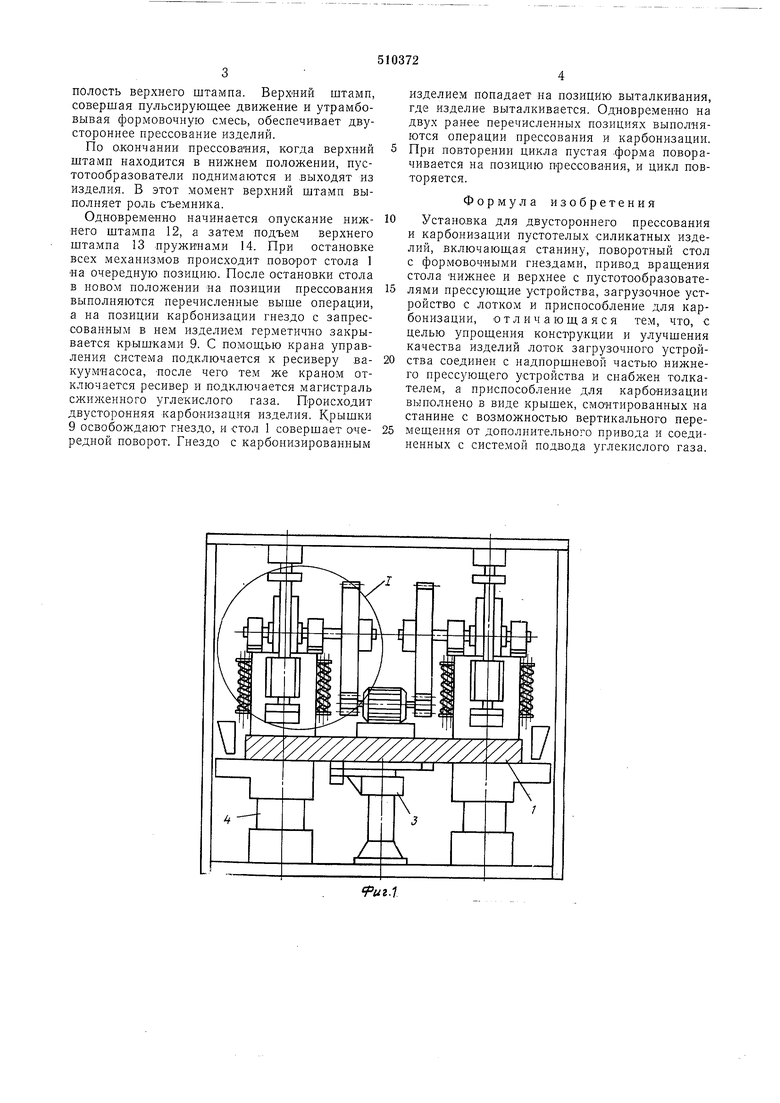
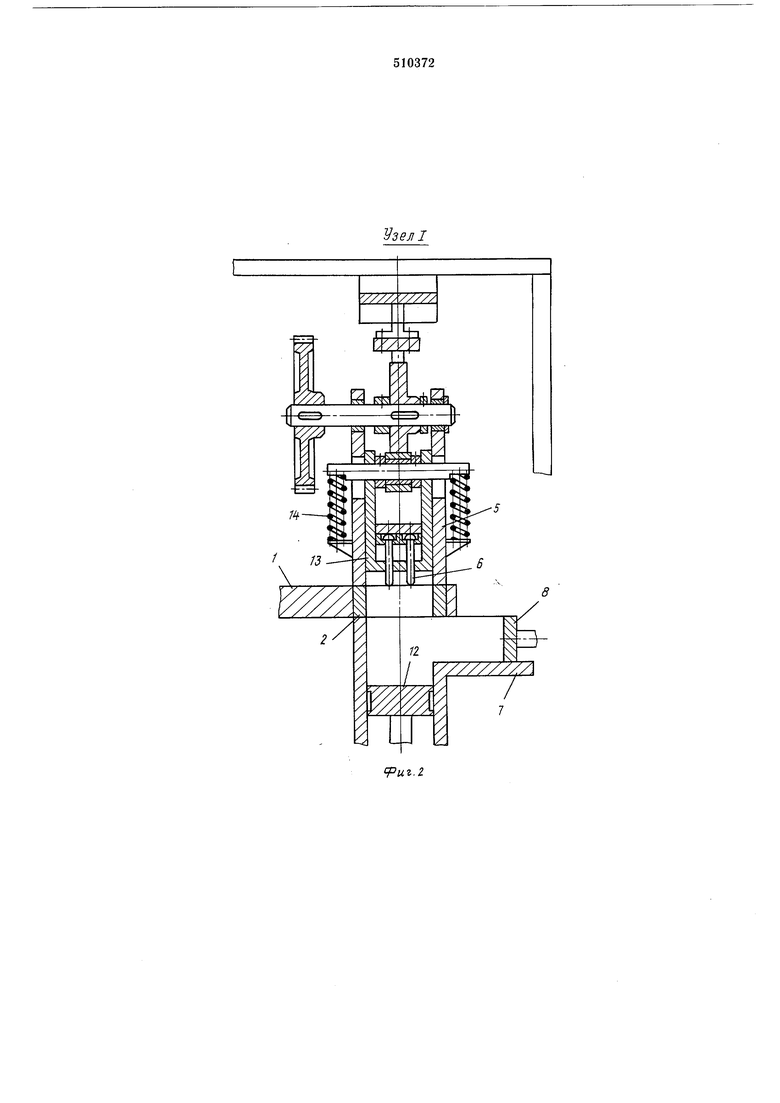
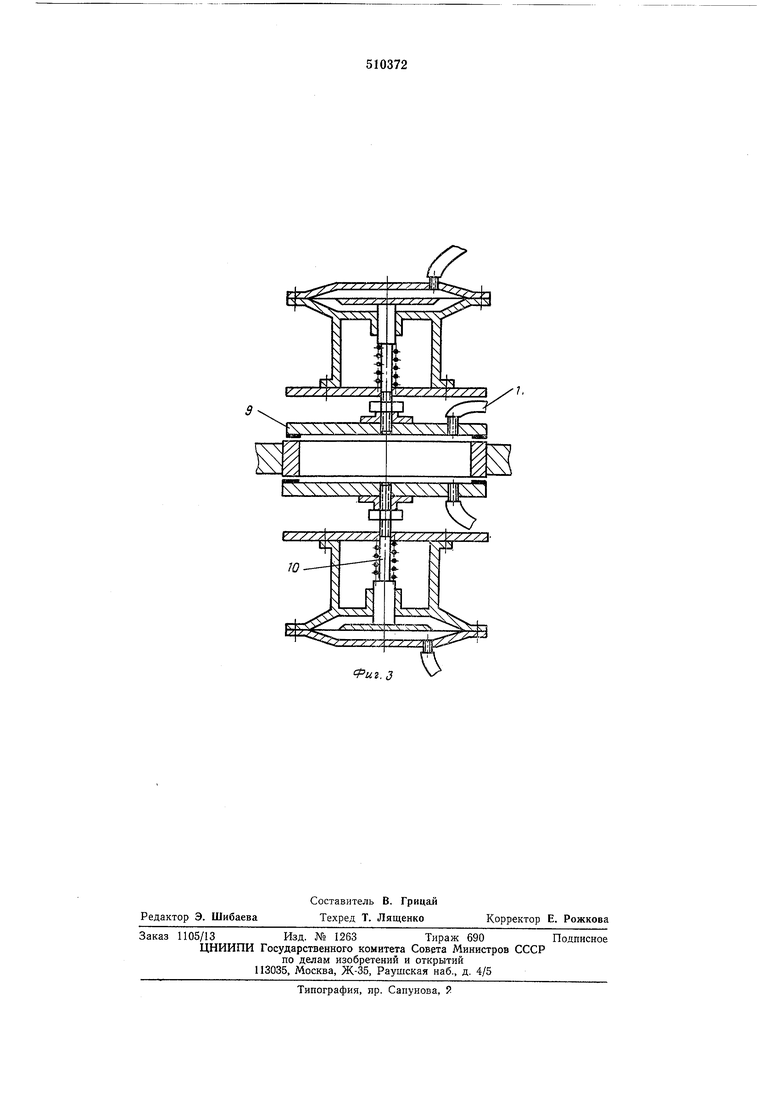
Одновременно начинается опускание нижнего штампа 12, а затем подъем верхнего штампа 13 пружинами 14. При остановке всех механизмов происходит поворот стола 1 на очередную позицию. После остановки стола в новом пололсенни на позиции прессования выполняются перечисленные выше операции, а на позиции карбонизации гнездо с запрессованным в нем изделием герметично закрывается крышками 9. С помощью крана управления система подключается к ресиверу вакуумпасоса, лосле чего тем же краном отключается ресивер и подключается магистраль сжиженного углекислого газа. Происходит двусторонняя карбонизация изделия. Крышки 9 освобождают гнездо, и СТОл 1 совершает очередной поворот. Гнездо с карбонизированным
изделием попадает на позицию выталкивания, где изделие выталкивается. Одновременно на двух ранее перечисленных позициях выполняются операции прессования и карбонизации. При повторении цикла пустая .форма поворачивается на позицию прессования, и цикл повторяется.
Формула изобретения
Устано.вка для двустороннего прессо.