1
Mao6paTeiSsJe относится к электрохимичес ой промышленности и может быть использо вано для электрохимического полирования и шлифования электродом- инструментом металлической поверхности изделий
Известен злектрод-йнструмент средняя часть которого йзг-отовлена из любого легко обрабатьтаемого материалад например воска, rHncfij пластахшнаг дерева прессованной бумаг-йд а поверзшостъ электрода покрывает- ю ся токопроводяпшм материалом о
Однако и естный электрод электропроводен только в позерхностном слое и не об- ладает на поверхности шаржкруюшей, абразивной способностью.
Цель изобретения повысить электропроводность злакт-родД йнструмента, Для этого предпагаегльй электрод-инструмент выnojffieH в вида составного диска, собранного из плотно пригнанных друг к другу отдельных неаэо1шрованкых секторовэ подоб WB.or& в cae asssM щюжэ таг, что канйшйры дельной щэевесной основь каждого секто- ра расподожены радйагаьиО;, rrpasss,. послеД ние нровнгйаы легЕОйлавким сплавоМ( напрн -. мер sBTeKjrHsoS связан -- --« я
При такой конструкции электрода-инструмента достигается оптимальная производительность электрохимического процесса, повышается механическая прочность и элект ропроводность электрода-инструмента, а также выравнивается электропроводность во всех направлениях по его периметру.
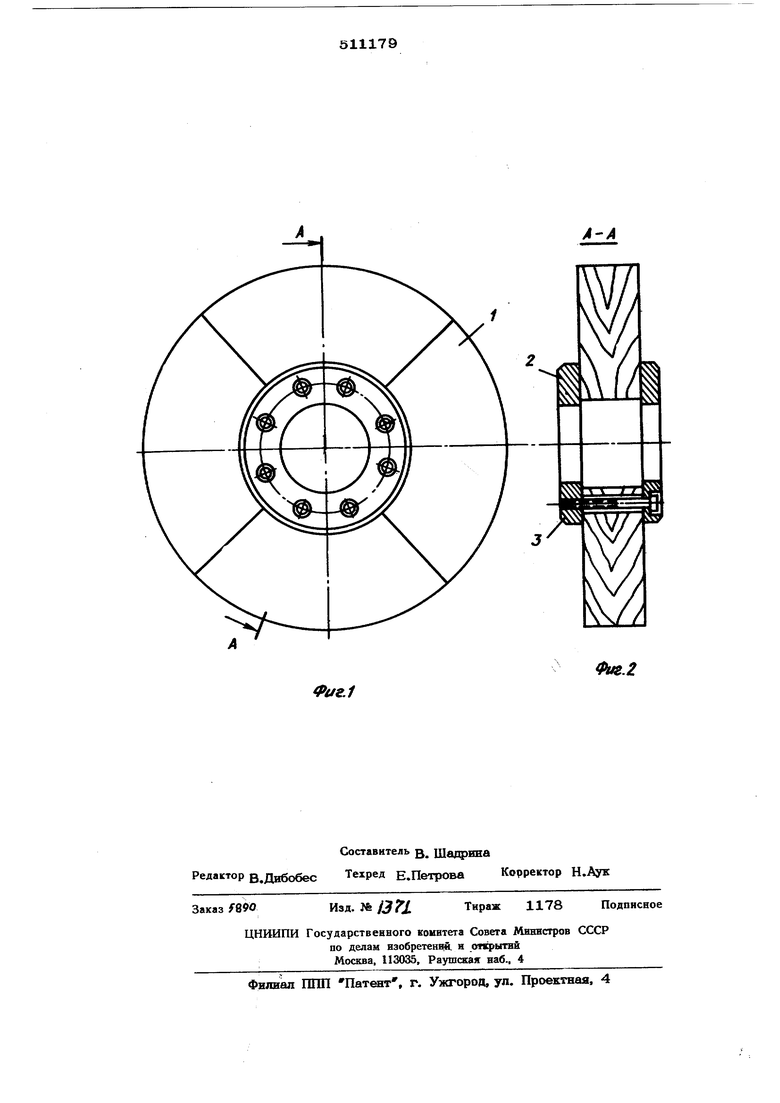
На фиг, 1 изображен описываемый электрод-инструмент, общий вид; на фиг. 2 - разрез по А-А на фиг. 1.
