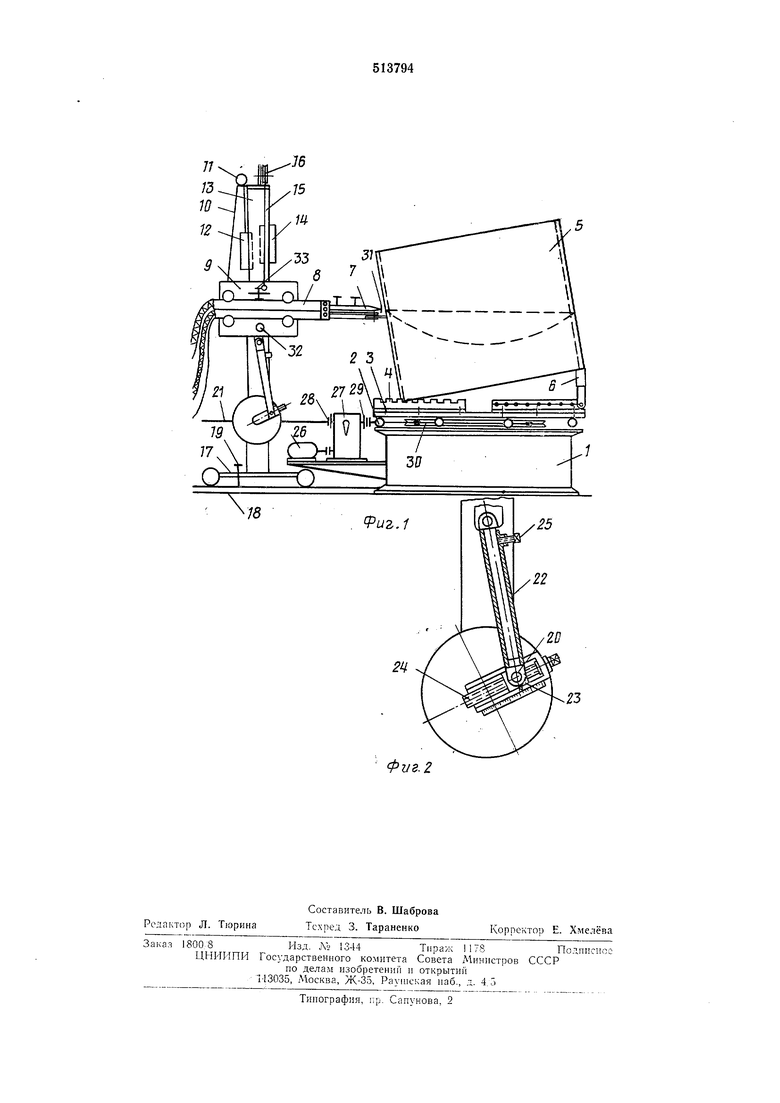
шатуна 22, один конец которого шарнирно соединен с кривошипом 20 через ползун 23, а другой - с кареткой 9. Ползун 23 укреплен на кривошипе 20 с возможностью перемещения в радиальном направлении и соединен с регулировочным винтом 24, с помощью которого устанавливают требуемый эксцентриситет. Шатун 22 выполнен раздвижным и имеет винт-фиксатор 25. Привод станка осуществляется от электродвигателя 26 через редуктор 27, который имеет два выходных вала 28 и 29. Вал 28 связан с кривошипом 20, а вал 29 через червячную передачу 30 связан с планшайбой 3. Кинематическая цепь привода расчитана так, что за один оборот планшайбы 3 резак 7 выполняет два полных хода. Для выдержки постоянного зазора между резаком 7 и трубой 5 к штанге 8 прикреплен обкатывающий ролик 31. Для стопорения каретки 9 и штанги 8 в нерабочем состоянии установлены фиксаторы 32 и 33.
Трубу 5 устанавливают на планщайбу 3 вертикально или под углом в зависимости от соединения, для которого выполняется обрезка. Угол пересечения осей соединяемых труб должен равняться углу между осью трубы 5 и плоскостью планшайбы 3. Угол регулируют с помощью подъемника 6. В зависимости от диаметра трубы, с которой сочленяется обрезаемая труба 5, устанавливают требуемый эксцентриситет кривошипа 20 с помощью регулировочного винта 24 по специальной шкале, нанесенной на самом кривошипе 20. Раздвигая шатун 22, перемещают резак 7 по вертикали в зависимости от требуемой длины трубы 5.
При включении электродвигателя 26 вращение передается планшайбе 3 с закрепленной на ней трубой 5 через редуктор 27, вал 29 и червячную передачу 30. Одновременно с
редуктором 27 через вал 28 вращение сообщается кривошипу 20, который через шатун 22 перемещает по направляющей 13 каретку 9, а значит и резак 7. Обкатывающий ролик 31 находится в постоянном контакте с трубой 5 благодаря контргрузу 12, который через трос 10 и блок 11 постоянно прижимает штангу 8 к трубе 5.
