1
Изобретение относится к автоматизации прокатного производства и может быть использовано на агрегатах поперечной резки толстой полосы, снабженных листоукладчиком некондиции.
Известна система сортировки листов на агрегатах поперечной резки полосы, содержащая датчики качества, датчики движения транспортера, регистры сопровождения, соединенные с датчиками качества и с датчиками движения транспортера 1.
Однако эта система обеспечивает сортировку лишь тонких листов (0,4-2 мм) по нескольким классам качества и непригодна для сортировки толстых листов (2-16мм)/ где технологией предусмотрена специальная программа мерного.ряда листов с набором длин от 2,5 мО 12м с последующей их транспортировкой на электромагнитном рольганге и раскладкой на две секции листоукладчиков кондиционного металла и одну секцию листоукладчика некондиции.
Наиболее близкой по техническому рещению является система отбраковки листов для агрегатов поперечной резки толстой полосы, содержащая электромагнитный рольганг, блоки управления
электромагнитным рольгангом, листоукладчик некондиции, блок управления мер. ным резом, датчики положения листов, формирователь сигнала обрези, генератор тактовых импульсов, блок синхронизации,
электрически соединенный с датчиками положения листов, с генератором тактовых импульсов и формирователем сигнала обрези, блок формирования команд на сброс обрези, электрически соединенный с блоком управления электромагнитным рольгангом, блок
управления списыванием информации, электрически соединенный с блоком синхронизации. Эта система обеспечивает отбраковку листов по отклонению длины и дефекту поверхности и сопротивление их на листоукладчик некондиции 2.
Недостатком данной системы является невысокое качество работы, так как все дефектные листы сопровождаются по одному каналу с последующей укладкой их в один общий пакет на листоукладчике некондиции.
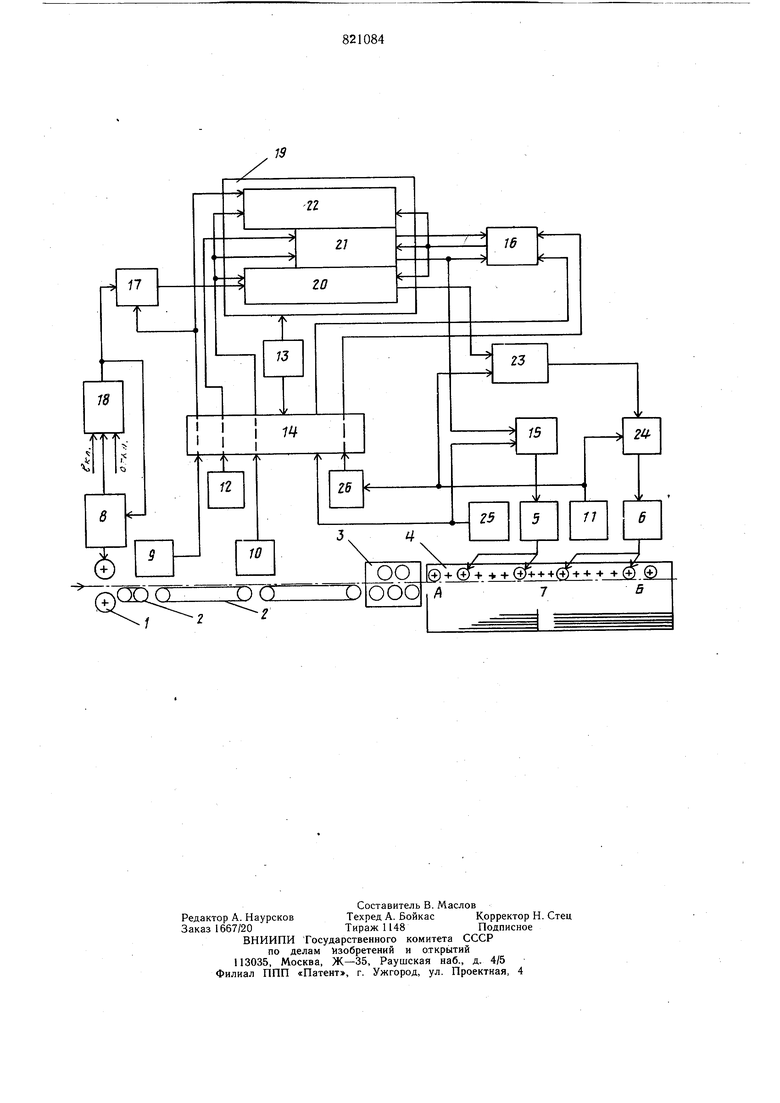
Таким образом, в некондиционный пакет уходит больщое количество годного металла различной длины совместно с обрезью. Целью изобретения является повыщение качества работы системы за счет создания независимой системы, позволяющей участки полосы, где брак заранее предопределен (например в начале и конце рулона) резать по другой программе на более порожние листы, при этом мерные листы сопровождать и укладывать в отдельный пакет, а остаточную обрезь, получаемую при обрезке кромок, укладыват) в другой пакет. Поставленная цель достигается тем, что система отбраковки листов снабжена ключом записи информации о мерных листах, блоком управления, электрически соединенным с блоком управления мерным резом и с ключом записи информации о мерных листах, трехканальным двухтактным сдвигающим регистром, электрически соединенным с ключом записи информации о мерных листах , с блоком синхронизации, с генератором тактовых импульсов, с блоком управления списыванием информации и с блоком формирования команд на сброс обрези, блоком формирования команд на сброс мерного листа, электрически соединенным с трехканальным двухтактным сдвигающим регистром и с одним из датчиков положения листов, блоком автоматической укладки мерных листов, электрически соединенным с указанным датчиком листов, с блоком формирования команд на сброс мерного листа и с блоком управления электромагнитным рольгангом, а также с дополнительным датчиком положения листов, электрически соединенным с блоком формирования команд на сброс обрези, с блоком синхронизации и блоком задержки, электрически соединенным с указанным датчиком положения листов и с блоком синхронизации. На чертеже представлена блок-схема системы отбраковки листов. Система отбраковки листов входит в агрегат поперечной резки толстой полосы, состоящий из летучих ножниц 1, ленточного транспортера 2 и листоправильной мащины 3,и содержит электромагнитный рольганг 4,блоки 5 и 6 управления электромагнитным рольгангом, ли стоукладчик 7 некондиции, блок 8 управления мерным резом летучих ножниц, три датчика 9, 10 и 11 положения листов, формирователь 12 сигнала обрези, генератор 13 тактовых импульсов, блок 14 синхронизации,соединенный с датчиками положения листов, с генератором 13 тактовых импульсов и формирователем 12 сигнала обрези, блок 15 формирования команд на сброс обрези, соединенный с блоком 