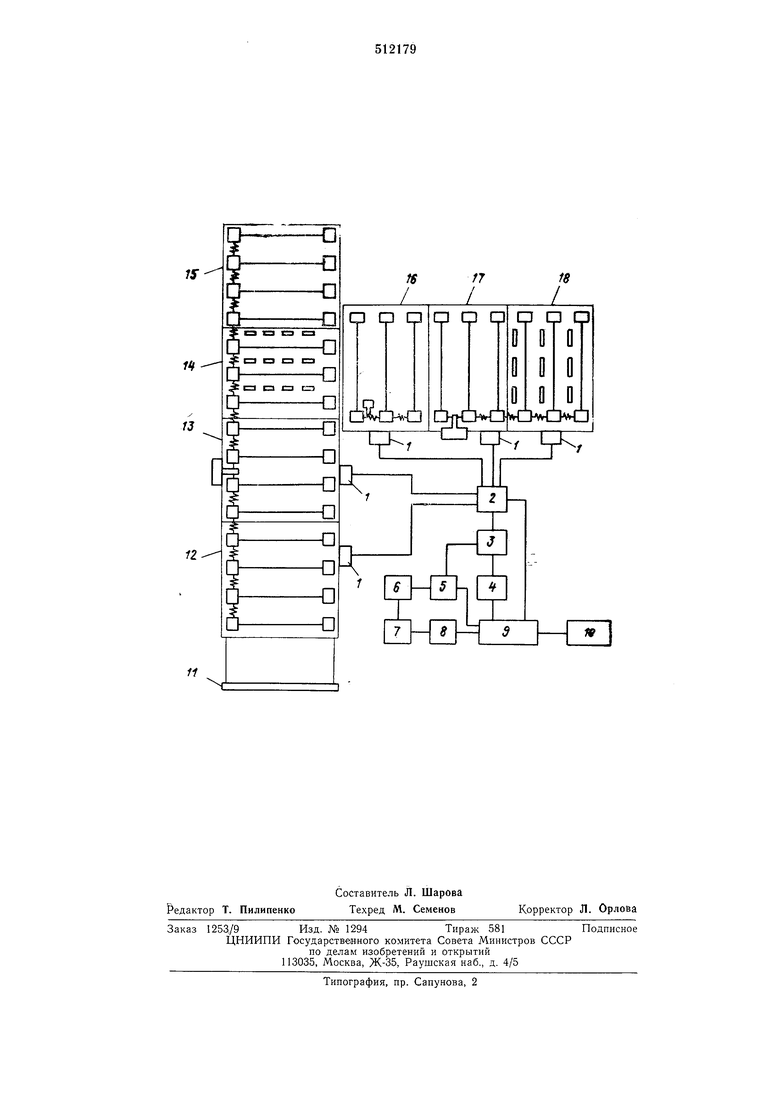
Изобретение предназначено для транспортировки, резки и укладки листового стекла и может быть использовано в стекольной промышленности нри производстве оконного и витринного стекла. Известна установка для транспортир01вки, резки и укладки листового стекла, содержащая рольганги с расположенными вдоль них исполнительными механизмами и бесконтактные датчики положения кромки стекла, выходы которых соединены с задатчиком. Однако такая установка имеет малую надежность работы линии ввиду наличия релейно-контакторной аппаратуры в системе управления, повышенные эксплуатационные затраты, громоздкость связей между системой управления и иаполнительными механизмами. Целью изобретения является повышение надежности работы установки. Это достигается тем, что в установку введены формирователь .импульсов, блоки сравнения командных импульсов, синхронизации, npiOграммного управления, временная задержка и усилитель мошности, выполненные на бесконтактных логических элементах, причем блок синхронизации соединен с задатчиком через формирователь им1пульсо в и блок сравнения, а с исполнительным механизмом - через временную задержку, блок программного управления и усилитель мощности, блок командных нмлульсов и блок сравнения соединены с за датчиком через формирователь импульсов, а с исполнительными механизмами - через усилитель мощности, соединенный с задатчиком. На чертеже схематически изображено предлагаемое устройст ю. Устройство содержит бесконтактные датчики 1 пололчения кромки стекла, задатчик 2, формирователь импульсов 3, блок командных импульсов 4, блок сравнения 5, блок сиНхХронизации 6, временную задержку 7, блок програм.много управления 8, усилитель мощности 9, исполнительные механизмы 10, механизм отломки 11, рольганг транспортиравки листов 12, механизм отрезки и отломки бортов 13, откатчик 14, стол раскроя листов 15, снижатель 16,нижний рольганг транспортировки листов 17,механиЗМ укладки листов 18. Для выполнения технологических операций транспортировки, базировки, отрезки и отломки бортов, передачи на нижний рольганг транспортировки листов к механизму укладки все механизмы устройства взаимосвязаны через блоки, обеспечивающие цикличную работу устройства. Перемещение листа происходит следующим образом: от ленты стекла, вытягиваемой мащиной ВВС, после поперечной подрезки отламываются листы мерной длины механизмом отломки 11 и укладьиваются на рольганг транопортировки листов 12, который приводится в движение исполнительным механизмом 10, получающим команду от датчика 1 через задатчик 2 и усилитель мощности 9.
