УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ
(54) ХИМИЧЕСКОГЪ ИСТОЧНИКА ТОКА

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Устройство для рубки и автоматической фиксированной укладки г-образных токоотводов | 1973 |
|
SU480146A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ХИМИЧЕСКИХ источников ТОКА | 1972 |
|
SU353300A1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЬЕВ ПИЛЫ (ВАРИАНТЫ) | 2005 |
|
RU2312744C2 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ | 1971 |
|
SU313591A1 |
| Станок для штамповки и вырубки деталей из фольги | 2019 |
|
RU2718774C1 |
| Устройство для штамповки деталей | 1982 |
|
SU1053930A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
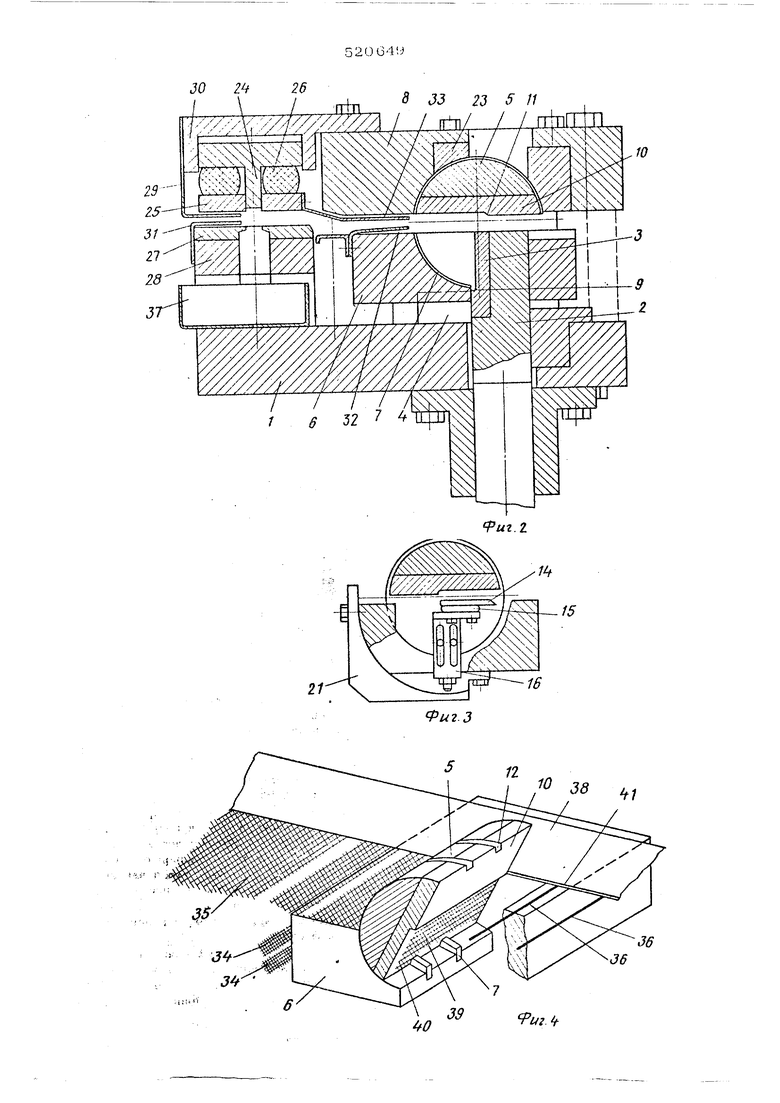
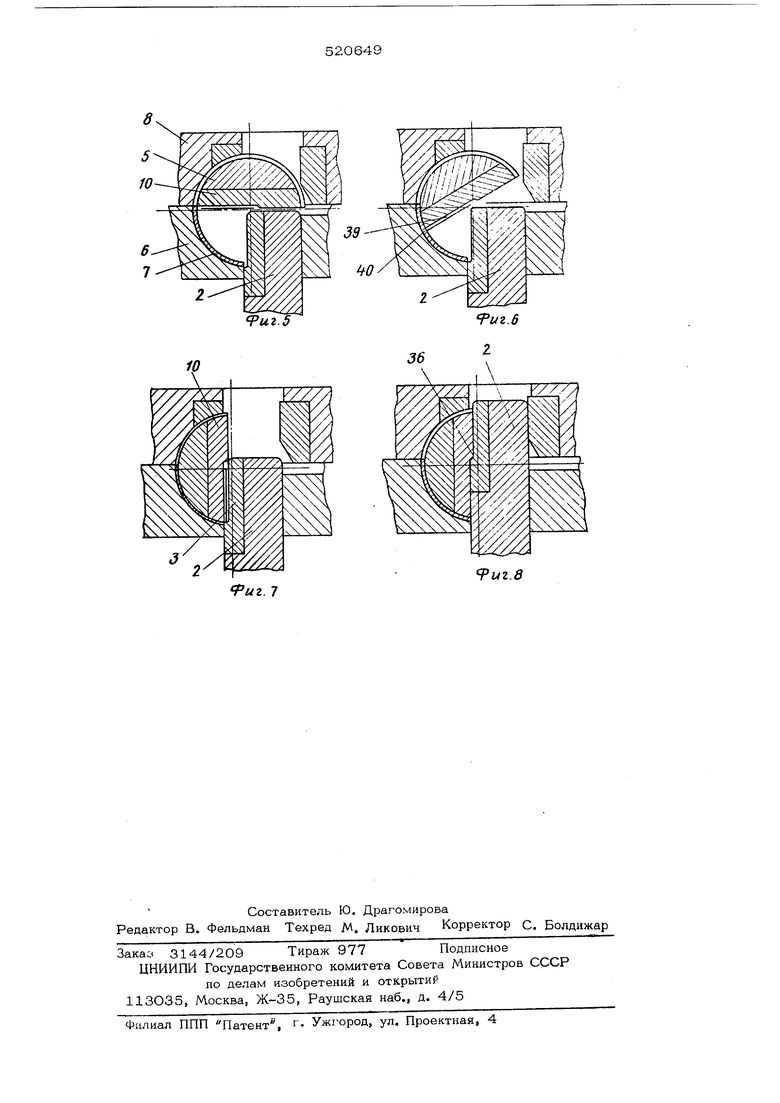
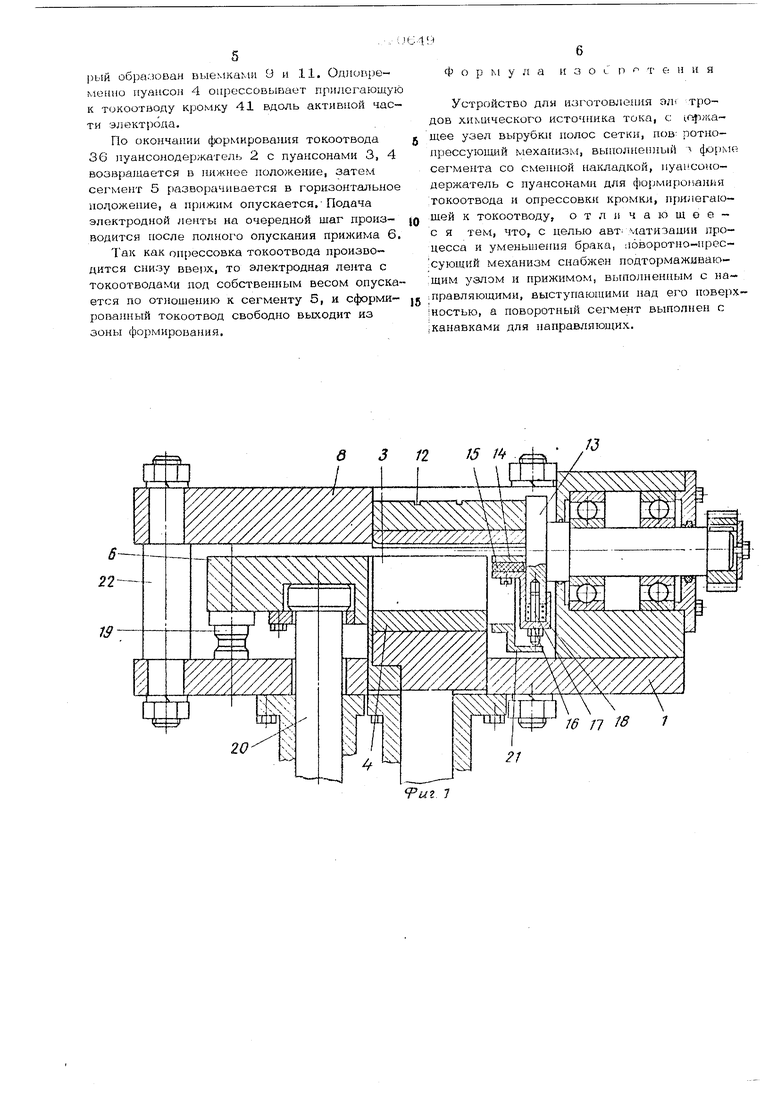
Известно устройство для изготовления электродов химического источника тока, содержащее узел вьфубки полос сетки, поворотно-прессующий механизм, вьтолненный в форме сегмента со сменной накладкой, пуансонодержателъ с пуансонами для формирования токоотвода и опрессовки кромки, припегающей к токоотводу. Устройство сложно по конструкции, удаление готового электрода затруднительно, так как готовый электрод должен выталкиваться из зоны устройства электронной лен той при подаче ее на шаг. Затруднителен вьшод спрессованного токоотвода из зоны калибра ножа в связи с тем, что токоотвод лежит на обниженной части ножа сектора и. под своим весом прижимается к нему, а выступающая часть ножа препятствует выво отвода. 