Предлагаемый способ литья стеклянных изделий имеет в виду преимущественно отливку линз большого диаметра, имеющих определенный показатель преломления и возможно малое светопоглощение при отсутствии пузырей и свищей. Способ основан на принципе сообщающихся сосудов, для чего стекло льют в литник, сообщающийся с донной частью формы и устанавливаемый, с целью создания гидравлического напора, выше формы. Заполнение формы расплавленным стеклом происходит почти мгновенно, а пузырьки воздуха удерживаются при этом в литнике, так что отливка получается без пузырей.
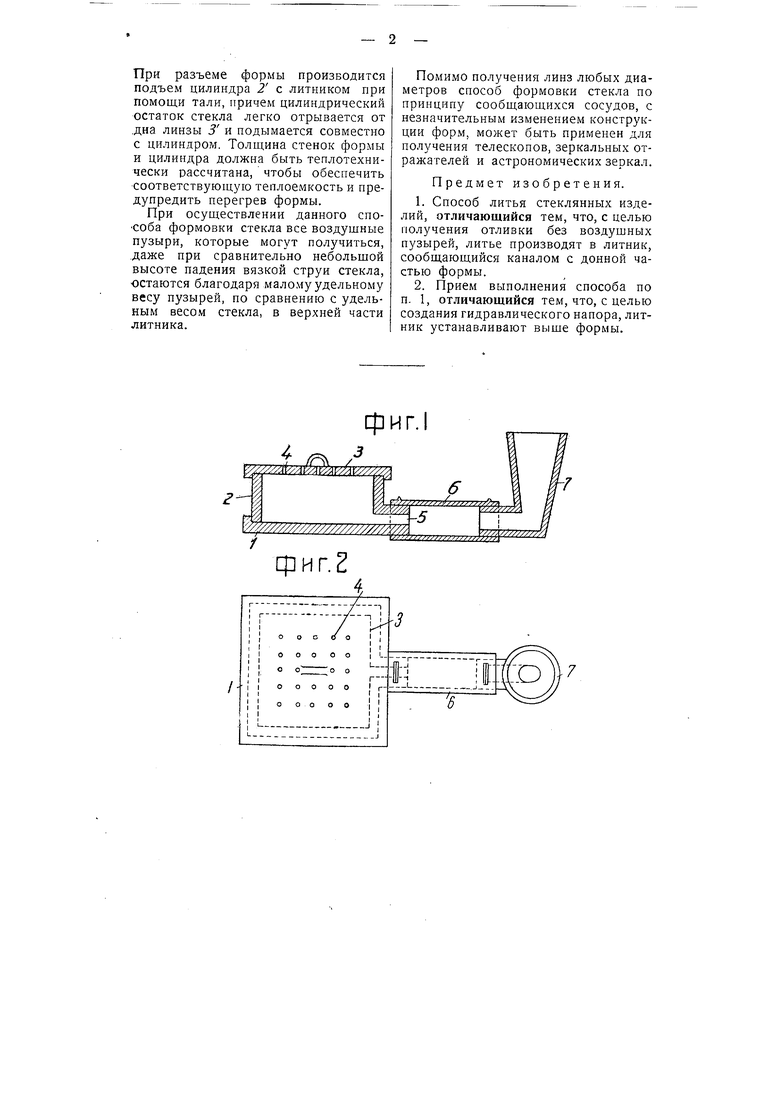
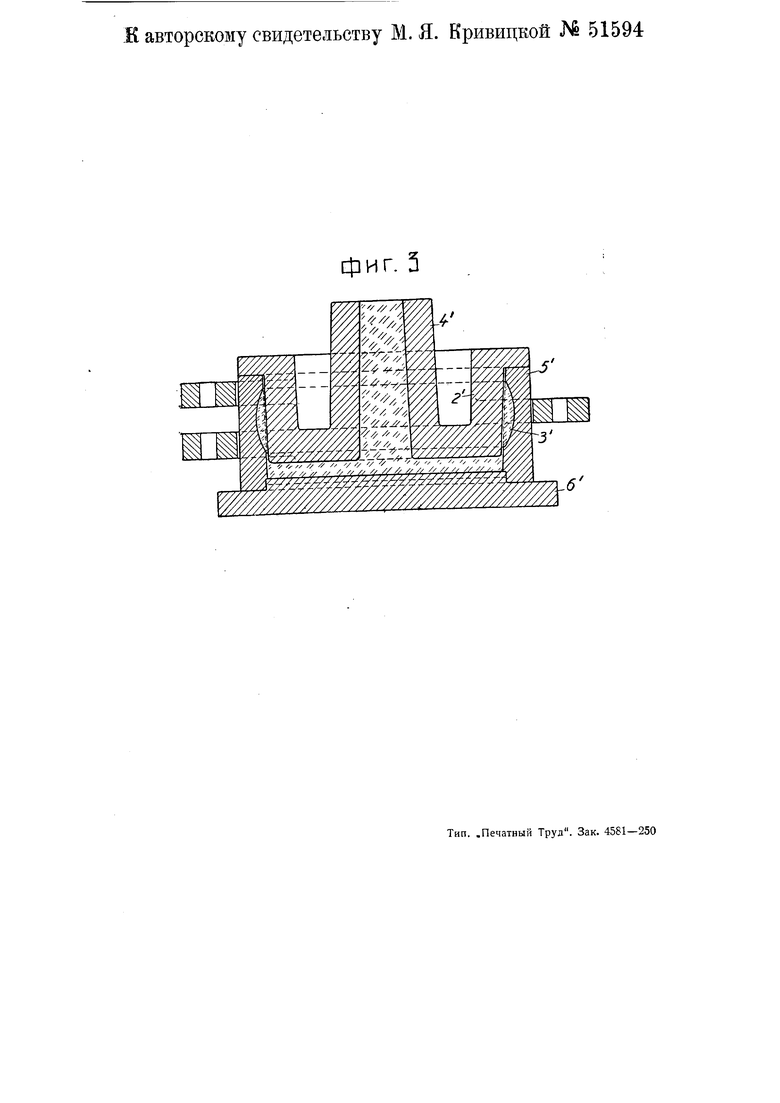
Способ может быть осуществлен при помощи форм, изображенных на чертеже, где фиг. 1 изображает общий вид формы для отливки стекла по предлагаемому способу; фиг. 2 - вид сверху и фиг. 3-вертикальный разрез формы для получения элементов линз Френеля.
