Изобретение относитея к электротехнике и, в частности, к технологии изготовления электрических машин.
В известных электрических машинах соединение подшипниковых крышек со статором осуществляется посредством элементов крепления, имеюш,их цилиндрическую направляющую поверхность, соосную с поверхностью расточки статора, и перпендикулярную к ней опорную поверхность. Прн этом необходимо выдержать соответствующие допуски в аксиальном и радиальном направлениях для точной центровки крышки на пакете статора. Так как торцовые части пакета статора, изготавливаемого из штампованных пластин, не обладают достаточной жесткостью и точностью изготовления, то выдержать необходимую степень точности при центровке подшипниковых крышек весьма сложно.
Для устранения указанного недостатка и повышения надежности крепления подшипниковых крышек предлагается способ изготовления электрической машины, согласно которому в расточку статора по плотной посадке вводят формовочную оправку так, что между цилиндрической поверхностью оправки, торцовой поверхностью статора и внутренней поверхностью лобовых частей обмотки образуется полость. Данную полость заполняют пластическим веществом, например синтетической смолой или лаком, после затвердевания которого оправку удаляют. Образуюшиеся при этом поверхности обеспечпвают надежное крепление подшипниковых крышек и их центровку относительно расточки статора.
По другому варианту способа изготовления формовочную оправку перемешают в расточке
статора и прижимают пластическое вещество к торцовой поверхности статора и вдавливают внутрь лобовых частей обмоткп.