5 управления электромагнитным рольгангом, блок 16 управления списыванием информации, соединенный с блоком 14 синхронизации, ключ 17 записи информации о мерных листах, блок 18управления, соединенный с блоком 8 управления мерным резом и с ключом записи 17 информации о мерных листах, трехканальный двухтактный сдвигающий регистр 19с каналами 20, 21 и 22, соединенный с ключом 17 записи информации о мерных листах, с блоком синхронизации 14, с генератором 13 тактовых импульсов, с блоком 16 управления списыванием информации и с блоком 15 формирования команд на сброс обрези, блок 23 формирования команд на сброс мерного листа, соединенный с трехканальным двухтактным сдвигающим регистром 19, с датчиком положения листов, блок 24 автоматической укладки мерных листов, соединенным с датчиком 11 листов, с блоком 23 формирования команд на сброс мерного листа и с блоком 6 управления электромагнитным рольгангом, дополнительный датчик 25 положения листов, соединенный с блоком 15 формирования команды на сброс обрези и с блоком 14 синхронизации, блок 26 задержки, соединенный с датчиком 11 положения листов и с блоком 14 синхронизации. Применительно к агрегату поперечной резки полосы система отбраковки работает следующим образом. Перед началом пореза полосы в блоке 8 управления мерным резом летучих ножниц устанавливается основная и дополнительная программы на длину листа. Перед запуском агрегата оператором подается команда «Включить отбраковку полосы путем выдачи ее на вход блока 18 управления. После обрезки ножницами передней кромки полосы с информационного выхода блока управления мерным резом, импульс реза включает блок 18 управления, который выдает, сигнал на, открытие ключа 17 и одновременно по программному входу блока 8 запрещает основную программу и разрещает работу дополнительной. Сигналом датчика 9 листов (по передней кромке листа) через блок 14 синхронизации и открытый ключ 17 информация о будущем листе записывается в канал 20 трехканального двухтактного регистра 19. Эта информация сдвинется импульсами генератора 13 тактовых импульсов в конец первой его части р будет храниться там до поступления сигнала по второму его входу записи от датчика 10 листов. Аналогично информация об этом листе запищется по первому входу в канал 22 от датчика 9 листов, но минуя ключ 17 записи. После очередного реза, если к этому моменту была подана команда «Отключить отбраковку, импульсом сигнала реза с выхода блока 8, через блок 18 управления, закрывается ключ 17 записи, запрещается дополнительная программа и разрешается основная. Теперь второй лист будет отрезан по основной программе, и информация о нем запишется только в канал 22 трехканального регистра. Первый отрезанный лист, перемещаясь по линии агрегата, пересечет второй датчик 10 листов, сигналом которого (по задней кромке листа) через блок 14 синхронизации по второму входу записи канала 20 информация перепишется из первой его части во вторую и сдвинется в последний его разряд. То же самое произойдет и в канале 22, так как входы у них общие. Если до поступления сигнала с датчика 10 листов в канал 21 по первому его входу записи был записан сигнал обрези с формирователя 12, то его работа при поступлении сигнала с датчика 10 листов будет аналогична. После сдвига информации о листе в конец регистра (еще до подхода его к зоне сброса листоукладчика 7 некондиции) блок 16 управления списыванием ьыбрал в зависимости от состинния последнего разряда канала,21 путь прохождения сигнала на списывание: или от датчи ка листов, если имеется информация об обрези, или от датчика 11 листов, если ее нет. Если информация об обрези была записана ранее в канал 21 трехканального регистра, то сигнал с прямого выхода последнего разряда канала 21 списывает информацию по цепи - датчик листов, блок 14 синхронизации, вход блока 16 управления списыванием Одновременно сигнал с :::римого выхода канала 21 поступает на блок 15 и при появлении сигнала на втором его входе с датчика 25 листов (по передней кромке листа) он выдает команду в блок 5 управления на отключение электромагнитов рольганга 4 в
части А листоукладчика 7. Обрезь укладывается в пакет и сигналом (по задней кромке обрези) с датчика 25 листов информация об уложенном листе списывается из трехканального регистра.
