Изобретение относится к строительным материалам, в частности, к получению пустотелого кирпича на прессах для полусухого прессования.
Цель изобретения - обеспечение 5 возможности прессования пустотелого кирпича с повышенным термическим сопротивлением и снижение усилий, передаваемых пустотообразователями на контрштамп и свой привод при операции 10 прессования.
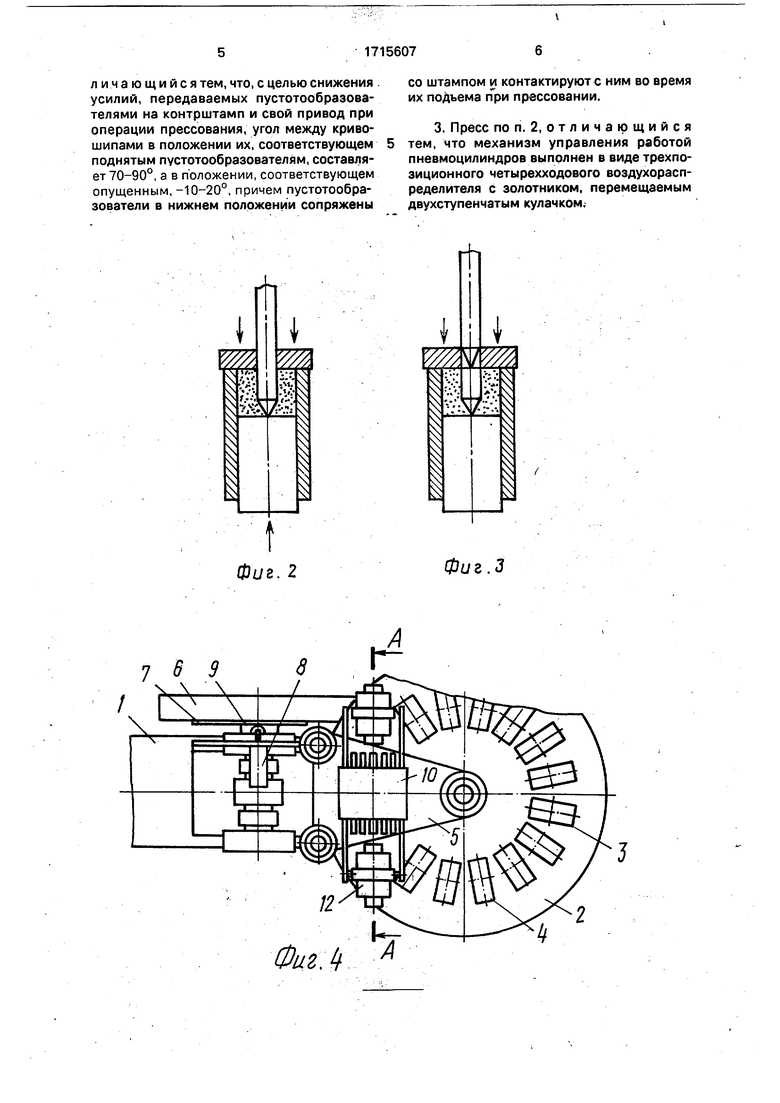
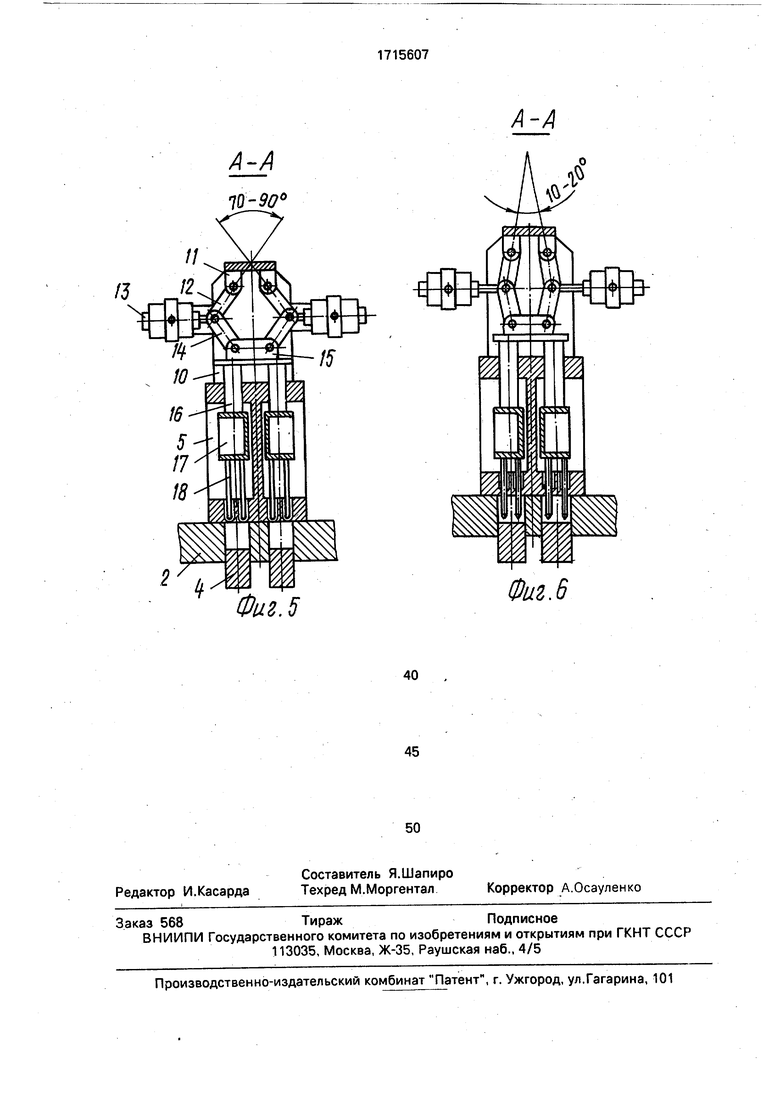
На фиг. 1-3 показаны операции, проведенные экспериментально, выполнение которых при формовании кирпича дает возможность достичь поставленную цель; 15 на фиг. 4 - пресс, вид в плане; на фиг. 5 - разрез А-А на фиг. 4 (с пустотообразователями в поднятом положении); на фиг. 6 - разрез А-А на фиг. 4 (с пустотообразователями в опущенном положении).20
После заполнения пресс-формы 1 формовочной смесью через контрштамп 2 в рыхлую смесь вводят пустотообразователи 3 до касания их торцов штампа 4, производят операцию Прессование. При этом пу- 25 стотообрззователи 3 поднимаются вместе со штампом 4 до окончания операции прессования. Затем пустотообразователи извле- кают из спрессованного кирпича. Направления усилий и точки их приложения 30 показаны стрелками. Отсутствие зазоров между пустотообразователями и штампом и наличие силы трения между пустотообразователями и смесью, направленной навстречу движению штампа, удерживают 35 последний в контакте с пустотообразователями в течение всей операции Прессование. Получаемые полости в кирпиче имеют максимальную глубину.
Пресс содержит станину 1, поворотный 40 стол 2 с пресс-формами 3 и штампами 4, траверсу 5, привод (не показан) с зубчатым колесом 6, на котором закреплен двухступенчатый кулачок 7, представляющий собой полосу со скосами, выгнутую по дуге 45 окружности, соответствующей центральному углу, на который поворачивается