(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕЖОПЕРАЦИОННОГО
СПУТНИКА ИЗ АДГЕЗИВНОЙ ПЛЕНКИ, ПРЕИ/У1УЩЕСТВЕННО
ДЛЯ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделения липкой ленты от прокладки | 1983 |
|
SU1106771A1 |
| Способ изготовления деталей типа стопорных колец с отогнутыми внутрь усиками и устройство для его осуществления | 1987 |
|
SU1480939A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Устройство для изготовления из металлической полосы декоративных цепочек | 1980 |
|
SU927389A1 |
| УСТРОЙСТВО ДЛЯ ПЕРФОРИРОВАНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2012 |
|
RU2500497C1 |
| Станок для сборки в пакет пластин коллекторов электрических машин | 1972 |
|
SU504269A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Устройство для вырубки и сборкидЕТАлЕй | 1979 |
|
SU837485A1 |
| Кассета-спутник | 1981 |
|
SU963120A1 |

I
Изобретение относится к производству полупроводниковых приборов и интегральных схем и может быть использовано для формирования из адгезивного пленочного носителя и базового кольца спутника для межоперационного перемещения полупроводниковых пластин в сборочных процессах.
Способы ручного изготовления межопера ционных спутников с использованием адгезивного пленочного носителя малопроизводительны и не позволяют получить удовлетворительного качества спутников.
Известно устройство для установки радиоизделий в ленточный носитель, содержащее расположенные в корпусе и связанные с приводным механизмом каретку, механизм вырубки с пуансоном и матрицей, механизм сборки и механизм загибки, рещающее техническую задачу, сходную с задачей изготовления спутника из адгезивной пленки с точки зрения сходства осуществляемых операций и наличия основных узлов 1J.
Однако это устройство не позволяет осуществить изготовление межоперационного спутника из адгезивной пленки с учетом всех требований, предъявляемых к этому
спутнику, в частности, при изготовлении спутника важно добиться плотного, без воздушных пузырьков, прилегания пленки к поверхности полупроводниковой пластины, что необходимо для сохранения их первичной ориентации и исключения их потери при транспортировке и операциях разделения и монтажа.
Цель изобретения - расширения функциональных возможностей, увеличение производительности и повышение качества изготавливаемого спутника.
Поставленная цель достигается тем, что в устройстве для изготовления межоперационного спутника из адгезивной пленки, фержащем расположенные в корпусе и связанные с приводным механизмом каретку, механизм вырубки с пуансоном и матрицей, механизм сборки и механиз.м загибки, механизм сборки снабжен предметным столом, герметизирующим кольцом и кольцевым прижимом, механизм загибки выполнен в виде диска с закрепленными на нем пружинными загибочными элементами, пуансон механизма вырубки выполнен в виде кольца, установленного на каретке концентрично кольцевому прижиму механизма сборки, в мат, рице механизма вырубки выполнены отверстия для прохода загибочных элементов механизма загибки, причем предметный стол и герметизирующее кольцо совместно с адгезивной пленкой и матрицей образуют герметичную полость в сомкнутом положении, а приводной механизм выполнен в виде группы силовых цилиндров, штоки которых связаны соответственно с предметным столом, герметизирующим кольцом, кольцевым прижимом, пуансоном и диском механизма загибки, и снабжен программным золотниковым блоком, выходы Которого связаны с сило-, выми цилиндрами. Кроме того, режущие элементы пуансона .механизма вырубки выполнены в виде расположенных на его торце по замкнутому пилообразному контуру режущих пластин, на кромках которых выполнены пилообразные зубья.