Если информация об обрези отсутствовала в .канале 21, то сигналом с инверсного выхода последнего его разряда списывание происходит от датчика 11 листов. При наличии информации о мерном листе в канал.е 20 сигнал с выхода его (при отсутствии сигнала о наличии листа под датчиком I1 листов) разрещает работу блока 24 в режиме автоматической укладки.
Сигнал о прохождении передней кромки листа под датчиком 11 поступает в блок 24 автоматической укладки для выбора точки его сброса.
Одновременно этот сигнал, через блок 26 задержки и блок 14 синхронизации, поступает в блок 16 управления списыванием информации. Задержка необходима для того, чтобы исключить ложное срабатывание блока 15 при прохождении задней кромки листа, адресованного для второй части Б листоукладчика 7 под датчиком 25, в случае если следующий лист - обрезь, которую необходимо сбросить раньше, чем предыдущий лист.
Предлагаемая система отбраковки обладает высоким качеством работы.
Формула изобретения
Си стема отбраковки листов для агрегатов поперечной резки толстой полосы, содержащая электромагнитный рольганг, блоки управления электромагнитным рольгангом, листоукладчик некондиции, блок управления мерным резом, датчики положения листов, формирователь сигнала обрези, генератор тактовых импульсов, блок синхронизации, электрически соединенный с датчиками .положения листов с генератором тактовых импульсов и формирователем сигнала обрези, блок формирования команд на- сброс обрези, электрически соединенный с блоком управления электромагнитным рольгангом, блок управления списыванием информации, электрически соединенный с блоком синхронизации, отличающаяся тем, что, с целью повыщения качества работы, она снабжена ключом записи информации о мерных листах, блоком управления, электрически соединенным с блоком управления мерным резом и с ключом записи информации о мерных листах, трехканальным двухтактным сдвигающим регистром, электрически соединенным с ключом записи информации о мерных листах, с блоком синхронизации,с генератором тактовых импульсов, с блоком управления списыванием информации и с блоком формирования команд на сброс обрези, блоком формирования команд на сброс мерного листа, электрически соединенным с трехканальным двухтактным сдвигающим регистром, и с одним из датчиков положения листов, блоком автоматической укладки мерных листов, электрически соединенным с указанным датчиком положения листов, с блоком формирования команд на сброс мерного листа и с блоком управления электромагнитным рольгангом, а также с дополнительным датчиком положения листов, электрически соединенным с блоком формирования команд на сброс обрези с блоком синхронизации и блоком задержки, электрически соединенным с указанным датчиком положения листов и с блоком синхронизации. Источники информации,
принятые во внимание при экспертизе
1.Металлургическое оборудование. Системы автоматической сортировкк листов на агрегате поперечной резки. Обзор НИИ Информ ТЯЖМАШ, № 1-78-34.
2.Система автоматического сопровождения и отбраковки листов. Проект. ЛЭ09. 15.01. Лен.ПЭО, ВНИИПЭМ, Л., 1976.
Ю СУ
Q
ооо

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство для сортировки мерных изделий | 1976 |
|
SU603509A1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Устройство управления безупорным остановом полосы металла | 1974 |
|
SU533411A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Система для автоматической отбраковки труб | 1982 |
|
SU1088830A1 |
| Автоматическое устройство для сортировки мерных изделий | 1977 |
|
SU710668A1 |
| Устройство для автоматической разбраковки листов | 1983 |
|
SU1098633A1 |
| Устройство для управления упором ножниц прокатного стана | 1983 |
|
SU1150617A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |