1
Изобретение относится к области электротехнической размерной обработки и может быть использовано в машиностроении при обработке, например, профиля зуба зубчатых колес.
Известно устройство для подачи электролита в рабочую зону в виде подводящей насадки, обеспечивающей полив его на поверхность инструмента при электроабразивном шлифовании.
Недостатком известного устройства является возможность попадания электролита на уже обработанную часть, например, зубчатого колеса и нарушение его чистоты и точности.
Цель изобретения - предохранение обработанной поверхности детали типа зубчатых колес от попадания электролита.
Для этого предлагаемое устройство выполнено в виде установленной на детали пустотелой шайбы, по форме детали с ще.тями по контуру зуба и с радиальными герметичными стенками по вершинам зубьев, свободно насаженной на пустотелом неподвижном золотнике с продольным сквозным пазом.
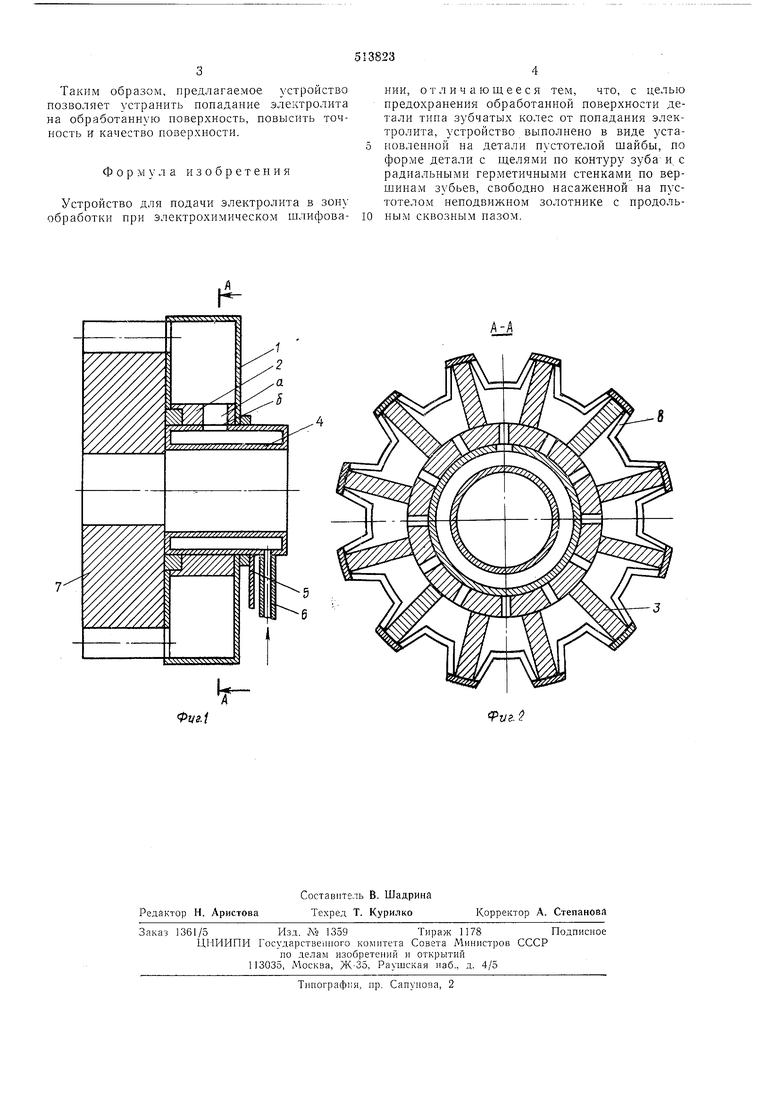
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - сечение по А-А на фиг. 1.
Корпус 1 шайбы в виде пустотелой камеры соединен с втулкой 2, имеющей сквозной
паз а. Внутри корпуса 1 радиально закреплены стенки 3 по вершинам зубьев, разделяющие шайбу на отдельные отсеки. Втулка 2 установлена на распределительном золотнике 4, имеющем продольный сквозной паз б. Золотник 4 жестко связан с корпусом станка с помощью кронштейна 5. На золотнике установлен патрубок 6 для подвода электролита.
Устройство работает следующим образом.
Пустотелую шайбу с золотником устанавливают на торцовую поверхность детали 7 так, чтобы профиль зуба противостоял выступу на шайбе. Золотник закрепляют на корпусе станка кронштейном 5. Через патрубок 6 подводят от магистрали электролит, который через полость золотника 4, паз б, один из пазов а, противолежащих в рассматриваемый момент пазу б, поступает в отсек, подводящий электролит в рабочую зону корпуса 1, далее через щель в подается на обрабатываемый профиль.