Вследствие совмещения вращения установленной на планщайбе 3 трубы 5 с поступательным движением резака 7 получают требуемую линию реза.
В случае прямого реза трубы 5 под углом к ее оси механизм-построитель или отключают, или устанавливают нулевой эксцентриситет кривошипа 20.
Формула изобретения
Станок для фасонной резки труб, содержащий приводной механизм, механизм вращения трубы с опорными элементами для ее фиксации, кинематически связанный с механизмом вращения, механизм-построитель, сообщающий режущему механизму в виде резака, размещенного на каретке, установленной на направляющих, рабочее перемещение по определенному закону, отличающийся тем, что, с целью обеспечения возможности
обработки труб различных типоразмеров и повышения точности резки, механизм вращения трубы снабжен по меньшей мере одним подъемником, шарнирно закрепленным на опорном элементе, а механизм-построитель
выполнен в виде кривошипно-шатунного механизма с регулируемой длиной шатуна, связанного с кареткой через ползун, перемещаемый по винту, введенному в указанный механизм для регулирования величины эксцентриситета кривошипа.
/s
9иг.1
25
фуг.2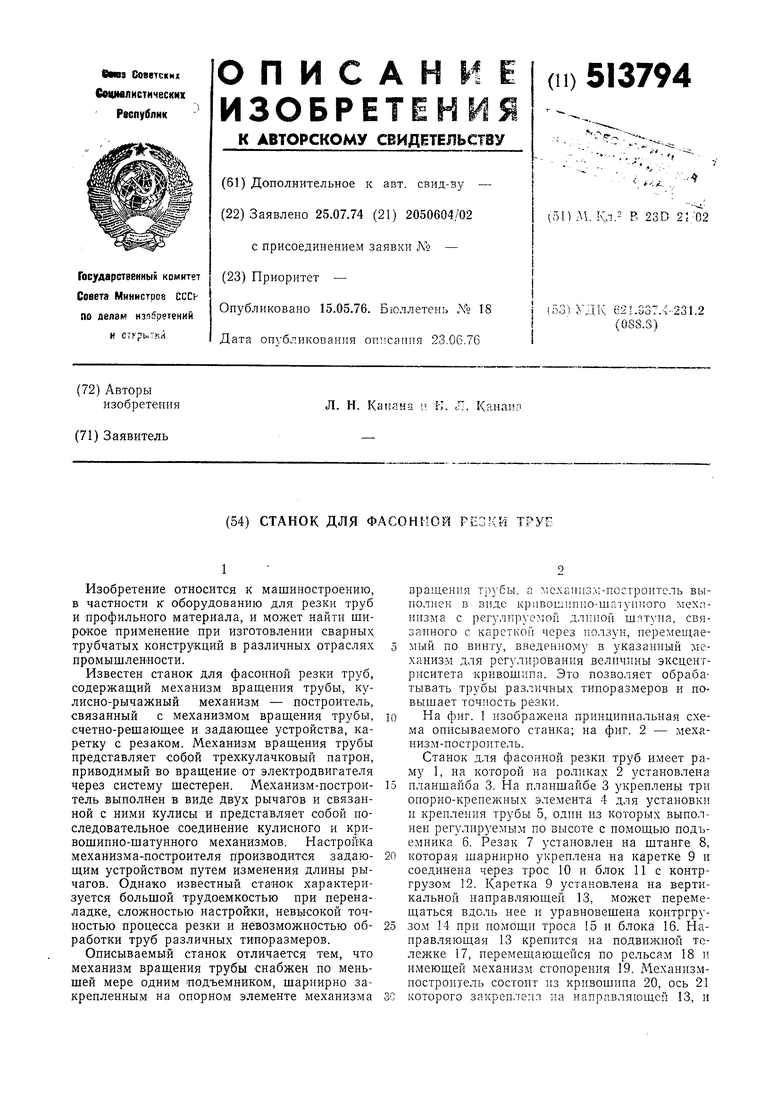
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ОТВЕРСТИЙВ ТРУБАХ | 1972 |
|
SU360180A1 |
| Установка для резки труб прямоугольного профиля | 1983 |
|
SU1140909A1 |
| Станок для резки труб | 1983 |
|
SU1139580A1 |
| Устройство для тепловой резки труб | 1989 |
|
SU1761400A1 |
| Станок для термической резки труб | 1981 |
|
SU975271A1 |
| Переносное устройство для термической вырезки отверстий в трубах | 1981 |
|
SU988483A1 |
| Устройство для моделирования траекторий точек режущего инструмента | 1974 |
|
SU553129A1 |
| Стенд для испытаний подвижных элементов конструкций | 1978 |
|
SU688843A1 |
| Станок для резки труб | 1972 |
|
SU506477A1 |
| УСТРОЙСТВО для МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1971 |
|
SU312672A1 |