3 поне розания активной части электро -«оисходит высыпание порошка, удаление кот -го Ихэ зони практически невозможно, при этом крупинки порошка попадают на актив,ную часть апектрода, что ухудщает качество электрода. При повороте сектора на 9О сетка разворачиваясь относительно активной части электрода, свободно перемещается в зоне прижимной плиты, ножа и формирующего пуансона , в результате чего спресованные токоотводы имеют различную длину. Целью изобретения является автоматизация процесса и уменьшение брака при изго{тоЕ1лении электродов. Указанная цель дости гается тем, что поворотно-прессующий ме- |ханизм снабжен подтормаживающим узлом и прижимом, выполненным с направляющими, выступающими над его поверхностью, а по- воротный г сегмент выполнен с канавками для направляющих. На фиг. 1 - изображено предлагаемое iустройство в продольном разрезе; на фиг. 2 устройство в поперечном разрезе; ina фиг, 3- . механизм подтормаживания; на фиг. 4 - сегмент и прижим с напрашшющями в момент поворота сетки; на фиг. 5, 6 - элементы поворотно-прессующего механизма D NIOSIOFIT начала поворота сетки; на фнг. 7 - элементы поворотно-прюссующего кюхапизмл н момг-ит начала формирования токоотвода; ил (|)iii. 8 элементы поворотно-прессующего механизма в момент окоичаш1я формирования токоотвода
В устройство для изготовления электро-.. дов входят узел формирования токоотводов и узел вырубки полос сетки из свободной
кромки, которые смонтированы на общей нижней нлите 1.
Узел форьшрования включает в себя пуансонодержатель 2 с. пуансоном 3 для формирования токоотводов и пуансоном 4 опрессов ки кромки, прилегающей к токоотводу; поворотно-прессуюший механизм, состоящий из поворотного сегмента 5 с подтормаживак щим устройством и прижима 6 с направляюшими 7, верхней плиты 8 с гнездом для -размещенная сегмента 5,