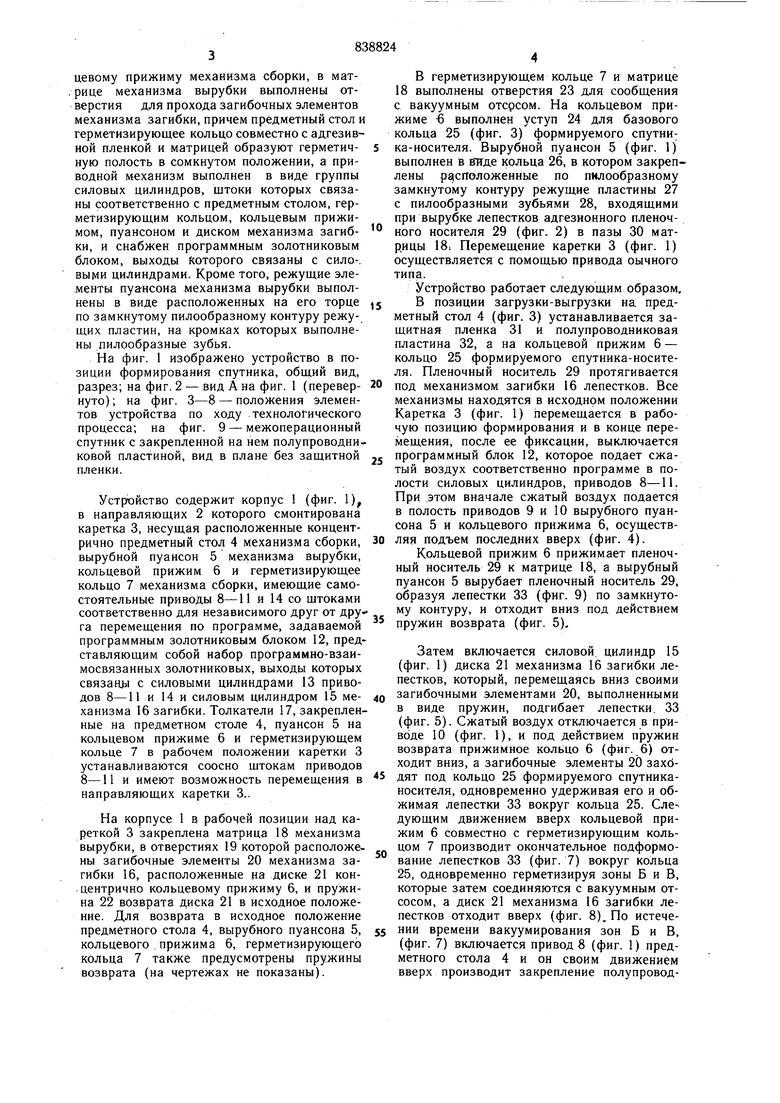
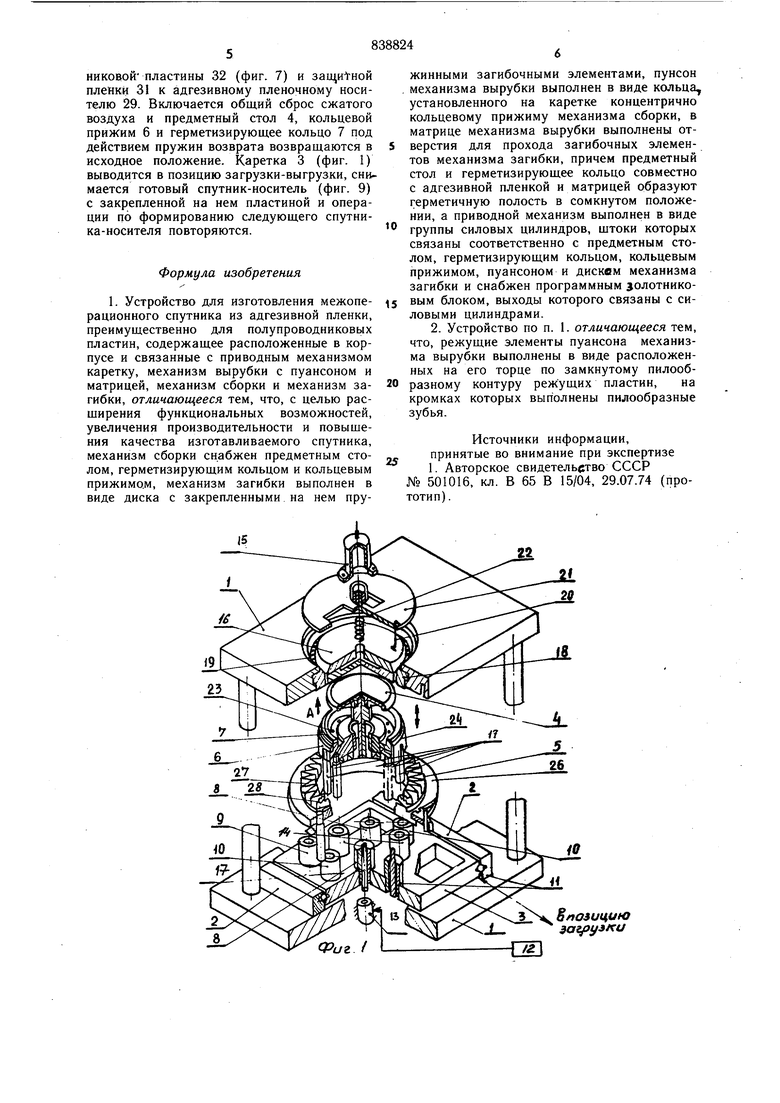
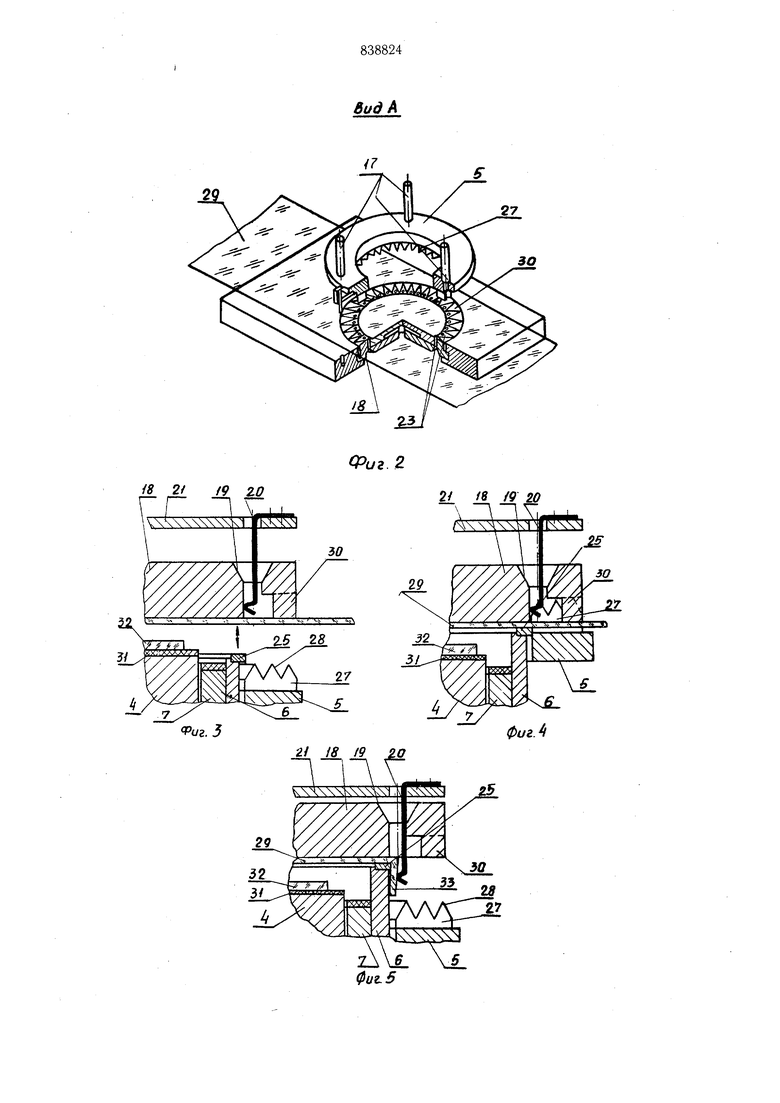
На фиг. 1 изображено устройство в позиции формирования спутника, общий вид, разрез; на фиг. 2 - вид А на фиг. 1 (перевернуто); на фиг. 3-8 - положения элементов устройства по ходу .технологического процесса; на фиг. 9 - межоперационный спутник с закрепленной на нем полупроводниковой пластиной, вид в плане без защитной пленки.
Устройство содержит корпус 1 (фиг. 1), в направляющих 2 которого смонтирована каретка 3, несущая расположенные концентрично предметный стол 4 механизма сборки, вырубной пуансон 5 механизма вырубки, кольцевой прижим 6 и герметизирующее кольцо 7 механизма сборки, имеющие самостоятельные приводы 8-11 и 14 со щтоками соответственно для независимого друг от друга перемещения по программе, задаваемой программным золотниковым блоком 12, представляющим собой набор программно-взаимосвязанных золотниковых, выходы которых связань с силовыми цилиндрами 13 приводов 8-11 и 14 и силовым цилиндром 15 механизма 16 загибки. Толкатели 17, закрепленные на предметном столе 4, пуансон 5 на кольцевом прижиме 6 и герметизирующем кольце 7 в рабочем положении каретки 3 устанавливаются соосно штокам приводов 8-11 и имеют возможность перемещения в направляющих каретки 3..