За счет стенок 3 исключается перетекание электролита в другие отсеки и попадание его
на обработанные поверхности детали. Подают ток на деталь и инструмент и удаляют припуск с поверхности зуба за счет электролитического растворения или комбинированного электроабразивного, электроалмазного процесса.
Таким образом, предлагаемое устройство позволяет устранить попадание электролита на обработанную поверхность, повысить точность и качество поверхности.
Формула изобретения
Устройство для подачи электролита в зону обработки при электрохимическом шлифоваНИИ, отличающееся тем, что, с целью предохранения обработанной поверхности детали типа зубчатых колес от попадания электролита, устройство выполнено в виде установленной на детали пустотелой шайбы, но форме детали с щелями по контуру зуба и, с радиальными герметичными стенками по верщинам зубьев, свободно насаженной на пустотелом неподвижном золотнике с продольным сквозным пазом.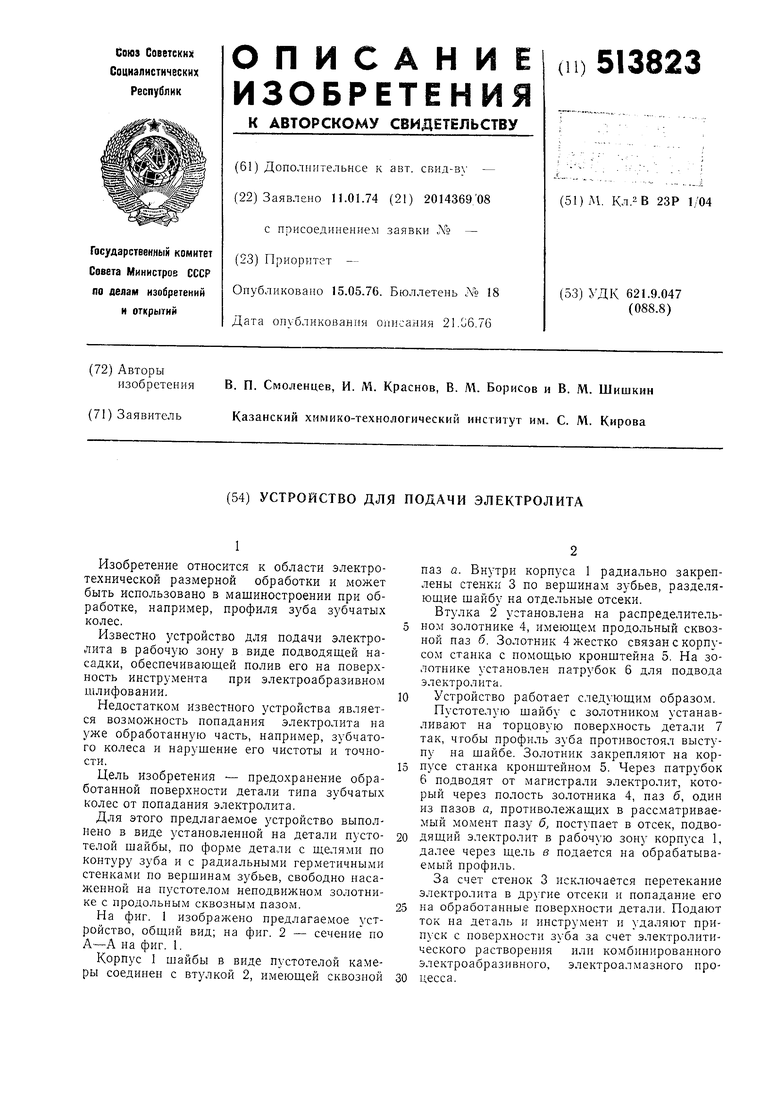
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроабразивной обработки и металлоабразивный инструмент для осуществления способа | 2020 |
|
RU2740682C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВЫЕМОК | 1997 |
|
RU2189888C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
| Способ электрохимической обработки пазов и устройство для его осуществления | 1976 |
|
SU740466A1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774195C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2019 |
|
RU2709881C1 |
| ЭЛЕКТРОДНЫЙ БЛОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2586365C1 |
| Накладной кругломер | 1987 |
|
SU1471061A1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774193C1 |
Фуг.
фуг