При достижении листом стекла механизма отрезки и отломки бортов 13 лист базируется и по команде с датчика 1 через задатчик 2, формирователь импульсов 3, блок командных
ИМ:пуЛЬ;С01В 4, уСИЛИТеЛЬ мощности 9 и ИШОЛнительный механизм 10 производится отрезка и отломка бортов листа стекла с последующим перем-ещением его на откатчик 14.
По сигналу от датчика 1 поступает команда через задатчпк 2, формирО1ватель импульсов 3, блок сравнения 5, усилитель мощности 9 на и ополнительный механизм 10 откатчика 14 и ли1ст передается на платформу снижателя 16.
После приема на платфор1му снижателя 16 лист перемещается на отметк,у нижнего рольганга транопортировки листов 17.
Команда с блока синхронизации 6 через временную задержку 7, блок программного управления 8, усилитель мощности 9 поступает на иополнительный механизм 10 нижнего рольганга транспортировки листов 17, далее лист перемещается на механизм укладки листов 18.
Цикличность линии определяется поступлением последующего листа стекла на рольганг транспортировки листов 12.
В случае отсутствия платформы снижателя 16 на отметке рольганга транспортировки листов 12 лист стекла передается с откатчика 14 на стол раскроя листов 15.
Формула изобретения
Установка для транспортировки, резки и укладки листового стекла, содержащая рольганги с расположенными вдоль них исполнительными механизмами и бесконтактные датч:ики положения кромки стекла, выходы которых соединены с за датчиком, отличающаяся тем, что, с целью повыщения надежности работы установки, в нее введены формирователь импульсов, блоки сравнения командных импульсов, синхронизации, программного управления, временная задержка и усилитель мощности, выполненные на бесконтактных логических элементах, причем блок синхронизации соединен с задатчиком через формирователь импульсов и блок сравнения, а с исполнительным механизмом - через временную задержку, блок программного управления и усилитель мощности, блок командных импульсов и блок сравнения соединены с задатчиком через формирователь импульсов, а с исполнительными механизмами - через усилитель мощности соединенный с задатчиком.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ РЕЗКИ ЛИСТОВОГО СТЕКЛА | 1965 |
|
SU170151A1 |
| Установка для обработки листового стекла | 1981 |
|
SU966047A1 |
| Система для сортировки листовых материалов | 1980 |
|
SU1007760A1 |
| Система автоматического адресования листов стекла к исполнительным механизмам преимущественно к участкам резки стекла | 1977 |
|
SU663665A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Устройство для программного счета изделий | 1983 |
|
SU1113824A1 |
| Устройство для управления весовым порционным дозатором | 1977 |
|
SU624120A1 |
| Регулятор температуры | 1972 |
|
SU577513A1 |
| Система отбраковки листов | 1978 |
|
SU821084A1 |
| Устройство для управления разрядником электроимпульсной установки | 1990 |
|
SU1778752A1 |