Форма 2 (фиг. 1 и 2) вставляется в имеющий закраины поддон 7, снабженный патрубком 5 и крыщкой 3 с отверстиями 4 для выхода воздуха. Патрубок 5 соединен трубой 6
с литником 7, высота которого больше высоты формы 2, с целью создания гидравлического напора. При заполнении формы стеклом пузырьки воздуха задерживаются в литнике 7. По затвердевании стекла форма разнимается, и изделие легко отделяется от стекла в патрубке 5.
Для получения по этому способу центрального элемента и колец для линзы Френеля диаметром 500 мм была применена следующая конструкция формы, изображенная на фиг. 3. В форму 5 вставлен цилиндр 2, не доходящий до поддона 6 формы на - 15-30 мм Б зависимости от высоты изделия, и имеющий в центре конусообразный литник 4. Наружный диаметр литника в три раза, а внутренний в шесть раз меньше диаметра линзы 3. С целью обеспечения соответствующего гидравлического напора стекла нри фор.мовке литник 4 изготовляется на 200-230 мм выще формы; таким образом форма и литник представляют сообщающиеся сосуды, и стекло, при температуре 1250° поданное в литник непрерывной струей диаметром в 70 мм, в течение несколь-них секунд заполняет форму изделия
При разъеме формы производится подъем цилиндра 2 с литником при помощи тали, причем цилиндрический остаток стекла легко отрывается от .дна линзы 3 и подымается совместно с цилиндром. Толщина стенок формы и цилиндра должна быть теплотехнически рассчитана, чтобы обеспечить соответствующую теплоемкость и предупредить перегрев формы.
При осуществлении данного способа формовки стекла все воздущные пузыри, которые могут получиться, даже при сравнительно небольшой высоте падения вязкой струи стекла, остаются благодаря малому удельному весу пузырей, по сравнению с удельным весом стекла, в верхней части литника.
Помимо получения линз любых диаметров способ формовки стекла по принципу сообщающихся сосудов, с незначительным изменением конструкции форм, может быть применен для получения телескопов, зеркальных отражателей и астрономических зеркал.
Предмет изобретения.
1.Способ литья стеклянных изделий, отличающийся тем, что, с целью получения отливки без воздушных пузырей, литье производят в литник, сообщающийся каналом с донной частью формы.
2.Прием выполнения способа по п. 1, отличающийся тем, что, с целью создания гидравлического напора, литник устанавливают выще формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выпуска стекля из горшка | 1937 |
|
SU52065A1 |
| Фотографический способ изготовления линзового растра на стекле | 1947 |
|
SU72824A1 |
| СПОСОБ ЛИТЬЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ В ПОРИСТЫХ ФОРМАХ | 1994 |
|
RU2118625C1 |
| ЛИНЗА ДЛЯ ОЧКОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА, ПОЛУЧАЕМАЯ ПУТЕМ ПРЕССОВАНИЯ, ВЫТАЛКИВАНИЯ И ПОКРЫТИЯ ПОГРУЖЕНИЕМ | 1996 |
|
RU2147005C1 |
| Форма для отливки крупногабаритных изделий | 1960 |
|
SU136865A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1998 |
|
RU2143959C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОТЕРМИЧЕСКИХ И ИЗОЛЯЦИОННЫХ ВСТАВОК ЛИТНИКОВЫХ СИСТЕМ | 2012 |
|
RU2492960C1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ИЗДЕЛИЙ | 1965 |
|
SU172669A1 |
| Способ литья под давлением и пресс-форма для его осуществления | 1984 |
|
SU1201051A1 |
| Способ ведения сифонной отливки спокойной стали | 1931 |
|
SU31585A1 |
4ф И Г 2
фиг.1
фиг. 3