зубчатое кблесо за время от момента остановки стола 2 до конца операции Прессование 1 Первая ступень кулачка соответствует one- 50 рации Погружение пустотообразовате- лей, вторая-операции Прессование. На станине установлен трехпозиционный че- тырехходовой клапан 8, ролик 9 которого контактирует с кулачком 7, Привод переме- 55 щения пустотообразователей содержит раму 10, которая установлейа на траверсе 5 и на которой закреплены опоры 11 кривошипов 12 и силовые цилиндры 13, приводящие кривошипы 12 в движение. Шатуны 14 соединены посредством поперечины 15, штоков 16 и коробок 17 с пустотообразователями 18.
Пресс работает следующим образом.
Пресс-формы 3, заполненные формовочной смесью, вращением стола 2 подаются на позицию прессования под траверсу (контрштамп) 5. В момент остановки стола 2 ролик 9 клапана 8 по скосу кулачка 7 набегает на первую его ступень, переводя золотник клапана в положение, при котором воздух подается в цилиндры 13. Штоки последних поворачивают кривошипы 12 и посредством шатунов 14 и штоков 16 опускают пустотообразователи 18 до касания их торцов штампа 4. При этом угол между кривошипами составляет 10-20°. Совершается операция Погружение пустотообразователей.
Далее ролик 9 сбегает на вторую ступень кулачка 7, переводя золотник клапана 8 в нейтральное положение, при котором стравливается воздух из цилиндров 13. При этом снимается давление пустотообразователей на штамп 4, а следовательно, нагрузка от них на привод пресса. На второй ступени кулачка 7 ролик 9 клапана 8 находится до окончания операции прессования, после чего сбегает с кулачка и переводит золотник клапана 8 в положение, при котором воздух, поступающий в цилиндры 13, извлекает пустотообразователи 18 из пресс-формы 3.
Далее стол 2 поворачивается, заводя на позицию прессования следующие пресс- формы цикл повторяется.