В качестве основы предлагаемого электрода-инструмента применен неэлектропроводный материал, например цельная древесина, предварительно пропитан1шя сначала си1 тетичесасой смолой, например фенолосптгртами, а затем - легкоплавким ToifonpOBO; щим металлическим сплавом, например эвтектикой свинец-сурьма, равномерно распределенным вдоль волокон по всему сечению дельной древесной основы.
Предварительная пропитка деревянной основы электрода-инструмента синтетической смолой значительно повьпыает механическую прочность электрода-инструмента, в несколько раз превьш1ающую прочность
исходной древесины, а пропитка легкоплавким токопроводящим металлическим сплавом повышает его электропроводность.
Предлагаемый электрод-инструмент выполнен в виде составного диска, причем отдель ные неизолированные сегменты 1 составно го диска плотно пригнаны друг к другу,
Отдельные сегменты 1 подобраны в составном диске таким образом, что капилляры древесной основы каждого сегмента 1 расположены радиально, имея направление преимущественно вдоль волокон. Радаальное расположение капилляров древесной основы каждого неизолированного сегмента 1 составного диска обеспечивает после заполнения капилляров легкоплавким токопроводящим металлическим сплавом наибольшую электропроводность древесной основы вдоль волокон, причем токопроводящие элементы легкоплавкого металлического сгпава peiBHO- мерно распределяются по всему сечению древесной основы.
При изготовлении электрода инструмента из цельного куска древесины электропроводность его поперек древесных волокон будет в 10-15 раз ниже электропроводности вдоль волокон.
Отдельные неизолированные сегменты 1 составного диски установлены в крепежных шайбах 2, расположенных до одной с каждои наружной боковой стороны составного диска. На внешней поверхности крепежных шайб 2 выполнены сквозные отверстия через которые пропущены стяжные болты 3, наглухо блокирующие отдельные сегменты 1 составного диска.
В процессе обработки поверхности металлического изделии электрод-инструмент используют в качестве катода, а обрабатьюаемое металлическое изделие является анодом
Процесс электрохимического полирования и шлифования металлической поверхности обрабатываемого изделия предлагаемым электродом-инструментом может произвопиться как на постоянном, так и на переменном токе с напряжением от 4 до 30 в, причем отрицательный потенциал подается через шпиндель станка на крепежные шайбы 2, а с последних - на рабочую часть отдельных неизолированных сегментов 1,
В процессе обработки металлической поверхности обрабатываемого изделия электрод-инструмент прижимают с небольшим усилием к обрабатьюаемому изделию и придают ему необходимое рабочее движение,
Чистовая обработка металлической поверхности обрабатываемого изделия происходит в результате анодного растворителя, механического удаления пассивирующей плегжи с металлической поверхности и механического
выглаживания поверхности деревянной основой электрода-инструмента.
Образуюшуюся при электролиза на поверхности обрабатьшаемого изделия пассивирующую анодную пленку удаляют деревянной основой электрода-кнструмента путем гренки наружной поверхности последнего о металлическую поверхность обрабатываемой детали.
Креме того, в процессе электрохимического полирования и шлифования электродинструмент осуществляет токоподвод к электролиту, заполняющему межэлектродвы промежуток, и обеспечивает постоянный межэлектродный зазор между токопроводящей честью электрода-инструмента и металлической поверхностью обрабатываемого изделия.
При элек1ро;щзе в электролит можно вводить мелкодисперсный абразив, шаржирующий внешнюю рабочую поверхность составного диска электрода-инструмента.
Электропроводный слой непосредственно с поверхности электрода-инструмента можно удалить, например, периодическим изменением полярности запитывающего тока.
Предлагаемый электрод -инструмент об ладает низким омическим сопротивлением, распределенным равномерно по всему селению электрода-инструмента, причем предлагаемый электрод-инструмент легко подвергается дальнейшей механической обработке в процессе придания ему любой сложной геометрической формы.
Кроме того, сам процесс изготовления предлагаемого электрода-инструмента требует сравнительно низких затрат, а в процессе обработки металлической поверхности изделия предлагаемым электродом-инсрументом наблюдается постоянная стабильность режимов обработки, причем в процессе обработки улучшается чистота металлической поверхности обрабатываемого изделия с 7 до 1О класса щероховатости.