С помощью пластического вещества на статоре может быть укреплена промежуточпая втулка, образуюшая посадочные поверхности под подшипниковую крышку. Для этого на формовочную оправку надевают промежуточную втулку, а затем ппоттяподят заполнение пластическим веществом.
Аналогичным образом вмссго г.ромсжуточной втулки может быть закреп.чена чашеобразная крышка с подцишниками. Для этого формовочную оправку с одного торца изготавливают с конфигурацией, повторяющей
виутренирою копфигурацию чашеобразной крышки, н после установки оправкп в расточке статора перед заливкой пластического вещества иа указанном торце размещают, чашеобразную крышку.
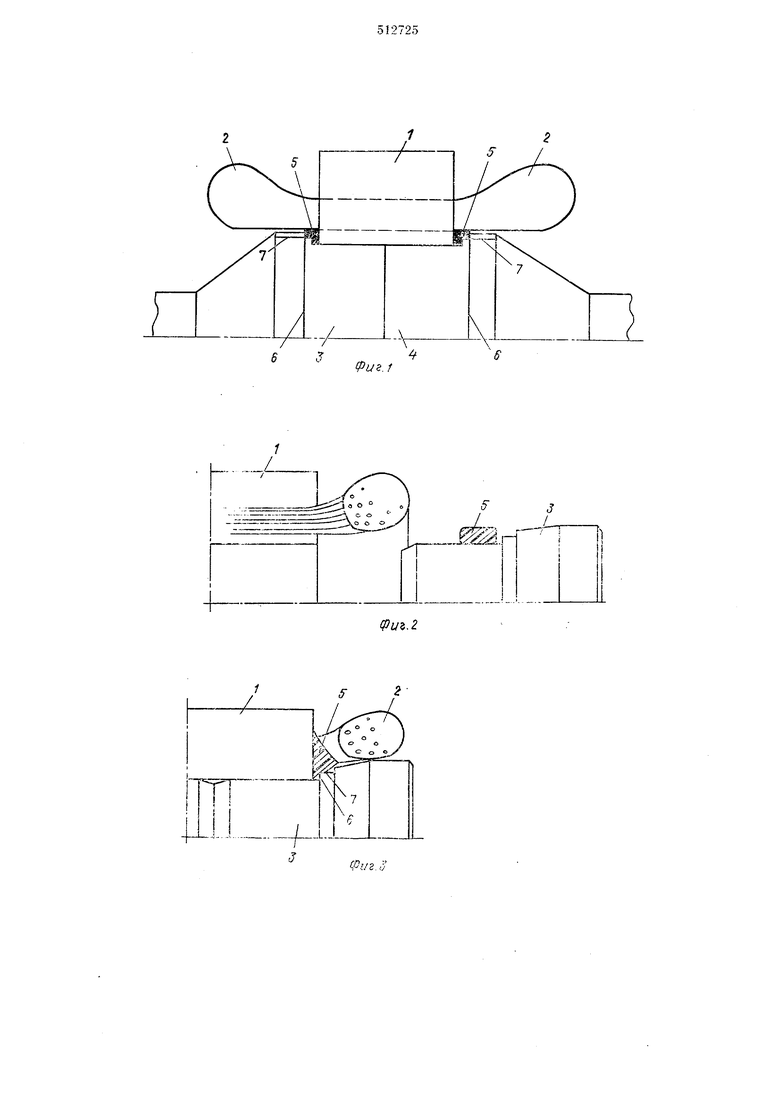
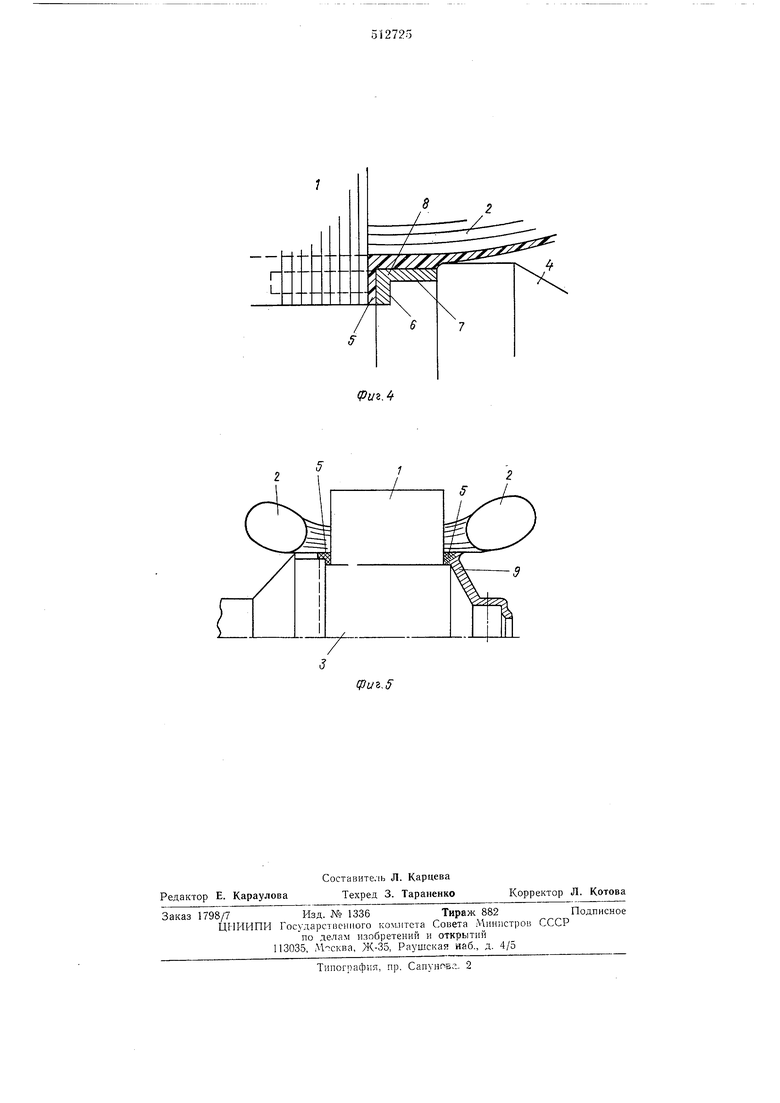
На -фиг. 1 показано выполнение элементоп крепления залиБКи простракства между торцовой поверхностью статора, лобовыми частями и цилиндрическими иоверхностями оправок пластическим веш,еством; на фиг. 2 и 3 - формование установочных поверхностей при вдаливании пластического вещества в лобовые части обмотки; па фиг. 4 - заливка промежуточной втулки; на фиг. 5 - заливка чашеобразной крышки пластическим вешеством.
После укладки в пазы статора 1 обмотки 2 в расточку статора по плотной посадке вводят с двух концов формовочные оправки 3 и 4. Каждая оправка имеет направляющую поверхность вне статора. Когда оправки переместятся до взаимного соприкосновения их торцов внутри статора, между их цилиндрическими поверхностями, торцовой поверхностью статора и внутренней поверхностью лобовых частей с каждой стороны образуется полость, которую заполняют пластическим веществом 5. После его, затвердевания получают элементы крепления с установочными поверхностями 6 и 7 для соединения с чашеобразными крышками. Затем оправки удаляют.
