1
Известно устройство для изготовления электродов химических источников . тока, содержащее поворотный стол с плавающими матрицами и механизмами нодачи, обрубки ленты, вытяжки коробочки и обрезки фланцев, подачи в коробочку активной массы, прессовки ее и загибки фланца. Однако в таком устройстве штамн для обрезки фланца имеет одну обрезную матрицу нод 12 беззазорных составных пуансонов, что усложняет его конструкцию и снижает надежность в работе.
Для упрощения конструкции и повышения ее надежности в предлагаемом устройстве механизм обрезки фланца с прижимом снабжен пластинами, стянутыми пружинами, имеющими в нижней части пазы для размещения отходов, отрубаемых верхней кромкой паза.
На прижиме установлены ролики, а пластины в верхней части имеют наклонные плоскости.
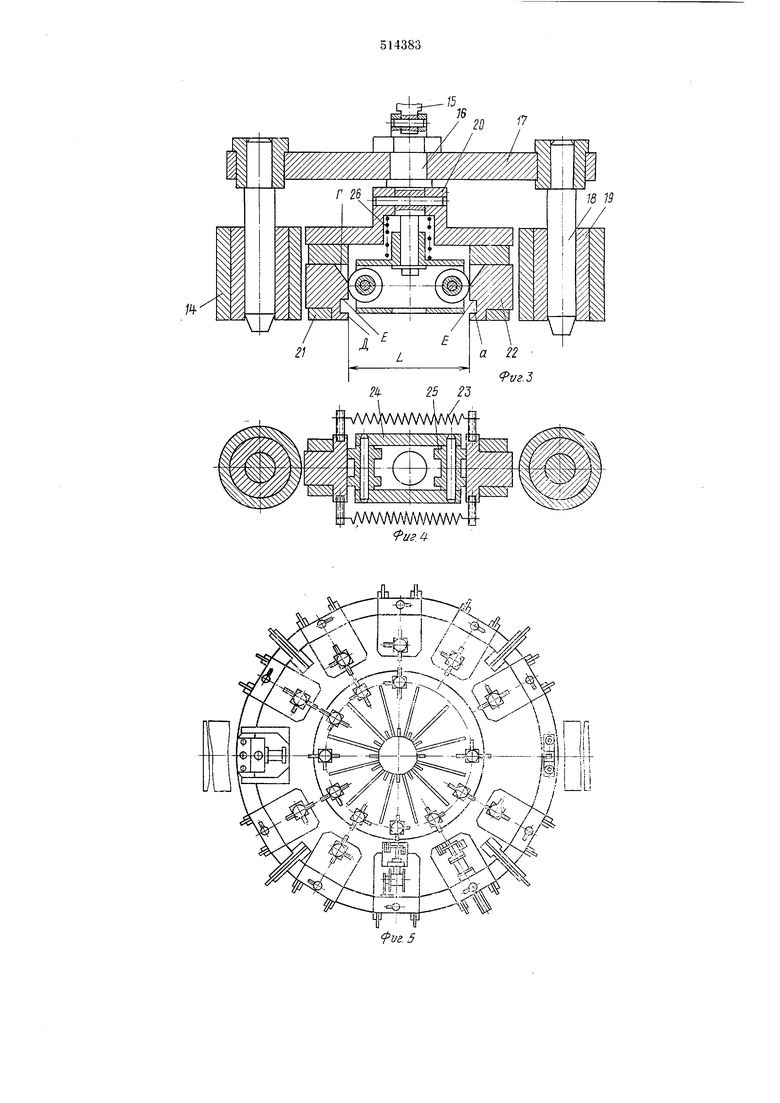
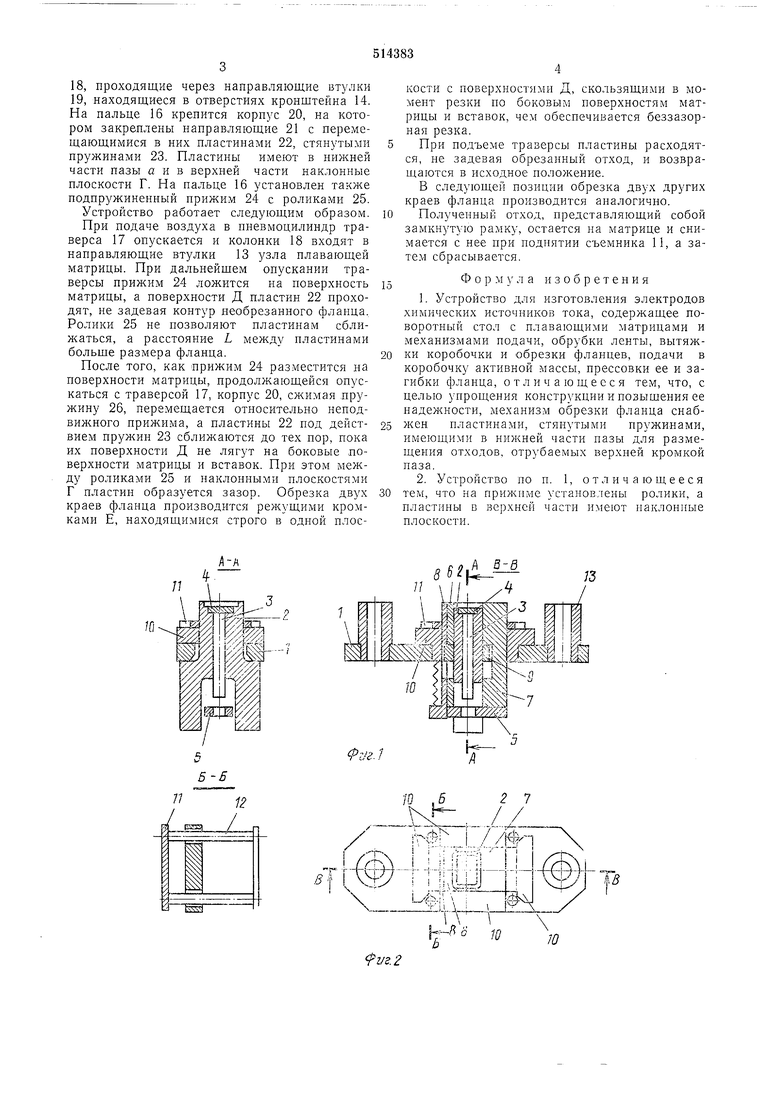
На фиг. 1 изображен узел плавающей матрицы описываемого устройства, вид спереди и разрез по А-А; на фиг. 2 - то же, вид сбоку и разрез по Б-Б; на фиг. 3 - механизм обрезки ф Танца, вид спереди; на фиг. 4 - то же, вид сверху; на фиг. 5 - поворотный стол устройства, общий вид.
Устройство содержит поворотный стол с узлами плавающих матриц.
Узел плавающей матрицы состоит из плиты 1, на которой закреплена матрица 2. В матрице 2 находится шток 3 с выталкивателем 4. Снаружи матрицы расположены скрепленные между собой планкой 5 вставки 6 и
7. Подпружиненная вставка 8 прилегает к вставке 6. Для направления вставок при их перемещении иа матр:ще 2 закреплены шпонки 9, а на плите 1 - направляющие 10. Над направляющими 10 расположен съемник 11,
в котором закреплены шпильки 12. На плите 1 закреплены также направляюидие втулки 13.
В узле плавающей матрицы осуществляется все операции ио изготовлению электродов, за
исключением операций нрииарки токоотвода и подгибки краев фланца (после приварки токоотвода) в направлении диа коробочки. Во время выстоя стола в каждой позиции установленными па станине механизмами последовательно осуществляются операции подачи и обрубки сеточной полосы, вытяжки коробочки, обрезки фланца коробочки, подачи в коробочк - активной массы, прессовки ее и загибки фланца.