Формула изобретения
Электрод-инструмент для электрохимической финишной обработки металлических изделий, основа которого вьшолнена из цельной древесины, отличающийс я тем, что, с целью повьпления электропроводности электрода-инструмента, последний вьшолнен в виде составного диска, собранного из плотно пригнанных друг к другу отдельных неизолированных сегментов, подобранных в составном диске так, мто капилляры цельной древесной основы каждого сегмента расположены радиально, причем последние приштаны лeгкoп швким сляавом, например эвтектикой свинец-сурьма.
Фие.1
Фиг.2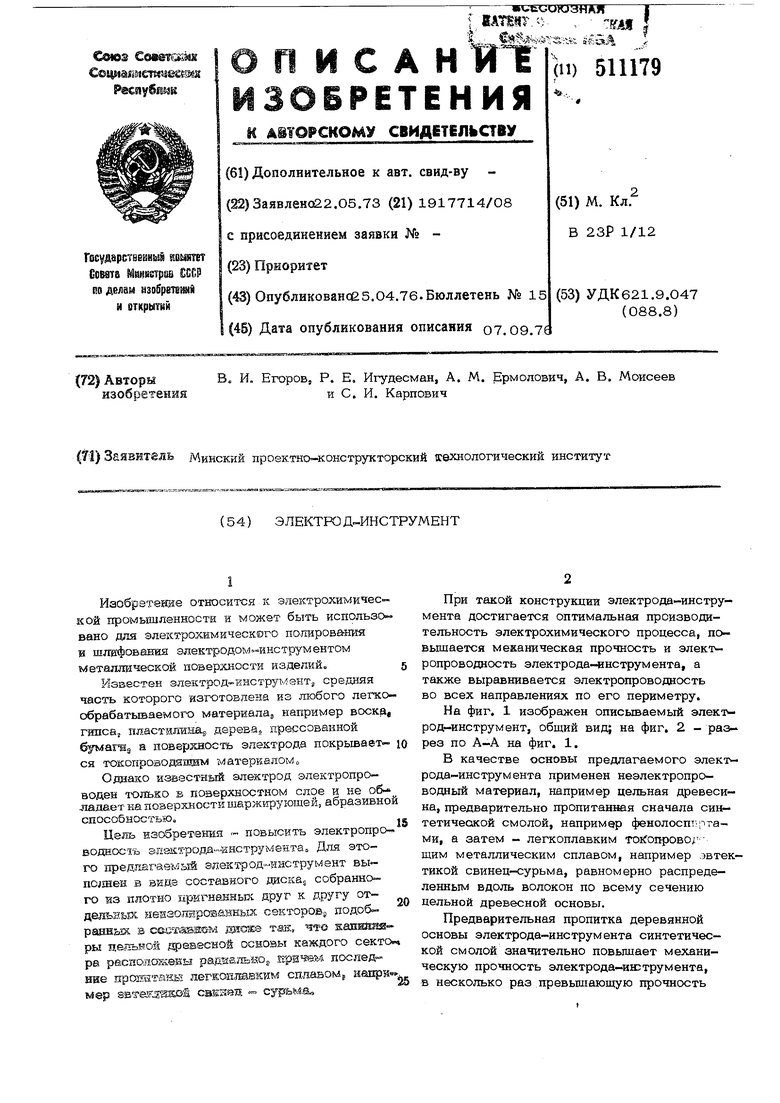
| название | год | авторы | номер документа |
|---|---|---|---|
| Материал для изготовления электро-дА-иНСТРуМЕНТА | 1979 |
|
SU833419A1 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2006 |
|
RU2342472C2 |
| Способ изготовления изделий с капиллярными каналами | 1991 |
|
SU1779525A1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННОЙ ПРЕССОВАННОЙ ДРЕВЕСИНЫ | 2008 |
|
RU2395390C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2017 |
|
RU2637868C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ КАНАЛОВ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2764538C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2015 |
|
RU2597843C1 |
| Электрод-инструмент | 1973 |
|
SU511178A1 |
| СПОСОБ ОКРАСКИ ДИЭЛЕКТРИЧЕСКОГО МАТЕРИАЛА МЕТОДОМ ЭЛЕКТРОСТАТИЧЕСКОГО НАПЫЛЕНИЯ ПОРОШКОВОЙ КРАСКИ | 2008 |
|
RU2379122C1 |
| Способ электрохимического полирования внутренних поверхностей металлических трубок и устройство для его реализации | 2022 |
|
RU2785200C1 |