Пластическое вещество может быть введено в указанную полость путем перемещения в расточке статора опразки с нанесенным на нее пластическим веществом 5 в виде кольца (согласно фиг. 2), которое прижимают к торцовой поверхности статора 1 и вдавливают внутрь лобовых частей обмотки 2 (согласно фиг. 3).
По одному из вариантов способа (отображенному на фиг. 4) перед установкой в расточку статора i lui формовочную оправку 4 надевают промежуточную втулку 8 и прижимают ее к концевой пластине статора 1. Нанесение пластического вещества между статором и обмотками обеспечивает постоянное крепление кольца в нужном положении. Наличие слоя упомянутого вещества компенсирует погрешности в размерах (кти геометрии конструкции статора.
По варианту, отображенному на фиг. 5, формовочную оправку 3 с одного торца изготавливают с конфигурацией, повторяющей внутреннюю конфигурацию чашеобразной крышки, и после установки оправки в рпсточке статора перед заливкой пластического вешества на указанном торце размещают чашеобразную крышку 9.
Оправка, направляется полостью статора, вставляется и удерживает на своем конце чашеоОразную крьншч- cueiiTivipoBaiiUGii и в соприкосновении с необходимыми поверхностями в течение всего процесса заливки пластического вещества., при ;:а противоположном конце оправки имеют ;;: поверхности, необходимые для создания на них нужной формы образований, предназначенных для сцепления с чашеобразной крышкой. Таким образом обеспечивается соосность и
параллельность соответствующих позерхиостей. При этом одновременно оправка не позволяет проникнуть пластическому веществу в полость статора.
Формула изобретен и я
1. Снособ изготовления электрической мащины, включающей статор с обмоткой, чашеобразные крышки с подшкппикамп. соединенные со статором с помош,ьго элементов крепления, имеющих цил11ндрическу о направляющую поверхность, соосную с по-ерхностью расточки статора и перпендикуляр ю к ней опорную поверхность, заключающийся в том,
что изготавливают стятор с элементами крепления и соединяют чашеобразные крышхи с указанными элементами крепления после укладки обмотки в пазы статора, отличающийся тем, что, с целью повышения надежности, в расточку статора по плотной посадке вводят формовочную оправку с образованием полости между цилиндрической поверхностью оправки, торцовой поверхностью статора и внутренней поверхностью лобовых частей обмотки, и изготавливают элементы крепления нутем введения в указанную полость твердеющего пластичеочого вещества, например синтетической смо.. после чего оправку удаляют.
2. Способ по и. , о т л и ч а ю щ и и с я тем, что формовочную onnnjv-л перемеш,ают в расточке статора и упо:,1:-и;утое вещество прижи. к торцовой поверхности статора и вдав.ливают внутрь лобовых частей обмотки.
3. Способ по и. 1., от л и ч а юш, и и ся тем, ч-О перед установкой п расточку статора на (Ьормовочную оправку надевают промежуточную втулку и вводят в полость, которую заполняют упомянутым веществом.
4. Способ по П.1. отличающийся тем, что формовочную опрапку с одного торца изготавливают с конфигурацией, повторяющей конфигурацию чашеобразной крышки, и после установки оправки г; расточке статора перед
заливкой упомянутого вещества на указанном торце р;1змен-1ают чяшеобразную крышку.
fpus.f
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрическая машина | 1977 |
|
SU805473A1 |
| Способ изготовления электрической машины | 1976 |
|
SU695591A3 |
| Оправка для заливки обмотки статора электрической машины | 1990 |
|
SU1781781A1 |
| Способ изготовления статора электрической машины | 1987 |
|
SU1476569A1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА | 1971 |
|
SU419066A3 |
| МАЛОГАБАРИТНЫЙ ДАТЧИК УГЛОВЫХ ПЕРЕМЕЩЕНИЙ ПОВЫШЕННОЙ ТОЧНОСТИ | 2008 |
|
RU2407987C2 |
| Электрическая машина | 1978 |
|
SU741377A1 |
| МАГНИТОЭЛЕКТРИЧЕСКИЙ ОБРАЩЕННЫЙ ВЕТРОГЕНЕРАТОР | 2006 |
|
RU2331792C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
5
fpiJz.S