Механизм обрезки фланца смонтирован на кронштейне 14, который установлен на неподвижной станине. На кронштейне размещен пневхюцилиндр. шток 15 которого соединен с пальцем 16, закрепленпым на траверсе 17.
Кроме того, на траверсе закреплены колонки
18,проходящие через направляющие втулки
19,находящиеся в отверстиях кронщтейна 14. На пальце 16 крепится корпус 20, на котором закреплены направляющие 21 с перемещающимися в них пластинами 22, стянутыми пружинами 23. Пластины имеют в нижней части пазы айв верхней части наклонные плоскости Г. На пальце 16 установлен также подпружиненный прижим 24 с роликами 25.
Устройство работает следующим образом, При подаче воздуха в пневмоцилиндр траверса 17 опускается и колонки 18 входят в направляющие втулки 13 узла плавающей матрицы. При дальнейщем опускании траверсы прижим 24 ложится на поверхность матрицы, а поверхности Д пластин 22 проходят, не задевая контур необрезанного фланца. Ролики 25 не позволяют пластинам сближаться, а расстояние L между пластинами больше размера фланца.
После того, как црижим 24 разместится на поверхности матрицы, продолжающейся опускаться с траверсой 17, корпус 20, сжимая пружину 26, перемещается относительно неподвилсного прижима, а пластины 22 под деиствием пружин 23 сближаются до тех пор, пока их поверхности Д не лягут на боковые поверхности матрицы и вставок. При этом между роликами 25 и наклонными плоскостями Г пластин образуется зазор. Обрезка двух краев фланца производится режущими кромками Е, находящимися строго в одной плоскости с поверхностями Д, скользящими в момент резки по боковым поверхностям матрицы и вставок, чем обеспечивается беззазорная резка.
При подъеме траверсы пластины расходятся, не задевая обрезанный отход, и возвращаются в исходное положение.
В следующей позиции обрезка двух других краев фланца производится аналогично.
Полученный отход, представляющий собой замкнутую рамку, остается на матрице и снимается с нее при поднятии съемника 11, а затем сбрасывается.
Фор м у л а
изооретения 1. Устройство для
изготовления электродов химических источников тока, содержащее поворотный стол с плавающими матрицами и механизмами подачи, обрубки ленты, вытяжки коробочки и обрезки фланцев, подачи в коробочку активной массы, прессовки ее и загибки фланца, отличающееся тем, что, с целью упрощения конструкции и позыщения ее надежности, механизм обрезки фланца снабжен пластинами, стянутыми пружинами, имеющими в нижней части пазы для размещения отходов, отрубаемых верхней кромкой иаза.
2. Устройство по п. 1, отличающееся тем, что на прижиме установлены ролики, а пластины в верхней части имеют наклонные плоскости.
52
73
п А
Ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления биполярных электродов химического источника тока | 1980 |
|
SU877654A1 |
| Станок для обработки выводов электрических сопротивлений | 1958 |
|
SU122189A1 |
| Штамп для изготовления полых изделий из листовой заготовки | 1968 |
|
SU266711A1 |
| Устройство для изготовления межопера-циОННОгО СпуТНиКА из АдгЕзиВНОйплЕНКи, пРЕиМущЕСТВЕННО для пОлу-пРОВОдНиКОВыХ плАСТиН | 1979 |
|
SU838824A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Устройство для клеевой загибки краев деталей обувных и кожгалантерейных изделий | 1974 |
|
SU506386A1 |
| ШТАМП ДЛЯ КАЛИБРОВКИ РАДИУСА И ФЛАНЦА КОРОБЧАТЫХ ДЕТАЛЕЙ | 1993 |
|
RU2074039C1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Устройство для формовки и обрезки выводов микросхем | 2016 |
|
RU2657519C1 |
| Устройство для изготовления электродов химического источника тока | 1974 |
|
SU520649A1 |