Пуансон 3 для формирования токоотвода выполнен в виде съемной накладки с выемкой 9, равной половине диаметра токоотвода Поворотный сегмент закреплен в подшипниках качения и имеет съемную, накладку 10 с выемкой 11, аналогичной выемке 9. На наружной поверхности сегмента вьшолнены кольцевые канавки 12,
На бурте 13 сегмента 5 закреплено устройство подтормаживания сетки, состоящее из фасонной пластины 14 и амортизатора 15, укрепленных на кронштейне 16, штока 17 для перемещения кронщтейна и регулировки усилия торможения, пружины 18.
Прижим 6 имеет гнездо под сегмент 5 и фигурный паз для направления и выхода пуансонодержателя 2 с пуансонами 3, 4. В гнезде прижима 6 закреплены направляющие 7, за ходящие в канавки 12 сегмента 5 при пово- роте его.
Прижим 6 перемещается на колонках 19 посредством щтока 20 от кулачка. На торце прижима 6 закреплен копир 21.
Верхняя плита 8 закреплена жестко на стойках 22, к имеет гнездо для сегмента 5 и паз для прохода пуансодержателя 2 с пуансоном 3. Сегмент 5 устаноапен в гнезде плиты 8 с зазором 0,05 - ОД мм 1 В плите 8 закреплен фасонный сухарь 23, который установлен беззазорно по отношению к сегменту 5 и в момент опрессовки токоот- вода обеспечивает жесткость сегмента. Узел вырубки полос сетки из свободной кромки состоит из ножа 24 с закреппенными на нем прижимом 25 и буфером 26, мат рицей 27, установленной на корпусе 28 Узел вырубки снабжен отражателями: отражатель 29 закреплен на направляющей ножа 30, отражатель 31 прикрепляется к кор пусу 28, отражатель 32 - к прижиму 6, а отражатель 33 - к прижиму 25 узла вьфубки.