Формула изобретения
1.Способ полусухого прессования пустотелого кирпича, при котором фбрмовоч- ную смесь засыпают в пресс-форму с опущенным днищем-штампом, помещают ее под контрштамп, вводят через плиту контрштампа пустотообразователи и подъемом штампа прессуют кирпич, отличаю- щ и и с я тем, что, с целью обеспечения возможности прессования пустотелого кирпича с повышенным термическим сопротивлением, пустотообразователи погружают в формовочную смесь до касания ими днища формы и прессуют кирпич при сохранении контакта между пустотообразователями и штампом.
2.Пресс для полусухого прессования пустотелого кирпича, содержащий станину, поворотный стол, несущий пресс-формы, пустотообразователи с приводом их перемещения в виде двух расположенных оппозитивно силовых цилиндров и кривошип- но-шатунных механизмов, кинематически связанных между собой, а также механизм управления работой пневмоцилиндров, о тли чающийся тем, что, с целью снижения усилий, передаваемых пустотообразова- телями на контрштамп и свой привод при операции прессования, угол между кривошипами в положении их, соответствующем поднятым пустотообразователям, составляет 70-90°, а в положении, соответствующем опущенным, -10-20°, причем пустотообра- зователи в нижнем положении сопряжены
со штампом и контактируют с ним во время их поДъема при прессовании.
3. Пресс по п. 2, отличающийся тем, что механизм управления работой пневмоцилиндров выполнен в виде трехпо- зиционного четырехходового воздухораспределителя с золотником, перемещаемым двухступенчатым кулачком.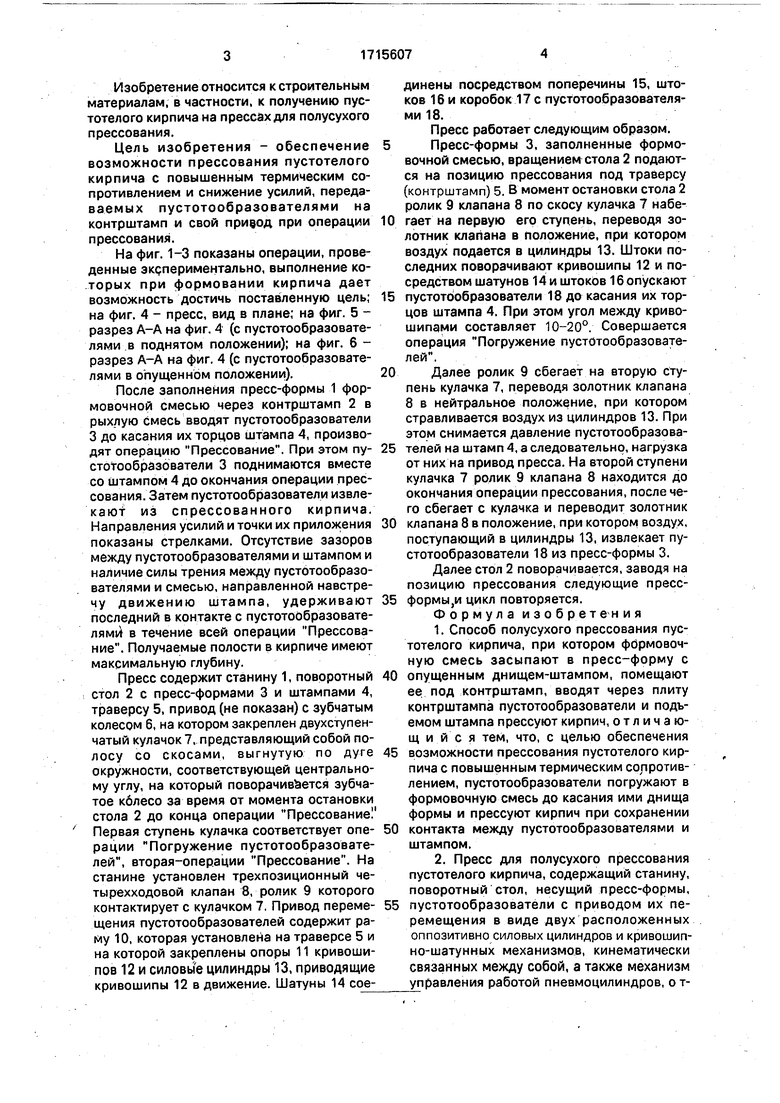
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для полусухого прессованияпуСТОТЕлОгО КиРпичА | 1979 |
|
SU852567A1 |
| Устройство для образования пустот в строительных изделиях | 1985 |
|
SU1380965A1 |
