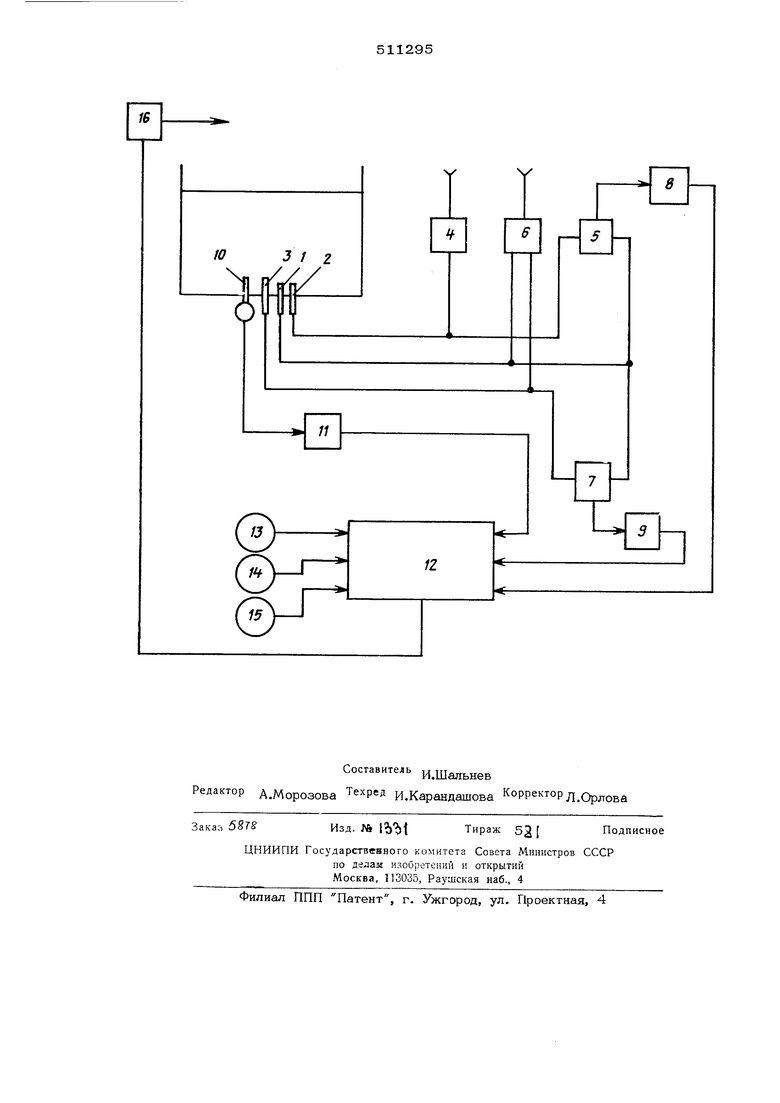
12s к другим входам которого подклкьены задатчики 13 химического состава стекла блок 14 задатчиков вязкости и плотности и блок 15 констант, входящих в уравнения связи между отклонениями вязкости Д у и плотности Д у и концентрацией окис Д х„ вида лов в стекле V + вычислительного устройства соединен с устройством 16 коррекции шихты. Система управления процессом стекловарения в печи работает следующим обра зом, В исходном положении блоки 4 и 6 включены на заданный режим подачи газа, В результате разной скорости образования пузырьков газа у барботажных трубок 1 и 2 создается перепад давления, пропорции ональный вязкости стекломассьг, сигнал с дифманометра 5 подается на измеритель 8 вязкости, а в результате разности высот трубок 1 и 3 при одинаковой скорости выхода пузырьков создается перепад давления, пропорциональный плотности стекломао сы , и сигнал с дифманометра 7 подается на измеритель 9 плотности. Одновременно с помош;ью термопары 10 и преобразовате™ ля 11 фиксируется температура стекломассы. Сигнал с преобразователя 11 и с блока 14 задатчиков подается на вычиспитель ное устройство 12 для определения заданных значений вязкости и плотности (при известной температуре и химическом соста ве), а сигналы ло вязкости и плотности после сравнения с заданными значениями, а также сигналы с блоков 13 и 15 подают ся для определения отклонений химического состава стекломассы (решения уравнений). При отклонениях вычисленных компонентов стекла по величине и частоте повторения за пределы допуска подается команда на устройство 16 для внесения коррекции в состав шихты. Исходные данные, в частности значения вязкости и плотности, приведен ные к известной температуре, корректируют ся после результата вычисления химическо го состава, что повышает точность регули рования процесса стекловарения. Формула изобретения система управления процессом стекловарения в печи, содержащая устройство кор рекции состава шихты, термодатчик и дат чик вязкости, выполненный в виде барбо-гажных трубок, установленных в стекло массе на одном уровне и подключенных к дифманометру и блокам подачи газа, о т - личающаяся тем, что, с целью повышения качества г-гекломассы за счет улучшения ее однородности, в систему вве дены второй дифманометр, вычислительное устройство и дополнительная барботажная трубка, смещенная по высоте относительно одной ранее установленной барботажно трубки и подключенная вместе с ней ко второму дифманометру, причем дифманоме-гры и термодатчики подключены к вычисл тельному устройству, выход которого соединен с устройством коррекции состава шиз&ты.
N/
12

| название | год | авторы | номер документа |
|---|---|---|---|
| Барботажный вискозиметр | 1975 |
|
SU525006A1 |
| Способ регулирования процесса варки стекла | 1977 |
|
SU697407A1 |
| Способ автоматического управленияСТЕКлОВАРЕННОй пЕчью | 1979 |
|
SU798345A1 |
| Устройство для определения глубинных скоростей расплавов | 1975 |
|
SU558003A1 |
| СПОСОБ ВАРКИ СТЕКЛОМАССЫ И СТЕКЛОВАРЕННАЯ ПЕЧЬ С БАРБОТИРОВАНИЕМ СЛОЯ СТЕКЛОМАССЫ | 2011 |
|
RU2473474C1 |
| Устройство для контроля реологи-чЕСКиХ СВОйСТВ СТЕКлОМАССы | 1976 |
|
SU598315A1 |
| Система управления тепловым режимом стекловаренной печи | 1978 |
|
SU753793A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ РЕЖИМОМ ПРОЦЕССА СТЕКЛОВАРЕНИЯ В ВАННОЙ ПЕЧИ | 1994 |
|
RU2069643C1 |
| Способ управления процессом варки стекла | 1983 |
|
SU1189819A1 |
| СПОСОБ УПРАВЛЕНИЯ СТЕКЛОВАРЕННЫМ ПРОЦЕССОМ | 2001 |
|
RU2206524C1 |