Отражатели выполнены из пружинящей с|юльги и з 1ходят в зону резания, образуя
входную конусную ще;1ь, причем ианм.1Н.;;ий размер щели должен быть на 0,5-1 мм больше толии1ны электродной ленты.
Все четыре отражателя 29, 31 и 32, 33 обеспечивают гарантийный заход свободной кром1ш электродной сетки в золу накладкой 10 сегмента 5 и фасонной пластиной 14.
Устройство-работает -следующим образом. Электродная лента подается в устройство на щаг специальным механизмом подачи и фик сируется. После этого выполняется резан1;.о полос 34 из свободной от активной массы кромки сетки 35 и формирование ТОКООТБОЛ i 36.
Прижим 25 узла вырубки вместе с мокс: 24, перемещаясь вниз, фиксирует свободкую кромку сетки 35 относительно матрицы 27,
При дальнейшем движении ножа 24 вниз из свободной кромки сетки 35 на шаге, равном ширине электрода, вырезаются полосы 34 шириною не менее 3-4мм с целью ликвидации обрывов крайних нитей при сборе сзо™ бодной кромки в пучок. Вырезаниь е полосы 34 .Гадают в сборник отходов 37, Затем элетроднаг сетка с вырезанными полосами попадает в зону поворотно-прессующего меха1шзма узла формирования токоотводов. Пуансо- нодержатель 2 с пуансонами 3, 4 вместе с прижимом 6 н ачинакл одновременно движе ние вверх до упора в верхнюю плиту 8. При жим 6 в этом положении фиксирует активную часть 38 электродной ленты относительно плиты 8. Сетка 39 с торца слегка поджимается фасонной пластиной 14 через амортизатор 15 и шток 17 от копира 21 к поверхности накладки 10 сегмента 5.
Сегмент 5 поворачивается и острой кромкой 4О накладки 10 перемещает перед собой сетку, разворачивания ее на 9О по отношению к активной части, причем после того как в процессе поворота конец сетки вь:йдет из-под фасонной пластины 14, сегмент перемещается по направляюящм 7, выступающим на 0,5-1 мм над поверхностью прижима 6.
Направляющие предотвращают попаданиъ сетки между кромкой 40 накладки 10 и прижимом 6.
Длина сетки при развороте уменьшается; для регулирования постоянства длины токе- отводов используется устройство лодтормаживаиия. Изменяя усилие поджатия сетки, можно получить токоотводы определенной длины.
После поворота сегмента 5 на 90 пуан™ соподержатель 2 с пуансонами 3, 4, двигаясь вверх, собирает нити сетки в токоотвод 36. Токоотвод 36 фиксируегся кгшиС{1О-м, кото1)ьш образован выемками О и 11. Одновременно пуансо 4 oiipeccoBbiFiaer прилегающую к токоотводу кромку 41 вдоль активной части электрода.
По окончании формирования токоотвода 36 пуансонодержатель 2 с пуансонами 3, 4 возвращается в нижнее положение, затем сегмент 5 разворачивается в горизонтальное положение, а прижим опускается,Подача электродной ленты на очередной шаг производится после полного опускания прижима 6.
Так как онрессовка токоотвода произво дится снизу вверх, то электродная лента с токоотводами под собственным весом опускается по отношению к сегменту 5, и сформированный токоотвод свободно выходит из зоны формирования.
Ф о р м у л а и 3 о L р т е и и я
Устройство для изготовления эл тродов хнкшческого источника тока, с i.oji Kaщее узел вырубкн полос сетки, пов ротнонрессую1Щ1Й механизм, вьптолнеи)ый 4))ме сегмента со ск{енной нахсладкой, iiyaiicouo- держатель с пуансонамн для формиронания токоотвода и опрессовки кромки, прилегаюшей к токоотводу, отл1 чающее - с я тем, что, с нелью авт матизаннн процесса и уменьше1гия брака, абворотно-прес сующий механизм снабжен подтормаживаю:щим узлом н прижимом, BbinoJHieHHbiM с на.правляющими, выступающими над его новерх1ностью, а поворотный сегмент выполнен с ;канавками для направляющих. 1Ш / /7 /
иг 7 / 30 l
PU2.3
иг 8 J3 23 / aj-XjllL/-/-/.
.5
fuz.6
fuz. 7
fitz.e