| Устройство для образования пустот в строительных изделиях | 1972 |
|
SU557919A1 |
| СПОСОБ ФОРМОВАНИЯ СИЛИКАТНОГО КИРПИЧА-СЫРЦА | 2008 |
|
RU2381896C2 |
| Устройство для образования пустот в строительных изделиях | 1988 |
|
SU1726257A1 |
| Пресс-форма для формования пустотелых строительных изделий | 1982 |
|
SU1087337A1 |
| Пресс-форма для полусухого прессования кирпича | 1991 |
|
SU1794023A3 |
| Пресс для полусухого прессования пустотелых изделий | 1977 |
|
SU677928A1 |
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1992 |
|
RU2021895C1 |
| Устройство для образования пустот в строительных изделиях | 1983 |
|
SU1230863A2 |
Изобретение относится к области строительных материалов, в частности к получению пустотелого кирпича на прессах для полусухого прессования. Целью изобретения является обеспечение возможности прессования пустотелого кирпича с повышенным термическим сопротивлением за счет снижения усилий, передаваемых пусто- тообразователями на контрштамп и свой привод при операции прессования. Пресс- форму 1 заполняют формовочной смесью через контрштамп 2, в смесь вводят пусто- тообразователи 3 до касания их торцов штампа 4, при этом производят прессование при сохранении контакта между пусто- тообразователями 3 и штампом 4. Затем пустотообразователи 3 извлекают из спрессованного кирпича. 2 с.п. ф-лы, 1 з.п. ф-лы, 6 ил. fe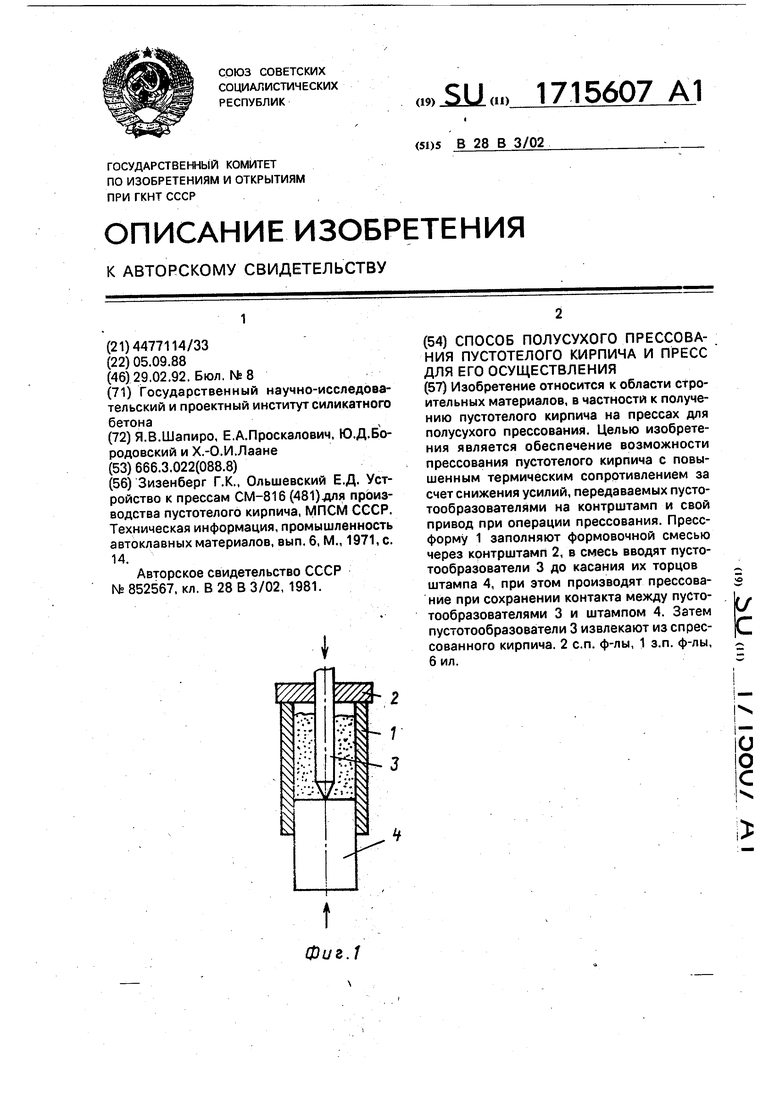
Фиг. 2
.
I (NTT
Фиг. tf
ШМЩ
,
Й2й
Фиг.З
It
Фиг. 5
А-А
Фиг.6
| Зизенберг Г.К., Ольшевский Е.Д | |||
| Топка генеративного типа для мелкого топлива | 1923 |
|
SU816A1 |
| Техническая информация, промышленность автоклавных материалов, вып | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Пресс для полусухого прессованияпуСТОТЕлОгО КиРпичА | 1979 |
|
SU852567A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