вания и карбонизации пустотелых силикатных изделий, включаюш,ая станину, поворотный стол с формовочными гнездами, привод вращения стола нижнее и верхнее с пустотообразователями прессующие устройства, загрузочное устройство с лотком и приспособление для карбонизации, отличающаяся тем, что, с целью упрощения конструкции и улучшения качества изделий лоток загрузочного устройства соединен с надпоршневой частью нижнего прессующего устройства и снабжен толкателем, а приспособление для карбонизации выполнено в виде крышек, смонтированных на станине с возможностью вертикального перемещения от дополнительного привода и соединенных с системой подвода углекислого газа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Способ полусухого прессования пустотелого кирпича и пресс для его осуществления | 1988 |
|
SU1715607A1 |
| Пресс для изготовления лицевого силикатного кирпича | 1978 |
|
SU727440A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2044638C1 |
| Устройство для прессования изделий из порошковых материалов с пустотообразователями | 1991 |
|
SU1804394A3 |
| Пресс-форма для формования пустотелых строительных изделий | 1982 |
|
SU1087337A1 |
| Станок для изготовления строительных пресс-блоков | 1990 |
|
SU1771973A1 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ПУСТОТ В СТРОИТЕЛЬНЫХ ИЗДЕЛИЯХ ПРЕССА ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2038970C1 |
| Пресс для формования бетонных изделий | 1988 |
|
SU1708625A1 |
| Устройство для полусухого прессования кирпича | 1990 |
|
SU1761482A1 |
иг.з