На корпусе 1 в рабочей позиции над кареткой 3 закреплена матрица 18 механизма вырубки, в отверстиях 19 которой расположены загибочные элементы 20 механизма загибки 16, расположенные на диске 21 концентрично кольцевому прижиму 6, и пружина 22 возврата диска 21 в исходное положение. Для возврата в исходное положение предметного стола 4, вырубного пуансона 5, кольцевого , прижима 6, герметизирующего кольца 7 также предусмотрены пружины возврата (на чертежах не показаны).
В герметизирующем кольце 7 и матрице 18 выполнены отверстия 23 для сообщения с вакуумным отсрсом. На кольцевом прижиме -б выполнен уступ 24 для базового кольца 25 (фиг. 3) формируемого спутни; ка-носителя. Вырубной пуансон 5 (фиг. 1) выполнен в вттде кольца 26, в котором закреплены расположенные по пилообразному замкнутому контуру режущие пластины 27 с пилообразными зубьями 28, входящими при вырубке лепестков адгезионного пленочного носителя 29 (фиг. 2) в пазы 30 матрицы 18. Перемещение каретки 3 (фиг. 1) осуществляется с помощью привода оычного типа.
Устройство работает следующим образом.
В позиции загрузки-выгрузки на предметный стол 4 (фиг. 3) устанавливается защитная пленка 31 и полупроводниковая пластина 32, а на кольцевой прижим 6 - кольцо 25 формируемого спутника-носителя. Пленочный носитель 29 протягивается под механизмом загибки 16 лепестков. Все механизмы находятся в исходном положении Каретка 3 (фиг. 1) перемещается в рабочую позицию формирования и в конце перемещения, после ее фиксации, выключается программный блок 12, которое подает сжатый воздух соответственно программе в полости силовых цилиндров, приводов 8-11. При этом вначале сжатый воздух подается в полость приводов 9 и 10 вырубного пуансона 5 и кольцевого прижима 6, осуществляя подъем последних вверх (фиг. 4).
Кольцевой прижим 6 прижимает пленочный носитель 29 к матрице 18, а вырубный пуансон 5 вырубает пленочный носитель 29, образуя лепестки 33 (фиг. 9) по замкнутому контуру, и отходит вниз под действием пружин возврата (фиг. 5),
Затем включается силовой, цилиндр 15 (фиг. 1) диска 21 механизма 16 загибки лепестков, который, перемещаясь вниз своими загибочными элементами 20, выполненными в виде пружин, подгибает лепестки. 33 (фиг. 5). Сжатый воздух отключается в приводе 10 (фиг. 1), и под действием пружин возврата прижимное кольцо 6 (фиг. 6) отходит вниз, а загибочные элементы 20 заходят под кольцо 25 формируемого спутниканосителя, одновременно удерживая его и обжимая лепестки 33 вокруг кольца 25. Следующим движением вверх кольцевой прижим 6 совместно с герметизирующим кольцом 7 производит окончательное подформование лепестков 33 (фиг. 7) вокруг кольца 25, одновременно герметизируя зоны Б и В, которые затем соединяются с вакуумным отсосом, а диск 21 механизма 16 загибки лепестков отходит вверх (фиг. 8), По истечении времени вакуумирования зон Б и В, (фиг. 7) включается привод 8 (фиг. 1) предметного стола 4 и он своим движением вверх производит закрепление полупроводниковой пластины 32 (фиг. 7) и зa 4иtнoй пленки 31 к адгезивному пленочному носителю 29. Включается общий сброс сжатого воздуха и предметный стол 4, кольцевой прижим 6 и герметизирующее кольцо 7 под действием пружин возврата возвращаются в исходное положение. Каретка 3 (фиг. 1) выводится в позицию загрузки-выгрузки, снимается готовый спутник-носитель (фиг. 9) с закрепленной на нем пластиной и операции по формированию следующего спутника-носителя повторяются.
Формула изобретения
жинными загибочными элементами, пунсон механизма вырубки выполнен в виде кольца, установленного на каретке концентрично кольцевому прижиму механизма сборки, в матрице механизма вырубки выполнены отверстия для прохода загибочных элементов механизма загибки, причем предметный стол и герметизирующее кольцо совместно с адгезивной пленкой и матрицей образуют герметичную полость в сомкнутом положении, а приводной механизм выполнен в виде группы силовых цилиндров, щтоки которых связаны соответственно с предметным столом, герметизирующим кольцом, кольцевым прижимом, пуансоном и диском механизма загибки и снабжен программным долотниковым блоком, выходы которого связаны с силовыми цилиндрами.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 501016, кл. В 65 В 15/04, 29.07.74 (прототип).
N позицию загрулки
Вид 2/ /в фиг. 5 {9
